涤纶长丝简介
- 格式:rtf
- 大小:161.07 KB
- 文档页数:26
培训资料一、名词解释1.纤度:即线密度,表示纤维粗细程度的指标。
即一定长度纤维的重量(G)。
单位:旦,特,分特。
2.条干不均率:一种表示条干均匀度的指标,用CV值或U值表示。
3.含油率:表示长丝含油多少的指标。
4.断裂强度:纤维被拉伸至短裂时所承受的负荷。
5.断裂伸长率:纤维被拉伸至短裂时伸长的程度。
6.B值:切片或熔体的黄度值。
7.L值:切片或熔体的白度值。
8.IV值:即熔体和无油丝的粘度。
促使流体流动产生单位梯度的剪应力。
9.粘度降:聚合(切片)熔体粘度和POY(FDY)无油丝粘度的差值,越小越好。
10.5S运动:整理、整顿、清扫、清洁、素。
二.简答题2.POY及FDY产品代码(详见资料)。
3.涤伦长丝(POY,FDY)生产特点?(1)生产速度高3200~5000M/MIN。
(2)转装容量大:9~20KG/只。
(3)工艺控制严格:熔体温度波动不超过±1℃,侧吹风风速差异不大于0.05M/S,连续生产,不可停电,停水,停气等.(4)实行全面质量管理:96年初已通过ISO9002国际标准认证.(5)聚合后的熔体直接通过管道送往各纺丝生产线即直接纺丝。
或聚合生产的切片通过管道送往各线干燥系统干燥后经螺杆挤压机熔融纺丝即间接纺丝。
4.何为直防和间接纺,各有什么优缺点?(1)熔体直接纺是将聚脂熔体不制成切片,直接用管道送至纺丝箱体进行熔融纺丝。
切片纺是将聚脂切片经,螺杆挤压机进行熔融纺丝。
(2)切片纺:A.投资费用较大,工序多。
B.纺丝前对切片质量的选择余地较大,可以调换。
C.不一定要有纺前过滤器,停开车比较方便。
D.劳动生产率低,成本较高。
熔体直接纺:A.投资费用较小,工艺流程较短,省去铸带切粒,切片干燥等工序。
B.聚合与纺丝直接连在一起,一旦聚合发生故障,纺丝工序;立即受到影响,而且无法改变原料供给。
反之,纺丝发生故障,也会影响聚合生产的正常进行。
C.要有纺前过滤器及它的清洗设备。
D.劳动生产率较高,成本较低。
涤纶长丝生产工艺简介涤纶长丝是一种由涤纶纤维通过加工工艺制造而成的线状产品。
它具有良好的强度、耐磨性和抗褶皱性,被广泛应用于纺织、塑料、包装等领域。
涤纶长丝的制造工艺涉及到纤维初加工、纺纱、加工和后整理等多个环节。
本文将详细介绍涤纶长丝的生产工艺。
首先是纤维初加工。
涤纶长丝的原料是聚酯切片,它们经过干燥和熔融后变成熔融涤纶液。
熔融涤纶液经过过滤、加压、均质和喷丝等处理,形成连续纤维丝束。
接下来是纺纱过程。
连续纤维丝束通过喷丝孔径的调整,分散成纤维束。
纤维束在高速气流的作用下拉伸和冷却,形成初步成形的长丝。
长丝经过拉伸连续纺纱机进行第一次拉伸,然后通过传统纺纱机进行二次拉伸。
之后,长丝经过卷绕加工,形成成千上万的纤维束。
然后是涤纶长丝的加工过程。
纤维束经过散条、梳棉、清洗等处理,使其长度逐渐变长、重量逐渐减轻,并消除杂质和不规则纤维。
然后,将纤维束进行精绞、纺纱和整理,形成千纤长丝。
最后是长丝的后整理。
长丝经过整理处理,使其具有所需的特殊性能,如抗静电能力、抗皱能力等。
整理过程中通常包括涂覆、低温烘干、热定型和携带等处理。
通过这些处理,涤纶长丝的强度、柔软度和抗褶皱性能得到了改善。
总结起来,涤纶长丝的生产工艺包括纤维初加工、纺纱、加工和后整理等环节。
通过熔融涤纶液的喷丝、拉伸、卷绕等过程,形成连续纤维丝束。
然后经过散条、梳棉等处理,形成千纤长丝。
最后通过涂覆、烘干、热定型等处理,使长丝具备所需的性能。
这些工艺环节的控制和调整对于生产高质量的涤纶长丝非常重要。
