8硫酸渣的资源化
- 格式:ppt
- 大小:1.18 MB
- 文档页数:11

2023年硫酸渣行业市场规模分析硫酸渣(也称硫酸熔渣、硫酸工业废渣、硫铵废渣等)是硫酸工业在生产阶段产生的一种废弃物,主要成分为硫酸盐、氧化铁等,含有一定的重金属元素和其他有害物质。
在过去,硫酸渣一直被认为是一种无害的工业废渣,通常被焚烧或随意填埋。
然而,随着环保意识的增强,硫酸渣的储存、处理和利用问题受到越来越多的关注。
目前,硫酸渣处理和利用的技术主要有综合利用和资源化回收两种方式。
其中,综合利用主要采用水泥、炉渣、路面砖等各种建材生产中作为辅料进行混合利用。
而资源化回收则是将硫酸渣中的有用成分提取出来,用于生产肥料、氧化铁等产品。
这两种方式都是通过对硫酸渣的综合利用,减少环境污染、节约资源和实现经济效益的目标。
据了解,目前国内硫酸渣产生量庞大,对环境造成了较大影响。
然而,由于硫酸渣的处理和利用技术还较为落后,许多企业仍采用传统的填埋和焚烧方法进行处理,导致环境污染严重。
因此,对硫酸渣的综合利用和资源化回收技术的研究和推广具有极其重要的意义。
就市场规模而言,国内硫酸渣处理和利用市场仍处于初级阶段。
尽管一些大型企业已开始在硫酸渣处理利用上进行尝试,但国内硫酸渣处理利用行业仍面临着许多问题。
其中最主要的问题是硫酸渣的处理和利用技术不够成熟和完善,另外市场需求和政策扶持也不够强有力。
这些都限制了硫酸渣处理与利用市场的发展前景。
但随着国家环保政策的不断完善和各地环保要求的越来越严格,硫酸渣处理和利用市场将会得到迅速推广和普及。
未来,随着技术的不断创新和各方面政策的配合,硫酸渣处理与利用市场将有望达到数十亿甚至更高的市场规模。
总之,对硫酸渣的综合利用和资源化回收技术的推广具有重要的现实意义和发展前景。
在保护环境、实现可持续发展的大趋势下,硫酸渣处理和利用将成为一个具有广泛市场前景的新兴行业。
硫酸渣成分硫酸渣是一种常见的工业废弃物,主要由硫酸及其盐类组成。
它通常是在硫酸生产、矿石冶炼、化工生产等过程中产生的副产物。
硫酸渣的成分复杂多样,下面将对其主要成分进行介绍。
1. 硫酸盐类:硫酸渣中最主要的成分就是硫酸盐类,包括硫酸钙、硫酸铁、硫酸铝等。
这些硫酸盐类的含量和比例会受到原料的不同以及生产过程的影响。
2. 重金属离子:硫酸渣中还含有一定量的重金属离子,如铜离子、铅离子、锌离子等。
这些重金属离子主要来自于原料中的杂质或者是生产过程中的掺杂。
3. 有机物:在某些情况下,硫酸渣中还可能含有一些有机物。
这些有机物通常是生产过程中的副产物或者是原料中的杂质。
4. 残留酸:硫酸渣是由硫酸生产过程中的废弃物形成的,因此其中也会含有一定量的残留硫酸。
这些残留硫酸可能对环境和人体健康造成一定的危害。
硫酸渣的成分决定了其性质和用途。
由于硫酸渣中含有大量的硫酸盐类和重金属离子,因此它具有一定的毒性和腐蚀性。
这使得硫酸渣不能直接排放到环境中,需要经过处理和处置,以减少对环境的影响。
处理硫酸渣的方法主要包括固化、中和和回收利用等。
固化是将硫酸渣与适量的固化剂混合,使其形成固体块状物,从而降低其对环境的危害性。
中和是将硫酸渣与碱性物质反应,使其中和成盐类,从而减少其腐蚀性。
回收利用则是将硫酸渣中的有价值成分进行提取和回收利用,以实现资源化利用。
硫酸渣是一种常见的工业废弃物,其成分复杂多样。
硫酸盐类、重金属离子、有机物和残留酸是硫酸渣的主要成分。
由于其具有一定的毒性和腐蚀性,处理硫酸渣需要采取适当的方法,以减少对环境和人体健康的影响。
固化、中和和回收利用是常见的处理方法,可以有效地降低硫酸渣的危害性,并实现资源的可持续利用。
什么是硫酸渣? 硫酸渣提炼工艺
