直线导轨压块样本
- 格式:pdf
- 大小:473.25 KB
- 文档页数:7
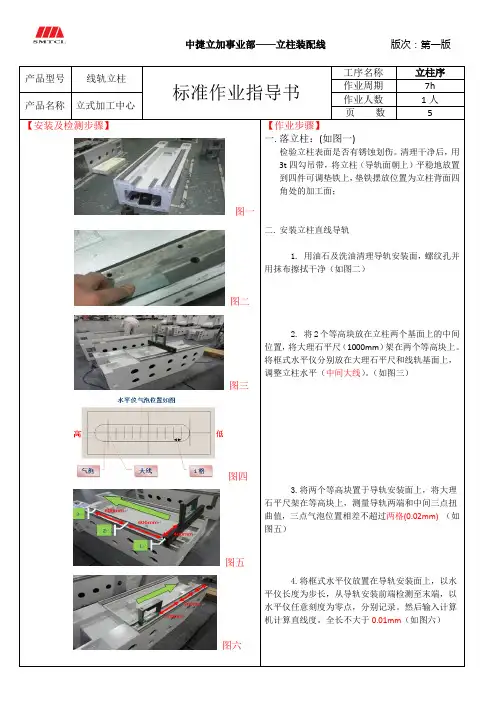
产品型号线轨立柱标准作业指导书工序名称立柱序作业周期7h产品名称立式加工中心作业人数1人页数 5【安装及检测步骤】图一图二图三图四图五图六【作业步骤】一.落立柱:(如图一)检验立柱表面是否有锈蚀划伤。
清理干净后,用3t四勾吊带,将立柱(导轨面朝上)平稳地放置到四件可调垫铁上,垫铁摆放位置为立柱背面四角处的加工面;二. 安装立柱直线导轨1. 用油石及洗油清理导轨安装面,螺纹孔并用抹布擦拭干净(如图二)2. 将2个等高块放在立柱两个基面上的中间位置,将大理石平尺(1000mm)架在两个等高块上。
将框式水平仪分别放在大理石平尺和线轨基面上,调整立柱水平(中间大线)。
(如图三)3.将两个等高块置于导轨安装面上,将大理石平尺架在等高块上,测量导轨两端和中间三点扭曲值,三点气泡位置相差不超过两格(0.02mm)(如图五)4.将框式水平仪放置在导轨安装面上,以水平仪长度为步长,从导轨安装前端检测至末端,以水平仪任意刻度为零点,分别记录。
然后输入计算机计算直线度。
全长不大于0.01mm(如图六)图七图八图九图十图十一图十二5.安装直线导轨及压块,有MR标志的为主导轨,箭头方向指示为基准面方向,轻预紧线轨螺丝,在预紧压块螺丝。
用小力矩扳手10um以中间开始锁紧压块螺丝后再用大力矩扳手90-95um锁紧线轨螺丝。
依次向两边延伸锁紧。
拧螺丝顺序如图七所示。
注:安装完导轨后,确保导轨各结合面0.02mm塞尺不入。
6. 检测立柱平行度≤0.01mm(缺图)、立面直线度≤0.01mm三. 安装主轴:1.用砂纸,油石,洗油清理所用零部件,倒角,去毛刺。
(如图九)(用里眼表检验主轴里孔要求公差0.01mm-0.04mm逢十抽一)2.保证主轴箱主轴孔与地面垂直。
3. 在主轴上涂抹少许甘油。
4.将主轴组用主轴吊环吊起,缓缓落到主轴箱孔内,再用铜棒左右轻轻敲打主轴端面两个螺丝孔中间部位(如图十红圈部位),使之与主轴箱孔同心,逐渐落入箱内。
线轨压块标准尺寸解释说明以及概述1. 引言1.1 概述线轨压块标准尺寸是指供轨道系统使用的压块的尺寸规范。
这些压块作为支撑和固定轨道的关键元素,对于轨道系统的稳定性和安全性起到至关重要的作用。
本文将深入解释和说明线轨压块标准尺寸的定义、重要性以及制定过程,并概述不同分类和应用范围下的标准尺寸。
1.2 文章结构本文共分为五个部分,每个部分都有其特定的内容。
首先是引言部分,该部分对整篇文章进行了总体概述,并介绍了各个部分的结构和内容。
接下来是线轨压块标准尺寸的解释说明,主要包括定义和背景、压块标准尺寸重要性以及制定过程和依据等方面的内容。
随后,在线轨压块标准尺寸概述部分,将详细介绍不同分类和应用范围下已有的标准尺寸以及其与不同线轨类型和使用场景之间的关系等具体信息。
紧接着,在重点考虑因素及其影响因素分析部分,将深入探讨轨道系统设计参数、运营安全与舒适性因素以及实际因素对标准尺寸的影响和考量分析。
最后,在结论部分,将对全文进行小结,并强调线轨压块标准尺寸的重要性和实际应用价值,并展望未来的发展趋势和改进方向。