涤纶长丝生产第一章概述初生丝:未拉伸丝(常规)(UDY)、半预取向丝(中速)(MOY)、预取向丝(高速)(POY)、高取向丝(超高速纺丝)(HOY)拉伸丝:拉伸丝(低速拉伸丝)(DY)、全拉伸丝(纺丝拉伸一步法)(FDY)、全取丝(纺丝一步法)(FOY)变形丝:常规变形丝(DY)、拉伸变形丝(DTY)、空气变形丝(ATY)第一节涤纶长丝的性能和用途一、长丝与短纤维相比,具有如下特性。
1. 长丝生产系单锭生产方式。
一根丝条有几十根单丝,从纺丝到变形,要经几十个摩擦点,容易产生毛丝。
此外,长丝又是多锭位、多机台生产,由于设备、工艺、操作等因素,不同锭位的长丝在性能上会有一定差异,甚至一个筒子的内层与外层也会有差异。
2. 长丝通过物理化学变形的方法,可纺制差别化纤维。
如改变喷丝孔的形状或捻度的强弱,可纺制仿丝型纤维;通过假捻、空气变形、混纤、复合等方法,可使长丝具有毛的风格;通过拉伸丝和预取向丝的混纤变形,可制得仿麻竹节丝;对于不同熔点或不同取向度的长丝进行混纤变形,可使长丝获得麻的外观;通过各种吹捻技术,可制成网络丝、网络变形丝和空气变形丝、包芯丝等;通过强捻方法,可制得圈状丝和折皱丝;可纺制单丝线密度低于0.1dtex的超细丝。
3. 长丝通过化学改性的方法而纺制的差别化纤维可获得易染、保暖、耐热、阻燃、抗污、抗起球、抗静电、高吸湿和高吸水等特殊性能。
二、涤纶长丝用途涤纶长丝早期主要用于丝绸服装方面,随着各种加工技术的开发,涤纶长丝已扩展到仿毛、仿麻、仿棉等整个衣着领域,并向装饰、产业和非纤化等领域发展。
尤其近来在日本由涤纶长丝制成的新合纤风行服装界。
所谓新合纤,就是具有新颖、独特且超越任何一种天然纤维风格和感觉的合成纤维。
它改变了人们穿着的观念,已由保暖美观上升为舒适、健康、新颖及艺术性。
从而使涤纶长丝的用途更趋广泛。
1.服装用涤纶长丝的传统用途是仿丝绸,用于女式衬衣、男女外衣、裙子、睡衣和丝巾等。
熔体直纺涤纶长丝概述1.基本概念1.1.涤纶学名:聚对苯二甲酸乙二酯纤维,英文名称Polyester,分子式-(-0CH2CH20-CO-C6H6-CO-)n-,化学结构式(n为单元数)。
1.2.纤度:纤维粗细的程度。
1.2.1.旦:9000m长纤维所具有的质量1.2.2.分特:10000m长纤维所具有的质量。
1.2.3.旦与分特的换算:1旦=1.11分特 或 1分特=0.9旦1.2.4.旦:D分特:dtex1.3.POY、FDY、TCS和DTY1.3.1.POY:预取向丝;1.3.2.FDY:全牵伸丝;1.3.3.TCS:热管式全牵伸丝;1.3.4.DTY:低弹丝。
1.4.物理指标和外观指标1.4.1.物理指标:如强伸及CV%、纤度、条干、含油、沸点、网络点等。
1.4.2.外观指标:如毛丝、绊丝等。
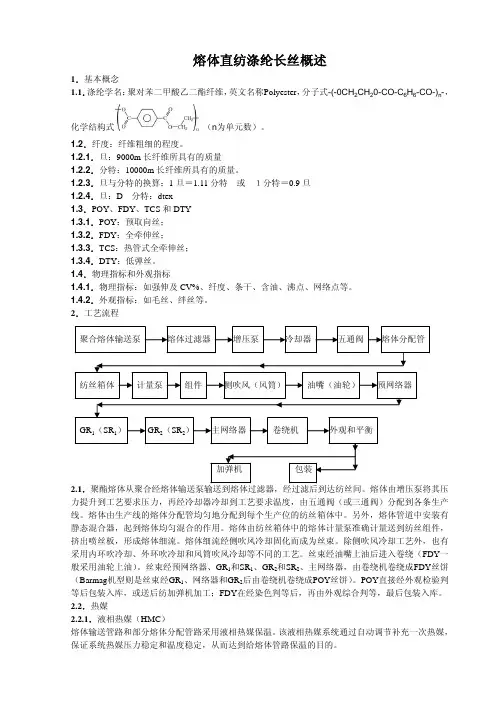
2.工艺流程2.1.聚酯熔体从聚合经熔体输送泵输送到熔体过滤器,经过滤后到达纺丝间。
熔体由增压泵将其压力提升到工艺要求压力,再经冷却器冷却到工艺要求温度,由五通阀(或三通阀)分配到各条生产线。
熔体由生产线的熔体分配管均匀地分配到每个生产位的纺丝箱体中。
另外,熔体管道中安装有静态混合器,起到熔体均匀混合的作用。
熔体由纺丝箱体中的熔体计量泵准确计量送到纺丝组件,挤出喷丝板,形成熔体细流。
熔体细流经侧吹风冷却固化而成为丝束。
除侧吹风冷却工艺外,也有采用内环吹冷却、外环吹冷却和风筒吹风冷却等不同的工艺。
丝束经油嘴上油后进入卷绕(FDY一般采用油轮上油)。
丝束经预网络器、GR1和SR1、GR2和SR2、主网络器,由卷绕机卷绕成FDY丝饼(Barmag机型则是丝束经GR1、网络器和GR2后由卷绕机卷绕成POY丝饼)。
POY直接经外观检验判等后包装入库,或送后纺加弹机加工;FDY在经染色判等后,再由外观综合判等,最后包装入库。
2.2.热媒2.2.1.液相热媒(HMC)熔体输送管路和部分熔体分配管路采用液相热媒保温。