硫酸渣又称黄铁矿烘渣或烧渣。
化工废渣的一种,用黄铁矿制造硫酸或亚硫酸过程中排出的废渣,主要化学成分为Fe2O3:20-50%,SiO2:15-65%,Al2O3:10%,CaO:5%,MgO<5%,S:1-2%,一般还含有Cu、Co等。
其化学成分不同利用途径也有所不同,高铁硫酸渣最有效的利用是作为炼铁原料,硫酸渣则可用作水泥原料、制砖材料等。
目前某些国家已做到全部利用,我国利用量只有50%左右。
硫酸渣是当今环境保护的一大难题,但使其资源化利国利民。
大家现今的硫酸渣选铁精矿工艺均以磁选为主,存在三方面问题:
(1)硫酸渣物相、含杂情况、环境限制及企业的自身实际情况和市场对硫酸渣精选后的产品需求情况不同;
(2)硫酸渣中因Fe2O3的含量高(磁选主要适合选高磁性的Fe3O4)、磁性低,所以,尾渣含铁还有原渣的90%以上;
(3)完全靠磁选的铁矿产品品位在55%-59%之间、脱硫等杂质的效果太差,成品质量明显偏底。
所以,如铁矿市场进入调整期,硫酸渣精选铁矿商会因技术落后、铁精粉品位低出现滞销,而导致硫酸厂的硫酸渣再度积压。
目前,国内的硫酸渣选别重要方法包括:联合磁选法、交变磁选、重选法、化学浸洗法、浮选反浮选法、微生物脱硫法、磁选柱分选法、磁化还原焙烧法及回转窑处理法等。
这些方法各有所长,但有些方法投资和选别的成本高,有些方法操作复杂,而有些方法又受环境的制约等。
根据烧渣的特性,选矿提纯应尽量采用处理量大、设备简单、操作容易、投资少的方法,不适宜应用复杂工艺。
上述的各个流程都有各自的特点,处理工艺的选择要根据硫酸渣物相、含杂情况、环境限制及企业的自身实际情况和产品要求加以选定确定。

硫酸工业固体废物的处理及资源化技术一、硫酸工业固体废物的来源及危害硫铁矿渣是硫铁矿在沸腾炉中经高温焙烧产生的废物。
作为硫酸生产大国,我国每年排放的数千万吨硫铁矿渣,约占化工废渣总量的1/3。
根据不同角度,可以将硫铁矿渣进行不同的分类。
(1)根据产出地不同,分为尘和渣。
每生产1吨硫酸约排出0.5吨酸渣,从炉气净化收集的粉尘为0.3~0.4吨,大部分酸厂已将尘与渣混在一起。
(2)按颜色分为红渣、棕渣、黑渣。
当渣中以Fe2O3(赤铁矿)为主时为红渣,当渣中以Fe3O4(磁铁矿)为主时为黑渣;棕渣介于红渣和黑渣之间。
(3)渣的颜色变化反映了磁铁矿的含量,可以按磁性率将渣分类。
磁性率高,说明烧渣的氧化程度高,磁铁矿含量高。
(4)按有用组分含量,可以分为贫渣、铁渣、有色铁渣。
贫渣铁品位较低,无综合利用价值;铁渣中铁含量较高,有色金属及其他有价金属含量低;有色铁渣中综合回收的成分较多,如铁、铜、金、银、钴等均具有回收价值。
目前,除少量硫铁矿渣被用作水泥助熔剂外,绝大部分露天堆放,占用大面积土地,污染土壤、大气和水源。
硫铁矿渣中含有大量铁及少量铝、铜等金属,有的还含有金、银、铂等贵金属,用硫铁矿烧渣可制取精矿、铁粉、海绵铁等,还可回收其他金属;对于含铁较低或含硫较高的硫铁矿渣难以直接用来炼铁,可用于生产化工产品,如作净水剂、颜料、磁性铁的原料。
因此,无论从治理环境还是从缓解铁资源贫乏来看,研究硫铁矿烧渣的综合利用在我国具有重要的意义。
二、硫酸工业固体废物的处理1.炼铁及回收有色金属(1)直接用于炼铁。
矿渣在炼铁厂烧结机中掺烧后炼铁,要求含铁量大于48%,含硫量小于1%,而且只掺铁矿石的10%左右,且硫、磷和二氧化硅含量越低越好。
这时掺入量对烧结块的质量和产量都没有不利影响,反而能降低烧结成本,过多掺入会降低产品强度和成品率。
此法对含铁量较高的矿渣是一种有效处理方法,但处理矿渣量有限。
(2)经选矿后炼铁。
