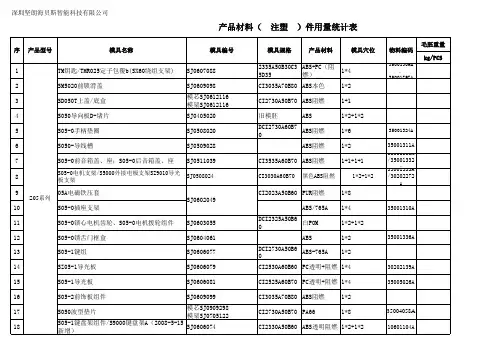
标准(模具统计表格)
- 格式:xls
- 大小:70.50 KB
- 文档页数:20
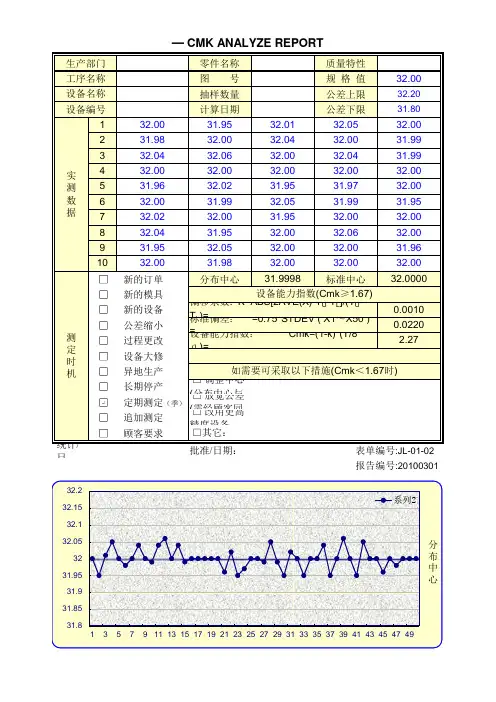
零件名称质量特性图 号规 格 值32.00抽样数量公差上限32.20计算日期公差下限31.80132.0031.9532.0132.0532.00231.9832.0032.0432.0031.99332.0432.0632.0032.0431.99432.0032.0032.0032.0032.00531.9632.0231.9531.9732.00632.0031.9932.0531.9931.95732.0232.0031.9532.0032.00832.0431.9532.0032.0632.00931.9532.0532.0032.0031.961032.0031.9832.0032.0032.00 新的订单分布中心31.9998标准中心32.0000 新的模具 新的设备0.0010 公差缩小0.0220 过程更改 2.27设备大修 异地生产 长期停产 □ 调整中心(分布中心与 定期测定(季) □ 放宽公差(需经顾客同 追加测定 □ 改用更高精度设备 顾客要求□其它:统计/日批准/日期:表单编号:JL-01-02 报告编号:20100301测定时机偏移系数:K=ABS[2AVE(X)-T U -T L ]/(T U -T L )=标准偏差: =0.75*STDEV ( X1~X50 )=设备能力指数(Cmk ≥1.67)设备能力指数: Cmk=(1-k)*(T/8σ)=如需要可采取以下措施(Cmk <1.67时)实测数据设备编号工序名称─ CMK ANALYZE REPORT生产部门设备名称31.831.8531.931.953232.0532.132.1532.2135791113151719212325272931333537394143454749系列2分布中心。
XXX模具制造有限公司企业标准QM/XX-2020质量手册按ISO9001:2015要求编制版本号:A/0受控号:2020-5-1发布2020-5-1实施xxx有限公司发布修订记录目录批准令本《质量手册》是依据ISO9001:2015质量管理体系标准要求,结合本公司产品生产特点、生产规模和体制实际情况,为确保和提高产品质量,健全质量管理体系而编制。
本手册规定了本公司的质量方针和目标,对产品实现过程的持续改进、质量管理体系的有效运行规定了准则和方法。
本手册是本公司质量管理体系运行开展各项质量活动的指导性文件、法规性文件,现予以发布。
本公司全体员工务必认真学习,严格遵照执行,确保本手册得以认真有效的实施。
本手册于2020年五月一日起正式实施。
凡于本手册不一致的质量文件一律以本手册为准。
总经理:***2020年五月一日管理者代表任命书为了便于公司ISO9001质量管理体系的有效推行,由总经理任命***先生为本公司管理者代表,其职责和权限为:1、负责按ISO9001标准建立保持并经济有效地实施文件化质量体系,领导各职能部门开展质量活动;2、负责方针目标管理,及时向总经理汇报质量管理体系运行情况,负责质量管理体系内部审核的组织领导工作,并提供质量体系改进的依据和建议;3、负责组织贯彻实施企业经营管理决策、目标方针,完善各项管理制度,不断提高公司管理水平;4、领导内部质量审核活动,协调解决质量管理体系运行中的不一致等问题;5、负责做好对过程的监视和测量及数据分析的领导控制工作;6、负责质量管理体系有关事宜的外部联络工作;7、负责提高公司员工文化、生活水平,营造良好的作业环境和安全舒适的生活环境;8、负责公司重大纠正/预防措施的审批和组织实施。
总经理:***本公司宗旨:品质稳定----我们成功的基石公司的质量方针:开拓进取,群策群力;持续精进,客户满意。
释义:1、在当前的市场竞争中,保持质量管理体系运行的持续有效性是企业承诺的主题,其根本目的在于为社会和顾客提供满足要求的产品。
負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A(模 具 FMEA)供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A(模 具 FMEA)供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:圖設計負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A(模 具 FMEA)供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A(模 具 FMEA)供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:件检查負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A(模 具 FMEA)供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:具制造負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A(模 具 FMEA)供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:。