深入了解涤纶长丝,纺织人必看!涤纶涤纶是聚酯纤维在我国的商品名称。
聚酯纤维在国外有着不同的商品名称:英国称之为特丽纶,在美国称达可纶,在日本叫帝特纶,前苏联则称其为拉夫桑。
涤纶大分子中含有酯基,所以叫聚酯纤维。
聚酯纤维通常由聚对苯二甲酸乙二酯(PET)组成。
此外,还有分别以聚对苯二甲酸丁二酯(PBT)、聚对苯二甲酸丙二酯(PTT)、聚萘二甲酸乙二酯(PEN)等为主要成分的聚酯纤维。
涤纶——聚酯纤维包括长丝和短纤维。
本篇主要介绍涤纶长丝的生产。
一、涤纶长丝的发展概况和趋势1941年英国的J.R温菲尔德和J.T迪尔森于1 941年发明了聚酯1947年英国化学工业公司(ICI)进行了工业化实验1951年美国杜邦(Du Pont)公司建成了年产16000吨的聚酯生产厂.首先进行了工业化涤纶生产20世纪50年代后期德国的赫斯特公司、恩卡公司和格拉斯道夫公司、法国的隆波朗公司、意大利的蒙的迪公司、日本的东丽公司和帝人公司均引进英国技术,进行投产,短纤维生产发展迅速1960-1985年间长丝发展迅速.产量平均每年递增314%,而短纤维仅为178%1972年聚酯产量年跃居世界合成纤维首位之后一直保持至今。
2007年全球的聚酯纤维产量为3070万吨,其中涤纶长丝为1830万吨。
我国聚酯纤维的工业化生产发展较晚。
1965年.聚酯纤维产量只有100吨,约占全国合成纤维总产量的1.92%。
从20世纪70年代开始,大规模引进聚酯纤维生产设备和技术,并在短时间内大规模生产。
在1996 2003年间,我国涤纶长丝产量增长比短纤维快,平均年递增达82万吨,占世界年均增量的一半以上,成为推动世界聚酯纤维增长的主要国家。
2007年,我国涤纶长丝的产量为1220万吨,中国聚酯总产量占世界的比例为62.5%,成为全球最大的涤纶长丝生产国。
我国涤纶长丝不仅产量发展迅速,而且注重新品开发,2007年纤维的差别化率达48.5%。
纵观我国涤纶长丝生产技术的发展过程,虽然产业起步较晚,但是经过40多年的发展,巳成为世界最大的涤纶长丝生产国,并且在新品开发、纤维差别化率体系形成、成套装置国产化、万吨单位投资率、自主研发能力等方面都取得了长足的进步。

涤纶常见规格涤纶是一种合成纤维,具有优异的性能和广泛的用途。
它的常见规格包括长丝、短纤、超细纤、高强纤等。
下面将从这些不同规格的涤纶纤维特点和应用领域进行介绍。
一、长丝涤纶长丝涤纶是指纤维长度在5000米以上,具有较高的强度和柔软度。
它的特点是光泽度高、手感细腻、耐磨损、抗皱性好。
长丝涤纶主要应用于面料、家纺、工业线和织带等领域。
其中,面料方面,长丝涤纶可以制作出光滑、柔软、有光泽的面料,如高档连衣裙、西装等。
家纺方面,它可以制作出柔软、舒适的床上用品,如床单、被套等。
工业线方面,长丝涤纶可以用于制作高强度的缝纫线、织带等。
二、短纤涤纶短纤涤纶是指纤维长度在38mm以下,具有较高的强度和耐磨性。
它的特点是柔软、易于染色、不易起毛球。
短纤涤纶主要应用于纺织品领域,如T恤、衬衫、裤子等。
短纤涤纶的柔软性和易染性使其成为时尚服装的理想选择。
同时,短纤涤纶还可以与其他纤维混纺,提高织物的性能和质感。
三、超细纤涤纶超细纤涤纶是指纤维直径在0.01mm以下,具有较高的强度和柔软度。
它的特点是纤维细度均匀、手感柔软、透气性好。
超细纤涤纶主要应用于高档面料和功能性纺织品。
在高档面料方面,超细纤涤纶可以制作出柔软、光滑的面料,如高档衬衫、连衣裙等。
在功能性纺织品方面,超细纤涤纶可以制作出透气、吸湿、抗菌等特殊功能的纺织品,如运动服、内衣等。
四、高强涤纶高强涤纶是指纤维强度大于8克/单丝,具有较高的拉伸强度和耐磨性。
它的特点是强度高、耐磨性好、抗褪色。
高强涤纶主要应用于工业线、缝纫线和绳索等领域。