较早的方法是采用沸腾炉进行还原焙烧成磁性渣(Fe3O4),然后经过磁选除去脉石获得高品位的铁精矿,其中含铁量大于或等于58.5%,其他有害元素均符合高炉冶炼要求,此法简便有效,但设备投资较大,能耗较高。
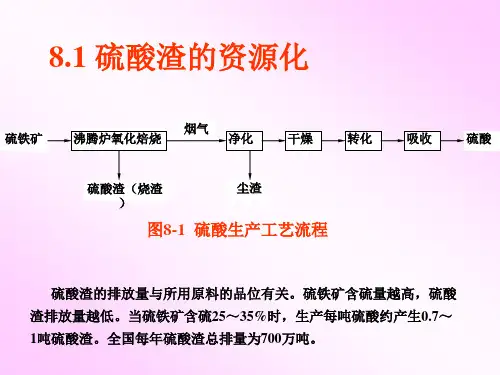

硫酸渣资源化及其以废治废技术研究叶志平;何国伟【摘要】根据粤西某硫酸厂硫酸渣的物理、化学性质特征,研制了筛分分级-重力分选-重组分浮选脱硫回收高质铁-轻组分浓缩脱水-化学聚合制备废水处理剂的联合工艺.经处理从硫酸渣中获得18.61%的水泥掺料、49.76%品位为63%的铁精矿以及水处理剂等产品,铁的资源化率达到98.23%,几乎无废物产生,使硫酸渣生产区域的环境质量得到良好的改善.以低品位含铁硫酸渣制备的复合混凝剂,处理CODCr8 000 mg/L的高浓度石化废水时,CODCr的去除率为93%,达到以废治废的效果.【期刊名称】《华南师范大学学报(自然科学版)》【年(卷),期】2010(000)002【总页数】4页(P72-75)【关键词】硫酸渣;资源化;水处理剂【作者】叶志平;何国伟【作者单位】华南师范大学化学与环境学院,广东广州,510631;广州大学环境科学与工程学院,广东广州,510006【正文语种】中文【中图分类】X781.3每生产1 t硫酸产出硫酸渣0.8~1.1 t,我国每年硫酸渣的产量已经超过1 200万t,堆存占地超过1 000万m2.露天堆放的硫酸渣遇风微尘四处飘扬,污染空气;遇雨流出呈酸性的粉红色、铁锈色污水,并带有铅、砷等有毒有害离子,给周边地表、地下水及生态环境造成危害.硫酸渣的主要成分是氧化铁和硅酸盐矿物,粒度粗细不匀,并含有硫、铜、铅、锌、砷等杂质.硫酸渣为硫化矿烧结后的产物,由于高温和氧化还原气氛的作用,烧渣中含铁矿物的晶形结构和氧化程度发生了改变,因此,高效分离渣中的铁质比较困难,给硫酸渣的综合利用带来挑战.为了经济有效地综合利用硫酸渣,对粤西某地的硫酸渣,在进行物质组成及工艺矿物学研究基础上,制定了筛分分级—重力分选—分选重组分—浮选脱硫回收高质铁—轻组分沉降浓缩—溢流水循环回用—低铁渣化学聚合制备复合混凝剂的工艺流程,使硫酸渣的综合利用率大幅度提高,铁质回收的研究工艺已进行了工业试验并已转入生产.硫酸生产以黄铁矿为原料,纯净的黄铁矿主要化学成分为FeS2,含53.4%硫和46.6%铁.在焙烧过程中,黄铁矿中的硫和铁离子分别与氧结合,生成二氧化硫和氧化铁.二氧化硫用水吸收获得硫酸,氧化铁和其它杂质则以渣的形式排出[1].生产实践中硫酸原料多为含硫大于35%的硫精矿,除黄铁矿外还含有一定量的硅酸盐矿物和少量黄铜矿、方铅矿、闪锌矿、辉钼矿、辉铋矿、辉锑矿、毒砂等矿物,烧结后进入硫酸渣,造成硫酸渣的组成复杂.制酸原料中的黄铁、黄铜、方铅和闪锌矿,焙烧时生成的金属氧化物均进入烧渣[2],其化学反应式如下:对硫酸渣样品进行了工艺矿物学、化学分析和筛分分析的研究,并从渣中挑出2种不同颜色赤铁矿进行EPMA化学成分测定.硫酸渣样品的多元素分析结果见表1,主要矿物相对质量分数见表2,EPMA化学成分测定见表3,筛分分析结果见表4. 结果表明,硫酸渣含铁50.72%(表1),是资源化的主要对象.铁的主要矿物为赤铁矿,其质量分数为68.78%(表2),EPMA分析结果显示,赤铁矿的含铁量变化较大,杂质元素以硅、钙、铝为主,会影响铁精矿品位.由表4可知,渣中的铁主要富集在0.043~0.150 mm粒级,产率为59.40%,金属占有率63.10%.大于0.250 mm粒级产率为20.67%,金属占有率仅为17.36%,含铁量明显低于原渣.从外表看,该渣呈棕竭色、多孔状、粉状和块状,采用筛选脱除,可以将原渣的铁质富集.