编号:Motiontec/R.706.02. 专业资料. 学习参考.. 专业资料. 学习参考. Motiontec品管部:注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件提交给Motiontec品管部;2、本表格作为最终批准的输入之一;3、表格(工序栏)不够可续表;4、关键工序在项目“第x序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=1.33或Ppk=1.67。
. 专业资料. 学习参考.. 专业资料. 学习参考..word格式.. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考 .注:1、 本表由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给Motiontec 品管部;2、本表是最终批准的重要输入之一,如有变动应及时通知Motiontec 品管部。
3、当二级供应商变化时,应及时通过Motiontec 品管部,以确定是否进行生产件批准。
. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考 .注:1.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表; 3.SQE 尽量携带本表去供应商现场确认; 4.在不适用的选项的 “× ”。
. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.编号:Motiontec/R.706.23生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICENO:致:先生/女士(职务)供应商名称:地址:供适用范围(产品型号)APPLICATION(VEHICLES)零件号PART NUMBER零件名称PART NAME更改等级/更改日期CHENGE LEVEL/DATED更改号CHENGE NUMBER原用零件号ORIGINAL PART NUMBERPPAP 编号MOTIONTEC PPAP NUMBER生产件批准状况如下:Production part approval status is as follow批准状态有效截止日期/数量CLASS THROUGH DATE/QUANTITY备注:Motiontec品管工程师. 专业资料. 学习参考.Motiontec2、版面不够,可附页;. 专业资料. 学习参考.3、任何产品变更、物流/运输方式变化导致包装改变时,应向Motiontec品管部门确认是否进行重新认可。
压铸模具寿命管理规范(IATF16949/ISO9001-2015)1.0目的为了确保模具的使用处于受控状态,防止已报废模具被使用,并根据模具寿命申请备用模具,使公司对模具的使用寿命进行有效的管理。
2.0适用范围适用于公司的压铸模具。
3.0职责3.1压铸模具工负责对压铸模具寿命的评估申请;3.2开发负责对压铸模具寿命的评估及判定;3.3压铸模具由开发工程师及项目工程师进行评估申请及判定。
4.0内容:4.1压铸模具4.1.1在新模试产合格后移交至压铸车间时,模具工根据《模具库管理办法》建立模具履历等相关资料。
在生产现场每一次归还模具时,模具工在模具履历上填写使用的相关模数,并根据《压铸模具保养规程》进行保养。
当模具生产使用到寿命时,及时提交<模具寿命评估表>。
压铸模具使用寿命判定如下:(1)当压铸模的总寿命达到表1的额定使用寿命规定后,若模具已严重磨损无法使用,则需要提交《模具报废申请表》进行审批;(2) 提交《模具寿命评估报告》进行评估后若仍可继续使用,使用的模具则每生产满5000模次后,需进行一次二级保养。
表1 压铸模的额定使用寿命(万次)模仁材质压铸合金壁厚≥2.0mm 壁厚≤2.0mmDAC55铝合金8 8SKD61 锌合金30 304.2压铸模具4.2.1开发在模具移交至生产的时候,工程师或项目工程师负责提供模具履历档案信息和易损件,包括模具设计寿命、镶针设计图面、模具水路图等资料。