在工业线和缝纫线方面,高强涤纶可以制作出高强度的线材,用于汽车座椅等需要耐磨性的场合。
在绳索方面,高强涤纶可以制作出具有较高拉伸强度的绳索,用于登山、运动等领域。
总结起来,涤纶常见规格包括长丝、短纤、超细纤和高强纤。
不同规格的涤纶纤维具有不同的特点和应用领域。
长丝涤纶适用于面料、家纺和工业线;短纤涤纶适用于时尚服装;超细纤涤纶适用于高档面料和功能性纺织品;高强涤纶适用于工业线、缝纫线和绳索。
涤纶长丝生产基本知识一、基本概念:1、纤维:从形状上说,纤维乃是一种比较柔韧的细而长的物质,供纺织应用的纤维长径比(长度与直径之比)一般大于1000:1。
2、长丝:指纺丝流体由喷丝板喷出成形后经加工得到长度以千米计的光滑而有光泽的丝。
3、纤维的分类:纺织纤维可分两大类:一类是天然纤维,如棉花、羊毛、蚕丝、麻等;另一类是化学纤维,即用天然或合成高分子化合物经化学加工而制成的纤维。
化学纤维又分为两大类:(1)再生纤维------即用天然高分子化合物为原料,经化学处理和机械加工而制成的纤维。
如粘胶纤维。
(2)合成纤维-----即用石油、天然气、煤等为原料,经一系列的化学反应,制成合成高分子化合物,再经加工而制成的纤维。
如涤纶、锦纶、腈纶、丙纶、维纶、氯纶等。
4、熔融纺丝:切片在螺杆挤压机中熔融后,熔体被压送至装在纺丝箱体中各纺丝部位,经纺丝泵定量送入纺丝组件,在组件中经过滤,然后从喷丝板的毛细孔中压出而形成细流,这种熔体细流在纺丝通道中冷却成形,初生纤维被卷装成一定型式。
整个熔体纺丝过程包括以下四步:纺丝熔体的制备、将熔体从喷丝板孔眼中挤出成细流、熔体细流被拉长变细并冷却凝固,固态丝条的上油和卷绕。
5、POY:预取向丝,纺丝速度一般在2600—3500m/min在此速度下制成的原丝为预取向丝,一般只能做为半成品不能直接用于纺织加工。
6、FDY:全拉伸丝,它是采用高速纺丝,热拉伸定型并交络随之高速卷绕一步法制成的全取向丝,可直接作为成品用于纺织加工。
7、DTY:拉伸变型丝,将具有热塑性的合成纤维长丝(POY)在拉伸变型机上以一步法完成拉伸、加假、变型、退捻的加工,成为高膨胀松丰满富有弹性的纤维。
二、涤纶长丝的性能和用途2.1性能特点:耐热性好,耐光性好,不易的变形,弹性回复好,耐酸,耐碱,不发霉,不怕虫蛀,耐磨性虽不及锦纶,但比其它纤维均好。
2.2性能缺陷:难于染色,回潮率低易生静电,易起球,吸湿和透气性较差。

培训资料一、名词解释1.纤度:即线密度,表示纤维粗细程度的指标。
即一定长度纤维的重量(G)。
单位:旦,特,分特。
2.条干不均率:一种表示条干均匀度的指标,用CV值或U值表示。
3.含油率:表示长丝含油多少的指标。
4.断裂强度:纤维被拉伸至短裂时所承受的负荷。
5.断裂伸长率:纤维被拉伸至短裂时伸长的程度。
6.B值:切片或熔体的黄度值。
7.L值:切片或熔体的白度值。
8.IV值:即熔体和无油丝的粘度。
促使流体流动产生单位梯度的剪应力。
9.粘度降:聚合(切片)熔体粘度和POY(FDY)无油丝粘度的差值,越小越好。
10.5S运动:整理、整顿、清扫、清洁、素。
二.简答题2.POY及FDY产品代码(详见资料)。
3.涤伦长丝(POY,FDY)生产特点?(1)生产速度高3200~5000M/MIN。
(2)转装容量大:9~20KG/只。
(3)工艺控制严格:熔体温度波动不超过±1℃,侧吹风风速差异不大于0.05M/S,连续生产,不可停电,停水,停气等.(4)实行全面质量管理:96年初已通过ISO9002国际标准认证.(5)聚合后的熔体直接通过管道送往各纺丝生产线即直接纺丝。
或聚合生产的切片通过管道送往各线干燥系统干燥后经螺杆挤压机熔融纺丝即间接纺丝。
4.何为直防和间接纺,各有什么优缺点?(1)熔体直接纺是将聚脂熔体不制成切片,直接用管道送至纺丝箱体进行熔融纺丝。
