现代伺服系统设计01.
- 格式:ppt
- 大小:682.50 KB
- 文档页数:3
伺服电动机认知1.永磁交流伺服系统概述现代高性能的伺服系统,大多数采用永磁交流伺服系统,其中包括永磁同步交流伺服电动机和全数字交流永磁同步伺服驱动器两部分。
(1)交流伺服电动机的工作原理伺服电机内部的转子是永久磁铁,驱动器控制的u/V/W三相电形成电磁场,转子在此磁场的作用下转动,同时电动机自带的编码器反馈信号给驱动器,驱动器根据反馈值与目标值进行比较,调整转子转动的角度。
伺服电动机的精度决定于编码器的精度(线数)。
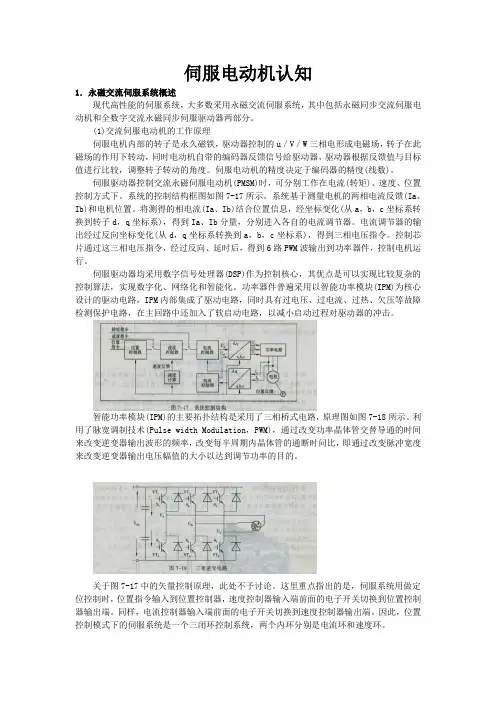
伺服驱动器控制交流永磁伺服电动机(PMSM)时,可分别工作在电流(转矩)、速度、位置控制方式下。
系统的控制结构框图如图7-17所示。
系统基于测量电机的两相电流反馈(Ia、Ib)和电机位置。
将测得的相电流(Ia、Ib)结合位置信息,经坐标变化(从a,b,c坐标系转换到转子d,q坐标系),得到Ia、Ib分量,分别进入各自的电流调节器。
电流调节器的输出经过反向坐标变化(从d,q坐标系转换到a,b,c坐标系),得到三相电压指令。
控制芯片通过这三相电压指令,经过反向、延时后,得到6路PWM波输出到功率器件,控制电机运行。
伺服驱动器均采用数字信号处理器(DSP)作为控制核心,其优点是可以实现比较复杂的控制算法,实现数字化、网络化和智能化。
功率器件普遍采用以智能功率模块(IPM)为核心设计的驱动电路,IPM内部集成了驱动电路,同时具有过电压、过电流、过热、欠压等故障检测保护电路,在主回路中还加入了软启动电路,以减小启动过程对驱动器的冲击。
智能功率模块(IPM)的主要拓扑结构是采用了三相桥式电路,原理图如图7-18所示。
利用了脉宽调制技术(Pulse width Modulation,PWM),通过改变功率晶体管交替导通的时间来改变逆变器输出波形的频率,改变每半周期内晶体管的通断时问比,即通过改变脉冲宽度来改变逆变器输出电压幅值的大小以达到调节功率的目的。
关于图7-17中的矢量控制原理,此处不予讨论。





一.设计要求和条件本课程设计要求选择步进电机和交流伺服电机为驱动装置,以可编程控制器(PLC)为控制器,配合相应的伺服驱动器,设计并实现伺服电机对异步电机速度的跟随控制系统。
要求了解相关检测元件,掌握系统搭建的基本方法,用触摸屏设计监控界面,完成系统的程序编写与调试,并完成设计说明书的编写。
二. 设计目的通过在实验平台上完成伺服电机对异步电机速度的跟随控制,巩固和深化所学的专业理论,提高解决实际问题的能力。
使我们了解伺服控制系统的应用领域;掌握常用检测元件的选择和使用;掌握各种伺服驱动器的使用方法;能够设计并实现基本伺服运动控制电路;三.设计方案论证(一).硬件的选择:台达ASD-A0421-AB系列伺服驱动器,VFD-M系列变频器,ECMA-C30604ES伺服电机,台达DVP40ES00T2系列PLC,台达触摸屏DOP-A57BSTD,增量式编码器和异步电机。