1.3 目的本文旨在全面解释和说明线轨压块标准尺寸的定义和制定过程,并概述不同分类和应用范围下的标准尺寸。
通过对相关因素及其影响因素进行分析,揭示出压块标准尺寸制定时需要考虑的关键问题。
同时,本文还旨在强调线轨压块标准尺寸对轨道系统稳定性、安全性和舒适性的重要作用,并提出未来发展趋势和改进方向,为相关领域的研究者和从业人员提供参考。
2. 线轨压块标准尺寸的解释说明2.1 定义和背景线轨压块是一种用于固定铁路线路中的轨道和木质枕木的装置。
它通过提供支撑和稳定性,确保铁轨在列车行驶期间保持正确的位置。
线轨压块标准尺寸指的是制定在线轨压块设计和生产过程中所遵循的特定尺寸规范。
随着铁路运输业的快速发展,对安全、稳定和高效运营的需求不断增加。
因此,制定线轨压块标准尺寸对于确保铁路系统整体性能至关重要。
2.2 压块标准尺寸的重要性线轨压块标准尺寸在实际应用中起到了重要作用。
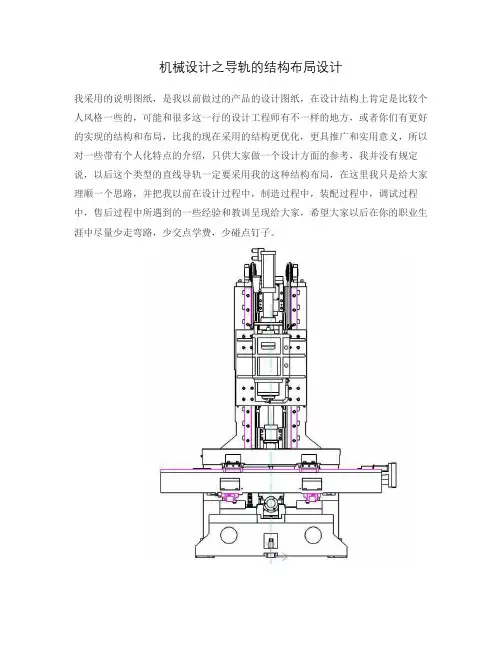
机械设计之导轨的结构布局设计我采用的说明图纸,是我以前做过的产品的设计图纸,在设计结构上肯定是比较个人风格一些的,可能和很多这一行的设计工程师有不一样的地方,或者你们有更好的实现的结构和布局,比我的现在采用的结构更优化,更具推广和实用意义,所以对一些带有个人化特点的介绍,只供大家做一个设计方面的参考,我并没有规定说,以后这个类型的直线导轨一定要采用我的这种结构布局,在这里我只是给大家理顺一个思路,并把我以前在设计过程中,制造过程中,装配过程中,调试过程中,售后过程中所遇到的一些经验和教训呈现给大家,希望大家以后在你的职业生涯中尽量少走弯路,少交点学费,少碰点钉子。
这是一台立式加工中心的光机图纸,其中紫色线条部分就该加工中心的X、Y、Z 三相直线导轨的布置位置,他们的功能就是实现该加工中心X、Y、Z三个方向的传动。
其中X、Y两个方向是水平放置的,而Z向是垂直放置的,这个在直线导轨选型的时候,是需要和导轨供应商确认好放置方式的,你必须告诉供应商你的导轨是用于什么样的状态,是水平,还是垂直,或者是悬空等,供应商在给你做定型推荐的时候,他们也会根据你的使用情况来推荐给你最时候的直线导轨。
再上一张图纸,我们从侧面来看一下,这X、Y、Z三个方面的导轨布局是一个什么样的情况。
如果你是一个有相当经验的机械行业从业者,其实你是应该可以根据上面这两个图纸画出这个立式加工中心的大件图纸了,因为无论是改设备的结构,还是外形,这两张图纸都作了很好的呈现,尤其是一些细节也有了相对详细的描述。
以上给你参考的是一个光机装配图,在一些细节上的表述我会在接下来的图纸里给大家介绍。
我们今天抽取这个立式加工中心的底座来给大家介绍,下面还是要上图说话。
以上这张图就是一个底座的直线导轨装配图,紫色的部分就是导轨的装配状态,在设计的过程中,需要注意的是导轨的跨度的选取,即两条导轨之间的距离,这在某种程度上决定了机床加工的刚性和稳定性,也决定了机床精度的稳定性,同时我们还需要考虑一个关键点,那就是润滑油的聚集与回收,因为这种类型的机床,直线导轨和丝杆都是采用润滑站进行定时定点润滑的,所以润滑后的废油如何收集是一个需要考虑的关键点,如果不作这方面的考虑,那机床在正常使用时,润滑油会四处横流,弄脏一地,这也是体现设计能力和工业水准的地方。