硫酸渣含硫较高,达到0.59%(表1),超过炼铁对铁精矿的含硫量要求,工艺过程应注意硫的走向并设法脱除.依据物质组成及矿物学研究结果,制定分级脱除粗渣,预先富集—重力分选—重组分浮选脱硫回收高质铁—轻组分浓缩脱水—化学聚合制备废水处理剂的联合流程,对硫酸渣进行资源化利用,原则工艺见图1.粤西硫酸厂的硫酸渣按照制定的工艺,除化学聚合反应外,进行了工业规模的试验,所得结果列于表5.工业试验获得筛分分级的粗粒渣、铁精矿,硫化物以及轻产物.其中粗粒渣经破碎磨矿后可返回再选,亦可销至水泥厂作水泥掺合料.重力分选的重产物经浮选脱硫获得低硫铁精矿,作炼铁原料和含铁化工原料.重力分离的轻产物含铁38.41%,铁的回收率为22.02%,因粒度细微,再进行分离很难获得铁精矿产品.为了进一步提高硫酸渣的综合利用率,对轻产物进行了化学聚合,制备成含聚合铁的复合混凝剂,用于废水处理.5.1 筛分分级粒度的确定硫酸渣的筛分分析结果表明(表4),铁金属主要赋存在<0.250 mm粒级,铁品位达到 52.20%,金属占有率82.64%.大于0.250 mm粒级的产率为20.67%,含铁42.09%,金属占有率仅为17.36%.这一粗级别的质量分数是原渣的五分之一,其中硅、铝、钙、镁等脉石矿物相对富集,赤铁矿颗粒多与脉石形成连生体.硫酸渣的粒度组成和粒级含铁量间具有显著差异,通过筛分可以达到富集的效果,因此,资源化工艺确定采用筛选作业,并选用0.25 mm的筛网孔径.筛选作业除了富集铁外,对隔渣,优化重选给料,提高重力分选效率和铁精矿的品位非常有利. 5.2 重选分选及重选精矿脱硫硫酸渣中的氧化铁矿密度4.8~5.3 g/cm3,石英等脉石矿物的密度2.65~2.70g/cm3,目的矿物与脉石有一定密度差.不同密度矿物重力分选的难易度可按重力分选等降比判断[3],式中e为等降比;δ2为重矿物密度;δ1为轻矿物密度;Δ 为分离介质的密度.当以水作介质时,e=2.24~2.61.用该数量判断重力分选的难易度和分选效率时,e落在1.75~2.50易选区域,可认为硫酸渣适合采用重选,氧化铁矿较易与石英等脉石矿物分离,是采用重力分选的依据.由于硫酸渣原料中含硫0.59%(表1),铁精矿作为炼铁原材料,要求含硫低于0.30%.为了降低铁精矿中的含硫量,根据氧化铁矿与残余硫铁矿表面性质的差异,采用了浮选作业.浮选脱硫以硫酸调浆,在弱酸性介质中添加丁黄药和二号油.浮选泡沫产品含硫9.06%,槽内产品即是铁精矿,含铁63.63%、硫0.27%,对原渣的铁回收率62.04%(见表5).5.3 轻矿物化学聚合制备复合混凝剂工艺由表5可知,重力分组轻产物的产率为29.26%,含铁38.41%,铁的金属占有率22.02%,这部分产物,含泥高、铁量低,粒度不匀匀,采用矿物分离方法难以达到较好的经济效果.如作为废渣处理,亦需堆放场地,仍成为污染源.考虑到其中的氧化铁以三氧化二铁为主,硅酸盐脉石具有多孔的特点,符合制备以铁为主的复合混凝剂的原料特征,因此以其为主要原料,采用化学聚合反应进行了复合混凝剂制备[4-5].工艺流程如图2所示.5.4 复合混凝剂对石化厂废水的处理效果采用制备的复合混凝剂对广州某石化废水进行处理试验.石化废水的水质分析结果为:CODCr 8 000 mg/L,吸光度0.85,pH 7.64.经过用复合混凝剂一次处理,CODCr去除率达到93.11%,浊度去除率为98.82%,处理效果明显.在硫铁矿的焙烧过程中,由于硫元素挥发,因此,在残余矿物表面和内腔形成孔隙,增加了颗粒的比表面积和表面活性,有助于对有机物的吸附.复合混凝剂中添加沸石,沸石为一种含水的碱金属架状硅酸盐矿物,由硅铝氧四面体构成骨架结构,形成许多孔穴.