切片纺是将聚脂切片经,螺杆挤压机进行熔融纺丝。
(2)切片纺:A.投资费用较大,工序多。
B.纺丝前对切片质量的选择余地较大,可以调换。
C.不一定要有纺前过滤器,停开车比较方便。
D.劳动生产率低,成本较高。
熔体直接纺:A.投资费用较小,工艺流程较短,省去铸带切粒,切片干燥等工序。
B.聚合与纺丝直接连在一起,一旦聚合发生故障,纺丝工序;立即受到影响,而且无法改变原料供给。
反之,纺丝发生故障,也会影响聚合生产的正常进行。
C.要有纺前过滤器及它的清洗设备。
D.劳动生产率较高,成本较低。
涤纶的分类一、按纤维长度分类1. 长丝长丝是指长度很长的单根或多根连续纤维。
它具有光滑、均匀的外观,在纺织加工中可直接用于织造。
例如,在生产丝绸般光泽和手感的织物时,长丝涤纶是理想的原料。
长丝又可进一步分为:普通长丝:其细度等性能较为常规,常用于一般的纺织面料生产,如制作衬衫、连衣裙等日常服装面料。
变形长丝:通过特殊的加工工艺,使长丝具有一定的卷曲、膨松等特性。
这种变形长丝增加了纤维之间的抱合力,使织物具有更好的弹性、蓬松性和柔软性,常用于生产运动服装、休闲服装等需要较好弹性和舒适手感的面料。
2. 短纤维短纤维是将涤纶长丝切断成一定长度的纤维。
长度一般为几厘米到几十厘米不等。
短纤维可以与其他天然纤维(如棉、毛、麻)混纺,以改善织物的性能。
例如,涤棉混纺面料就是将涤纶短纤维和棉纤维混纺而成,这种面料结合了涤纶的挺括、耐磨和棉的吸湿、透气等优点,广泛应用于衬衫、床上用品等产品。
短纤维根据其粗细程度又可分为:棉型短纤维:长度和细度与棉花相似,主要用于与棉混纺或仿棉织物的生产。
毛型短纤维:长度和细度接近羊毛,适合与羊毛混纺,可用于生产毛衣、大衣等毛纺类产品,在降低成本的同时保持一定的羊毛织物的风格。
中长型短纤维:其长度和细度介于棉型和毛型短纤维之间,常用于生产中长纤维织物,这种织物具有较好的挺括性和抗皱性,适合制作套装等服装。
二、按纤维的功能特性分类1. 常规涤纶这是最基本的涤纶类型,具有一般的物理和化学性能。
它具有较高的强度和耐磨性,良好的化学稳定性,不易被酸、碱等化学物质腐蚀。
常规涤纶织物挺括、不易变形,在日常的服装、家纺等领域广泛应用,如制作普通的裤子、窗帘等。
2. 功能性涤纶抗紫外线涤纶:在涤纶的分子结构中添加了能够吸收或反射紫外线的物质。
这种涤纶制成的织物能够有效阻挡紫外线对人体皮肤的伤害,适合用于制作户外服装、遮阳伞等产品。
抗菌涤纶:通过在纤维生产过程中添加抗菌剂,使涤纶具有抑制细菌生长繁殖的功能。
涤纶长丝用途
涤纶长丝是目前应用最广泛的化纤品种之一,其用途非常广泛,涉及到纺织、服装、家居等众多方面。
下面我们来详细了解一下涤纶长丝的用途。
一、纺织方面
1.提高纱线品质:涤纶长丝具有吸湿性和透气性良好的特性,且柔软度与光泽感较好,因此在纺织市场上占有很大的份额。
2.纱线混纺:涤纶长丝具有较好的柔软度和光泽感,可以与天然纤维、棉纱、羊毛等混纺,使得织物具有更好的质感和美观度。
3.弹性纤维:涤纶长丝具有很好的弹性,可以与其他弹性纤维例如弹力纤维混织,生产弹性纱线,用于生产针织品、牛仔裤等,极大的提高了穿着舒适度和美观度。
二、服装方面
1.运动服:涤纶长丝的弹性和吸湿性较好,常常作为运动服中主流材料。
其具有吸汗快干、舒适透气等特点,让人在运动中不会感到闷热不透气的感觉。
2.摇粒绒:摇粒绒是在绸绒的制作过程中,加入了涤纶长丝,使得织物更加柔软舒适,色泽光亮。
3.婚礼晚礼服:涤纶长丝具有丝绸的光泽感,哈伦裤、连衣裙、婚纱等时尚服饰通常都会加入涤纶长丝。
三、家居日用品方面
1.床品:涤纶长丝成本较低,可以生产各种款式和颜色的床品。
其独特的吸湿快干,透气性良好的特点,使得床上用品更加具有舒适感和美观度。
2.窗帘:涤纶长丝的质地松软,透气性好,经过定型加工后,可以生产出很漂亮的窗帘,使得家居环境更加温馨优美。