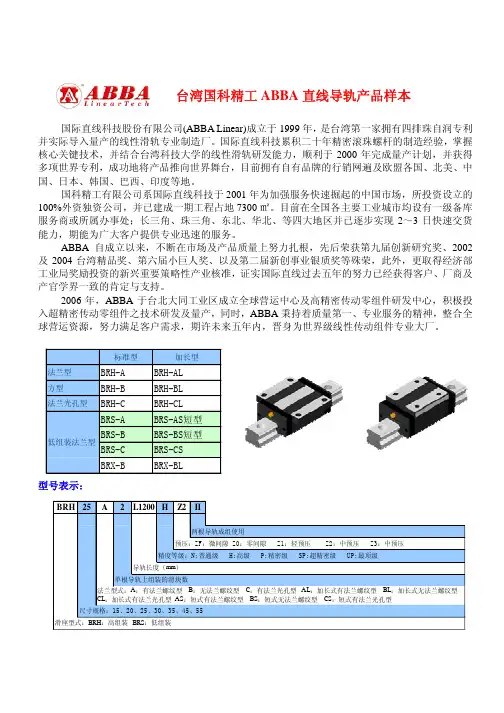
台湾国科精工ABBA 直线导轨产品样本国际直线科技股份有限公司(ABBA Linear)成立于1999年,是台湾第一家拥有四排珠自润专利并实际导入量产的线性滑轨专业制造厂。
国际直线科技累积二十年精密滚珠螺杆的制造经验,掌握核心关键技术,并结合台湾科技大学的线性滑轨研发能力,顺利于2000年完成量产计划,并获得多项世界专利,成功地将产品推向世界舞台,目前拥有自有品牌的行销网遍及欧盟各国、北美、中国、日本、韩国、巴西、印度等地。
国科精工有限公司系国际直线科技于2001年为加强服务快速掘起的中国市场,所投资设立的100%外资独资公司,并已建成一期工程占地7300㎡。
目前在全国各主要工业城市均设有一级备库服务商或所属办事处;长三角、珠三角、东北、华北、等四大地区并已逐步实现2~3日快速交货能力,期能为广大客户提供专业迅速的服务。
ABBA 自成立以来,不断在市场及产品质量上努力扎根,先后荣获第九届创新研究奖、2002及2004台湾精品奖、第六届小巨人奖、以及第二届新创事业银质奖等殊荣,此外,更取得经济部工业局奖励投资的新兴重要策略性产业核准,证实国际直线过去五年的努力已经获得客户、厂商及产官学界一致的肯定与支持。
2006年,ABBA 于台北大同工业区成立全球营运中心及高精密传动零组件研发中心,积极投入超精密传动零组件之技术研发及量产,同时,ABBA 秉持着质量第一、专业服务的精神,整合全球营运资源,努力满足客户需求,期许未来五年内,晋身为世界级线性传动组件专业大厂。
型号表示:BRH-A和BRH-AL高组装有法兰系列BRH-B & BRH-BL系列高组装无法兰直线导轨BRH-C & BRH-CL系列通孔有法兰直线导轨BRS-A & AS 系列低组装有法兰直线导轨BRS-B & BS系列低组装无法兰直线导轨BRS-C & CS 系列低组装有法兰直线导轨BRX-B & BL 系列低组装无法兰直线导轨。
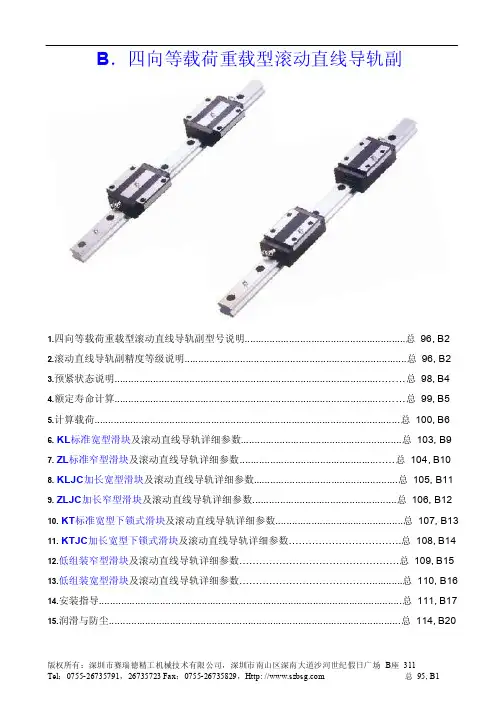
B.四向等载荷重载型滚动直线导轨副1.四向等载荷重载型滚动直线导轨副型号说明..........................................................总96, B22.滚动直线导轨副精度等级说明................................................................................总96, B23.预紧状态说明..............................................................................................………总98, B44.额定寿命计算..............................................................................................………总99, B55.计算载荷..............................................................................................................