膨润土同属于表面积大和具有高吸附性能的无机矿物,三者混合搭配成复合混凝剂,对废水中的有机物具有吸附、截留和储存的作用,是处理石化废水效果显著的主要原因.5.5 复合效应为研究复合混凝剂的协同效应,在同等条件下,对聚合硫酸铁、沸石、膨润土和复合混凝剂,进行了对比试验,4种产物处理石化废水的试验结果见表6.结果表明,复合混凝剂对石化废水的处理,比其他3种添加剂单独使用的效果好很多.复合混凝剂充分利用了聚合硫酸铁、沸石和膨润土的物化特性,实现不同组分的互补,使混凝剂在架桥凝聚的同时,兼有离子交换和表面吸附等综合性能,3种物质的正协同效应,使废水处理效果得到显著提高[6].5.6 复合混凝剂添加量的影响复合混凝剂添加量对石化废水的处理效果见图3.结果表明,随着投药量的增加,CODCr去除率和浊度去除率呈上升趋势,当投药量为600 mg/L时CODCr去除率和浊度去除率最高;投药量大于600 mg/L时,CODCr去除率呈平缓下降并维持在一定的范围,但是浊度去除率则显著下降.这与聚铁的水解特性有关,当用量超过一定范围时,聚铁中的部分铁离子将游离出来并进入溶液,使溶液颜色加深.(1)采用筛分分级—重力分选—重产物脱硫—轻产物浓缩沉降—化学聚合联合工艺,多层次综合利用硫酸渣资源,铁的总利用率达到98.23%.获得粗粒渣、铁精矿和复合混凝剂3个产品,分别用作建材、冶金和环保的原料.(2)研制的工艺采用物理分离和化学聚合相结合的技术,使硫酸渣的综合利用率基本达到全资源化和无废渣的目标,不产生二次污染,对环境十分友好.(3)由重力分选的轻产物制备复合混凝剂,使分离工艺中的低铁渣得到充分利用,增加了资源化的产品种类,达到以废治废的目的.(4)复合混凝剂对含CODCr 8 000 mg/L、吸光度0.85的石化废水进行处理后,CODCr去除率为93.11%,浊度去除率98.82%,处理效果良好.Key words: sulfuric acid residue; reclamation; coagulant【相关文献】[1] 张锦瑞.用硫酸渣生产氧化铁颜料-有色金属科学技术进展[M].长沙:中南大学出版社,1994:295.[2] 曹忠良,王珍云.无机化学反应方程式手册[M].长沙:湖南科学技术出版社,1985:136-182.[3] 许时.矿石可选性研究[M].北京:冶金工业出版社,1981:126.[4] 李明玉,刘佩红,汤心虎.硫铁矿烧渣一步法生产新型复合混凝剂[J].硫酸工业,2003(5):14-17.LI Mingyu, LIU Peihong, TANG Xinhu.Production of solid compound coagulant with pyrites cinder in a one-step process and its application[J]. Sulphuric Acid Industry,2003(5):14-17.[5] 严瑞瑄.水处理剂应用手册[M].北京:化学工业出版社,2003:188-209.[6] 何国伟,叶志平,杨绮芸.印染污泥吸附剂处理印染废水试验研究[J].广州大学学报:自然科学版,2009,8(2):53-56.HE Guowei, YE Zhiping, YANG Qiyun.Research on dying wastewater treatment by adsorption with the adsorbent made from sludge from jeans dyeing industry[J]. Journal of Guangzhou University:Natural Science Edition,2009,8(2):53-56.。