3.地毯:涤纶长丝的弹性较好,质地松软,可以生产出耐磨损、抗污染、颜色多变的地毯,非常适合家庭使用。
总结来说,涤纶长丝作为一种基础化工原料,其应用非常广泛,不仅在纺织、服装、家居等领域都具有非常重要的作用,而且由于其易于加工和成本降低等优势,未来应用前景更加广阔。
涤纶长丝生产工艺涤纶长丝,是一种合成纤维,具有良好的物理性能和化学稳定性。
涤纶长丝广泛用于纺织行业,是制作衣物、家居用品和工业材料的重要原材料之一。
涤纶长丝的生产工艺主要包括聚合、纺丝、后整理等环节。
首先,涤纶长丝的生产始于聚合过程。
聚合是通过在特定的反应条件下,将对苯二甲酸与乙二醇进行酯交换反应,合成聚酯原料(即涤纶切片)。
这一步骤主要包括原料的准备、配料、反应控制等过程。
首先将对苯二甲酸与乙二醇按照一定比例加入反应釜中,并加入催化剂,使之发生酯交换反应。
然后经过聚合反应,将反应釜中的原料进行脱水脱酸处理,最终获得涤纶切片。
接下来,涤纶切片通过纺丝工艺进行纺丝成长丝。
纺丝是将涤纶切片经过熔融、加压、过滤等工艺,使之形成薄膜状,然后经过拉伸、冷却,最终变为纺丝。
这一步骤主要包括熔融、纺丝、拉伸、冷却等环节。
首先将涤纶切片加入纺丝机的融体区,经过加热熔融,并通过挤出机构将熔融的涤纶切片挤出成薄膜状。
然后经过拉伸机构,将薄膜状的涤纶切片进行拉伸,使其从薄膜状变为长丝状。
最后将长丝经过冷却器冷却,使其变得坚韧,并卷绕成为卷轴。
最后,涤纶长丝还需要进行后整理工艺。
后整理工艺是为了提高涤纶长丝的各项物理性能、改善外观效果以及增加附加功能。
这一步骤主要包括拉伸、加工、印染、涂覆、喷涂等环节。
首先将卷轴上的涤纶长丝进行拉伸,以提高其强度和韧性。
然后将拉伸后的长丝经过加工,如切边、修整等处理,以改善其外观效果。
接下来可以进行印染处理,将长丝上的颜色和图案进行印染,增加其美观度和装饰性。
如果需要增加涤纶长丝的功能,还可以进行涂覆或喷涂等处理,如防水涂层、抗菌喷涂等。
总之,涤纶长丝的生产工艺分为聚合、纺丝和后整理等环节。
通过合适的工艺流程和操作参数,可以制造出质量稳定、性能优良的涤纶长丝。
涤纶长丝的生产工艺不仅关系到产品质量,也与资源利用和环境保护密切相关,因此在生产过程中需要严格控制各个环节,确保产品符合标准要求。
长丝基础知识一)纤维分类:1. 纤维的概念:纤维是一种细而长的物质,其长度与直径之比在1000以上,并具有一定的强度和柔软性。
2. 纤维的分类:①天然纤维:天然生成的纤维 a 植物纤维:以植物上采集的纤维。
如:棉花、麻等。
b 动物纤维:以动物上采集的纤维。
如:羊毛、蚕丝、兔毛等。
②化学纤维:用化学方法制造出来的纤维。
a 再生纤维:用天然高分子化合物为原料,经化学处理和机械加工而制得的纤维。
如:粘胶纤维、醋酸纤维。
b 合成纤维:用石油、天然气和煤为原料,经一系列的化学反应制成高分子化合物再加工制得的纤维。
如:涤纶、锦纶、腈纶、丙纶、氯纶等,以涤纶、锦纶、腈纶为代表,成为化学纤维的主力军。
(二)涤纶:涤纶是我国聚酯产品的商品名称。
其化学名称为:聚对苯二甲酸乙二酯(简称PET)。
它是由对苯二甲酸(简称PTA)和乙二醇(简称EG)在一定温度、压力和催化剂(三氧化二锑或乙二醇锑或醋酸锑)作用下,经酯化、缩聚反应而制得。
即:PTA+EG→PET 我公司聚酯为五釜缩聚(二道酯化、三道缩聚),其特点是稳定性好。
涤纶产品可分为涤纶长丝和涤纶短纤维。
(三)涤纶长丝的性能1. 模量高:在温度(干态或湿态)增高时,涤纶的模量更优于锦纶。
2. 强度较高:约在4.5-8CN/dtex,且在95℃水中的保留强度达73%,而锦纶只有51%,这能满足大多数服装和产业用。
3. 折皱恢复性好:这一特点可能来源于纤维的内部刚性。