(二).硬件的介绍:(1)VFD-M系列变频器:变频器面板主要包括:编程/功能选择键,资料确认键,频率设定旋钮,启动运行,停止按钮等此次设计中用到的几个重要变频器参数设定:P 00: 04 数字操作器上的V.R.控制P 01: 00 运转指令有数字操作器控制P 02: 00 电机以减速刹车方式停止01 电机一自由运转方式停止P 03: 50.00~400.00HZ 最高操作频率选择P 04: 10.00~400.00HZ 最大电压频率选择(2)台达ASD-A0421-AB系列伺服驱动器:伺服驱动器的连接器与端子:L1,L2为控制回路电源输入端,U,V,W为电机连接线,CN1为I/O连接器,CN2为编码器连接器,CN3通讯口连接器。
主要参数设定:P1-00=2(外部脉冲列指令输入形式设定)P1-01=0(控制模式及控制命令输入源设定)P2-10=101(数字输入接脚DI1功能规划)P2-11=104(数字输入接脚DI2功能规划)P1-02=00(速度及扭距限制设定)(三). 系统结构框图:根据试验台的架构和实验要求此次设计的系统框图如下图所示:四.系统流程图:此设计所用的设备有台达变频器,异步电机,旋转编码器,台达PLC,伺服电机等,台达变频器控制异步电机,通过改变频率来改变异步电机速度,并利用旋转编码器使异步电机与伺服电机建立联系,最终使伺服电机跟随上异步电机的速度,伺服电机正反转的速度通过台达触摸屏来设置。
第2期(总第225期)2021年4月机械工程与自动化MECHANICAL ENGINEERING & AUTOMATIONNo2Apr文章编号= 1672-6413(2021)02-0169-03伺服电动缸压装控制系统设计与分析周占怀(苏州健雄职业技术学院,江苏苏州215400)摘要:在分析冷压装配基本原理与工艺的基础上,主要利用交流伺服电动缸、PLC 、压力一位移监控仪、HMI 等构建了一套自动压装监控系统,实现压装控制、参数设置、数据采集与监控、历史曲线管理等功能。
给出一套经过验证的系统方案,并得出以压装过程中多个关键点或包络线限定的压力和位移数据曲线作为压装质量判据的实现方法,并且由于判据设置的灵活性而提高了系统的普适性。
关键词: 伺服电动缸; 压装系统; 控制; 压装参数中图分类号:TP273 文献标识码:A0引言在冷压装配过程中,要想实现优越的过盈配合性 能,除了要进行合理的公差配合设计、选择合理的压装 工艺外,还需对压装参数进行实时监控,另外对压装过 程的历史数据进行查询与管理也是非常有必要的。
交 流伺服电动缸作为力与位移控制中高效的驱动单元, 由于其优越的过程响应特性、节能环保、维护成本低等 特点,已逐渐取代传统的液压缸压装系统,广泛应用于 集成电路封装、汽车、高铁、风电等现代制造业场景中。
本文将结合实际的工程项目进行基于PLC 的伺服电 动缸监控系统设计和研究,并提供经过验证的系统解 决方案。
1伺服电动缸压装原理伺服电动缸将伺服电机的转速和角位移转换成直 线运动的速度和位移,将扭矩转换为压装力,从而完成 轴承等的冷压装配工艺[]。
轴承压装后的结构如图1 所示,其中«为轴颈与轴承内圈结合面的半径;为轴 承外圈的半径;、狆'为装配后结合面的内力,狆与狆' 互为反作用力。
图1轴承压装后的结构示意图根据压装理论有:狆_E(b 2—a 2),— 2----- • O(1 )其中:E 为材料的弹性模量;O 为过盈量。