2024年硫酸渣市场分析现状1. 引言硫酸渣是硫酸工业生产过程中产生的副产品,由于其具有高含酸性和高含重金属等特点,处理和处置成为一个重要的环境和经济问题。
本文将对硫酸渣市场的现状进行分析,并探讨其潜在的发展前景。
2. 硫酸渣的特性硫酸渣通常含有大量的重金属和酸性成分,因此具有以下特点:•高烧蚀性:硫酸渣对金属和混凝土具有高腐蚀性,需要特殊的处理和处置方法。
•含重金属:硫酸渣中含有铅、铜、锌等重金属元素,对环境和健康有潜在的风险。
•高酸性:硫酸渣具有较低的pH值,对环境和生物产生不利影响。
3. 硫酸渣市场现状3.1 硫酸渣处理方法目前,硫酸渣主要有以下几种处理方法:•废弃填埋:将硫酸渣直接填埋于土地中。
这种方法简单便宜,但会对地下水和土壤质量造成潜在威胁,且对土地资源浪费较大。
•固化处理:利用固化剂将硫酸渣固化为坚固的物质,降低其对环境的危害性。
这种方法能有效减少渗漏和溢出的风险,但固化处理过程中会产生大量二氧化碳排放。
•回收再利用:将硫酸渣经过处理后,提取其中有价值的金属和化学物质,进行回收利用。
这种方法能够最大程度地减少资源浪费,但需要复杂的处理工艺和设备。
3.2 硫酸渣市场前景随着环保意识的增强和环境法规的加强,对硫酸渣的处理和处置要求越来越高。
因此,硫酸渣处理和处置市场具有巨大的潜力。
•行业需求增长:随着工业化进程的加快,硫酸工业生产的规模和产量逐渐增加,导致硫酸渣的产生也在增加。
这将带动硫酸渣处理和处置市场的增长。
•政策支持:政府对环境保护的重视程度不断提升,出台了一系列鼓励和规范硫酸渣处理和处置的政策和法规。
这为硫酸渣处理行业提供了良好的发展机遇。
•技术创新:随着科技的进步,硫酸渣处理和处置技术不断创新和改进,更加高效、环保的处理方法得到了广泛应用,有助于推动市场的发展。
4. 结论综上所述,硫酸渣是一个既具有挑战又具有机遇的市场。
随着环保意识的提高和政府的支持,硫酸渣处理和处置行业呈现出良好的发展前景。
2024年硫酸渣市场规模分析引言硫酸渣是指在硫酸生产过程中剩余的废弃物,具有一定的资源价值。
随着工业化进程的推进,硫酸渣市场的规模也逐渐扩大。
本文将对硫酸渣市场规模进行分析,并讨论其发展趋势。
硫酸渣市场规模硫酸渣的市场规模主要受到以下几个因素的影响:1. 工业化进程随着工业化进程的不断推进,硫酸的需求量不断增加,相应产生的硫酸渣数量也随之增多。
工业化进程带来的经济发展,促使硫酸渣市场规模的扩大。
2. 环境保护政策随着环境保护意识的增强,对于废弃物的处理要求也越来越高。
硫酸渣作为一种废弃物,其处理也受到相关环境保护政策的严格限制,这对硫酸渣市场规模产生了一定的影响。
3. 产业需求硫酸渣具有一定的资源价值,可以用于钢铁冶炼、水泥生产等产业中。
随着产业的发展,对硫酸渣的需求也在不断增加,进一步推动了硫酸渣市场规模的扩大。
硫酸渣市场的发展趋势硫酸渣市场的发展受到多种因素的影响,以下是一些可能的发展趋势:1. 回收利用的增加随着资源环境压力的增大,对废弃物的回收利用要求也越来越高。
硫酸渣作为一种废弃物,其回收利用的技术也在不断发展。
未来,硫酸渣市场的发展将更加注重回收利用,减少环境污染。
2. 技术升级随着科技的不断进步,硫酸渣处理技术也将得到改进和升级。
更高效、环保的硫酸渣处理技术的应用将带动硫酸渣市场的发展。
3. 市场竞争加剧随着硫酸渣市场规模的扩大,竞争也将日益激烈。
生产商之间的竞争将促使其提供更好的产品和服务,进一步推动硫酸渣市场的发展。
结论硫酸渣市场规模在工业化进程、环境保护政策以及产业需求的推动下不断扩大。
未来,硫酸渣市场有望在回收利用增加、技术升级和市场竞争加剧的发展趋势下持续发展。