4. 吸水性差:故其回潮率低。
5. 易起球:主要是因为其强度高,纤维单丝短裂后,其纤维球被保留在织物上。
6. 玻璃化温度低:在干态时,玻璃化温度为80℃,此特点有利于进行纱线的卷曲及变形、织物热定形。
7. 不易沾污:但其亲油性使人体油脂、油性洗涤剂和油污不易脱去。
8. 吸色性差。
(四)涤纶长丝的分类:1.初生丝:a 未拉伸丝或未取向丝(常规纺丝)——UDY或UOY b 半取向丝(中速纺丝)——MOY c 预取向丝(高速纺丝)——POY d 高取向丝(超高速纺丝)——FOY、HOY 2.拉伸丝:a 拉伸丝(二步法拉伸丝)——DY b 全拉伸丝(纺丝拉伸一步法)——FDY c 常规变形丝——TY 3.变形丝:a 拉伸变形丝——DTY b 空气变形丝——ATY(五)涤纶长丝的应用:1. 服装:可生产仿真丝、仿麂皮、桃皮绒、长毛绒、短毛绒、超柔、等服装面料、里料和其他服装辅料。
熔体直纺纺丝知识简介
一、恒力化纤的主要产品:
1、聚酯切片
2、长丝:半消光F D Y(全牵伸丝)
P O Y(预取向丝)
D T Y(拉伸变形丝)
有光F D Y(C区)
二、长丝生产线简介:
1、长丝分A、B、C三个区,其中A、B区的配置及生产能力是相同的。
2、A、B区每个区有10条F D Y生产线和10条P O Y生产线,C区有18条生产线。
3、A、B区F D Y每条线36个纺位,C区每条线48个纺位,每个纺位12个头,每个丝定重7k g。
A、B区P O Y每条生产线36个纺位,每个纺位10个头,每个丝定重15k g。
三、直接纺丝和间接纺丝介绍:
A定义:
直接纺丝:使用自制熔体直接进行纺丝方法称为直接纺丝或叫熔体直接纺丝法
间接纺丝:使用切片为原料生产涤纶长丝方法称为间接纺丝或切片纺
五、产品区分:
1、原料性质:涤纶半消光、全消光、有光(根据切片中二氧化钛含量的多少来区
分)。
我公司半消光产品二氧化钛含量为0.3%,大有光产品不含二氧化钛。
2、产品规格:纤度/单丝根数
例如:178d t e x/144f68D e/24f
d t
e x定义:是指10000米长丝的重量克数。
D e:是指9000米长丝的重量克数。
d t
e x与D之间的换算关系:
1d t e x=0.9D
1D=1.1d t e x
d p f:是指每根单丝的纤度
3、批号:是区分不同规格及工艺条件的产品而规定的代号,一般不同批号的产
品在染色及物性上会存在差别,所以不可以混用。
七、成品区分:
1、小标签:每个丝筒的纸管内贴一张小标签,小标签内容如下
55/24F1110
A-12-6-1
06-5-19丙/早
2、纸管颜色区分:每个批号使用不同颜色的纸管以区分产品。
3、大标签:包装箱上贴一张大标签,注明产品的规格、等级、重量及包装日期等
信息。
八、F D Y产品外观检验及定等标准:
F D Y产品的分级包装标准包括外观指标和物理指标两部分,分为A A级、
A级、B级三个等级。
F D Y A A级产品外观指标如下:
毛丝:无
色泽:正常
圈丝:≤3个/筒
绊丝:长度≥3c m开始计算,A A级、A级品只允许丝饼的正面端面有绊丝,≤2根
油污丝:无
成形:良好
筒重:A A级——定长、定重(7k g),A级:2.0~7.0k g;B级:1.0~2.0k g
九、P O Y产品外观检验及定等标准:
P O Y产品的分级包装标准包括外观指标和物理指标两部分,分为A A级、A级、B级三个等级。
P O Y A A级产品外观指标如下:
毛丝、圈丝:按d p f(单丝纤度)的大小分类,具体分类如下:
d p f范围毛丝根数圈丝根数
d p f≥2.003
1<d p f<226
d p f≤1510
尾巴丝:≥1.5圈/筒尾丝色泽:正常
绊丝:长度≥3c m开始计算,A A级、A级品只允许丝饼的正面端面有绊丝,≤4根/筒
油污丝:无