4.2.2外协单位每次借用/归还模具时需采购按流程填写《固定资产调拨单》,在压铸车间《模具进出登记表》登记,每次借出模具的生产数量、日期以及维修事项记录于模具履历表内。
4.2.3模具工对每次模具生产完毕后将生产数量记录到模具履历表中,模具生产数量已达到设计寿命的50%以上的模具由模具工统计出来将统计结果反馈到开发和销售部门,提出计划开备用模具的申请。
4.2.4模具使用部门可以根据模具寿命统计表进行模具寿命评估申请(包括以下三种情况):a.当模具的使用寿命达到模具设计寿命的50%以上,使用部门可以提出申请对模具的状况进行评估,并依据模具寿命标准将评估内容填入《模具寿命评估表》中.。
模具易损件管理规范(ISO9001-2015)1.目的:1.1便于现场修模人员及时更换模具零部件,提高机台稼动率;1.2使备件的发包、入库、领用保管和报废工作标准化,达到降低成本。
特制定本管理办法。
2.范围:本程序适用于在于本公司工程制造技术部门。
3.定义:备件是指为了预防模具零件损坏,特给易损零件制作多余的数量。
4.职责:4.1工程制造技术部主管:熟悉本制造部的周产能、月产能状况,控制备件安全库存量.4.2库房管理人员:完善备件的补充数量;4.2.1负责确保备品安全库存数量,对库存备品的检查、核对、编号、登记、入库、保管。
4.2.2备品的定期盘点, 保证进出有帐, 不得丢失或被盗.4.2.3呆滞品定期提报,库龄分析。
4.2.4每月备品费用的结报及费用走势分析。
4.2.5新建备品及非安全库存设定之备品的请购。
4.2.6配合备品管理人员进货和验收备品。
4.2.7及时向部\课主管反馈备品使用状况。
4.2.8 对备品资金占用及备品安全库存提出建议。
5.程序:5.1库房管理人员需购充裕的零件柜(各柜配50个抽屉的数量),每个零件柜面积可为400MM*200MM,内分左右两排,中间用当板隔开,左放凸模;右放凹模;5.2在零件柜抽屉拉板面上贴上专用标签(防水、防油)写上各模具模号;5.3根据各模具产能情况,以配备适当数量的备件量(以下为参考)5.3.1库房管理人员可征询现场修模人员,了解那些镶块和冲头易损坏,以备急需;5.3.2根据所冲原材料板的厚度、所冲次数制作备件量,单个型号备件数量库存量不应多于5件;5.4房管理人员从供运商那里收到备件,检查之后,装在密封塑料袋里,喷上防锈油,以及时写上模号、单号、数量,入帐,并用EXCEL存档,便于以后查询;5.5对于常用备件,一定要在EXCEL档上注上最低库存量,对于低于最低库存量的备件,库房管理人员要及时提出申请,提报部门主管发包外加工;5.6对于备件的领用要有明确的规定,闲人不得进出库房,要经过现场修模负责人或相关主管核准之后方可到库房领用,之后库房管理人员到电脑上要进行重新刷新、存档并保存;5.7库房管理人员应定期进行备件的清理、整顿,以防备件放在一起撞伤、生锈,以及摆放的前后顺序;5.8对于常用备件和非常用备件可分为A区和B区,A区放常用模号备件;B区放非常用模号备件;5.9对于一年以上没有定单的模具,由库房管理人员汇报部门主管,对备件采取相应的对策,并移出B区,以便腾出空间给新备件所用;5.10在发包清单时,注明是备件时,也要适当控制交期,以使所需备件要及时入库。
工装/模具管理表格汇编目录1.工装/模具履历表2.工装/模具制作申请单3.工装模具采购外协申请单4.工装模具外委加工跟踪单5.工装模具试模申请单6.工装模具验收单7.工装模具检查记录表8.工装模具验收跟踪报告9.工装模具完工验证记录表10.工装模具台帐管理表11.年度工装模具保养计划表12.工装模具领用单13.工装模具维修/保养记录表14.工装模具维修保养计划表15.工装模具维修申请单16.工装模具维修报告单17.工装模具寿命统计表18.易损工装模具更换计划19.工装模具备品备件清单20.工装模具改进申请单21.工装模具借出和归还记录表22.工装模具检具校验报告23.工装/模具更改申请单24.工装模具报废申请单25.工装/模具停用报废单26.设备工装模具封存报废申请单工装/模具履历表工装/模具制作申请单注意:要求申请人提供相关零件和图纸,便于工装设计制作和调试。
工装(模具)采购/外协申请单制定/日期:审核/日期:批准/日期:工装/模具检查记录表注:“√”表示符合,“×”表示不符合,结论栏注明是否可使用,备注栏说明进一步措施,如维修、更换计划等。
检查/日期:审核/日期:工装/模具试模申请单工装/模具完工验证记录表备注:新模试制记录(10件以下均属试制,产品与模具均合格为成功,让步接收为不成功。
)第一次试制□成功□不成功一次试制成功,工时定额按100%计算。
第二次试制□成功□不成功二次试制成功,工时定额按85%计算。
第三次试制□成功□不成功三次及以上试制成功,工时定额按70%计算。
编制/日期:核准/日期:。