成形:良好
筒重:A A级——定长、定重(15k g),A级:4.0~15.0k g;B级:1.5~4.0k g
十一、生产过程中易产生的不良丝:
1、飘丝:是指在纺丝过程中,单根丝飘出与原丝束分离,飘丝时单丝根数会
减少,影响丝的纤度及染色。
2、分错丝:是指在纺丝过程中,相邻的两根丝分丝时错误,导致一根单丝
多,另一个单丝少。
分错丝会影响丝的纤度及染色。
3、缺油或无油丝:会使丝的张力增大,卷取的丝饼较硬,同时丝因表面无
油而产生毛丝或静电增加。
生产上原因:油嘴堵塞、油管漏油、丝未入油嘴、油槽缺油等。
4、网络网络点少或无:丝的集束性不好,易分散,影响后道加工。
生产原因:网络压力低、网络喷嘴堵塞、网络器未开等。
5、隔离丝:因工艺条件的波动而影响丝的内在品质,如纺丝箱体温度波动、
熔体压力或粘度波动、侧吹风温度或湿度波动、热辊温度异常、熔体内在指标异常等。
十二、F D Y物性检验项目及标准
⏹项目标准
⏹1、纤度单位:分特(d t e x):10000m长丝的重量克数
⏹旦尼尔(D):指9000m长丝的重量克数
⏹纤度偏差:M±2%
⏹2、断裂强度(c N/d t e x):≥3.7
⏹断裂强度不匀率:≤5.0%
⏹3、断裂伸长率%:25~40%±3
⏹断裂伸长不匀率:≤10.0%
⏹4、条干不匀率:≤1.5%
⏹5、沸水收缩率%:M±0.8,M值根据生产情况或厂家要求决定6、含油
率:M±0.2,M值根据生产情况或厂家要求决定7、网络结个数:M±4,M值根据生产情况或厂家要求决定
⏹十二、P O Y物性检验项目及标准:
⏹项目
标准
⏹1、纤度单位:分特(d t e x):10000m长丝的重量克数
旦尼尔(D e):9000m长丝的重量克数
⏹纤度偏差:M±2%
⏹2、断裂强度(c N/d t e x):≥2.2
⏹断裂强度不匀率:≤4.5%
⏹3、断裂伸长率%:M±4,M值一般为90~150%
⏹断裂伸长不匀率:≤4.5%
⏹4、条干不匀率C V%:≤1.3%
5、含油率:M±0.1,M值一般约为0.5
十三、我公司生产的普通产品和差别化产品
普通产品和差别化产品的区分可通过产品的粗细程度,单丝的粗细程度及端面形状来区分。
1、低旦尼尔产品:如20D/12F,20D/24F,30D/12F,30D/24F等。
2、细旦尼尔产品:指小于0.5d p f的产品,如50D/144F,65D/192F
等。
3、产品根数超过192孔的产品:如150D/288F,100D/192F等。
4、异形端面产品:如十字形,Y形,W形,扁平丝,米字形,八字中
空等。
5、通过设备改造可以生产的产品:如H O Y,单丝等。
十四、各种端面的纤维
十五、产品改批流程和新品开发流程
1、普通产品改批流程:
销售部根据市场情况发工作联系单要求改批生产部门准备组件和纸管安排停位和品种更换(需要2天左右时间)
2、普通新品生产过程:
普通新产品是市场已经存在,但在我公司是首次生产且生产难度不大的产品。
通过市场调研认为该产品具有较大销售潜力和利润空间
由销售部通知生产部门试生产生产部门根据其他公司样品的物性和使用公司的要求调试生产(需要7-25天时间)
3、差别化产品开发过程:
市场调研与生产部门确立开发意向和可行性操作生产部门订购喷丝板实验生产客户试用根据客户意见品质改善确定工艺条件并量化生产。
十六、F D Y产品重量、尺寸
1、F D Y成品销售重量为7000g,纸管重量为230±5g,成品丝总重量为≥
7230g。
2、F D Y成品直径为≤360m m(7K g)。
3、F D Y纸管尺寸为110m m×124m m×115m m
4、丝饼重量与尺寸关系:
纺丝间
纺丝
卷绕间
F D Y卷绕头
P O Y卷绕头
丝路
单丝分散的丝束
F D Y标签
灰卡
整经架
经轴
织机并轴织轴。