总100, B66. KL标准宽型滑块及滚动直线导轨详细参数..........................................................总103, B97. ZL标准窄型滑块及滚动直线导轨详细参数.................................................……总104, B108. KLJC加长宽型滑块及滚动直线导轨详细参数....................................................总105, B119. ZLJC加长窄型滑块及滚动直线导轨详细参数....................................................总106, B1210. KT标准宽型下锁式滑块及滚动直线导轨详细参数..............................................总107, B1311. KTJC加长宽型下锁式滑块及滚动直线导轨详细参数…………………………….总108, B1412.低组装窄型滑块及滚动直线导轨详细参数…………………………………………总109, B1513.低组装宽型滑块及滚动直线导轨详细参数…………………………………............总110, B1614.安装指导.............................................................................................................总111, B1715.润滑与防尘.........................................................................................................总114, B202. 滚动直线导轨副精度等级说明(摘自JB/T7175.2-93机床用滚动直线导轨副验收技术条件)2.1运动精度差,因此,精度检验时应将导轨固定在专用平台上测量。
导轨直线度的检测方法机床导轨一般时由两条以上的单根导轨组合而成。
按外型可分为矩形导轨和V 型导轨。
按工作方式可分为直线运动导轨和旋转运动导轨。
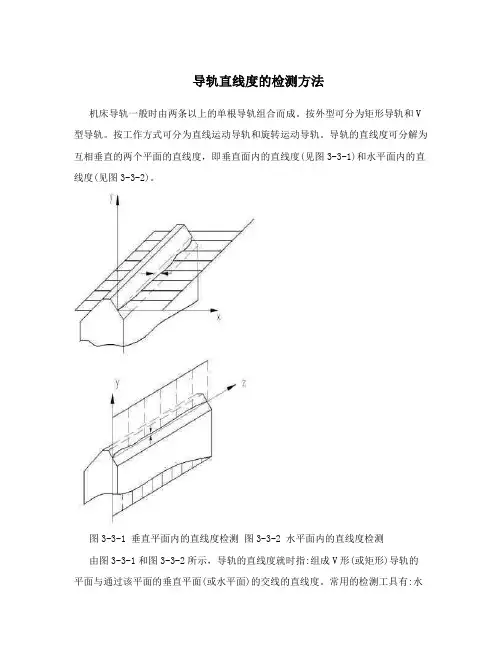
导轨的直线度可分解为互相垂直的两个平面的直线度,即垂直面内的直线度(见图3-3-1)和水平面内的直线度(见图3-3-2)。
图3-3-1 垂直平面内的直线度检测图3-3-2 水平面内的直线度检测由图3-3-1和图3-3-2所示,导轨的直线度就时指:组成V形(或矩形)导轨的平面与通过该平面的垂直平面(或水平面)的交线的直线度。
常用的检测工具有:水平仪、平尺以及光学仪器入自准仪、钢丝和显微镜等。
当被测件长度不大于1600mm时,选用水平仪、平尺或光学仪器,当被测件长度大于1600mm时,测只可用水平仪和光学仪器检测。
评定机床导轨的直线度误差的方法有最小包容区域法和两点连线法两种。
1(间隙法间隙法是指用量块(或)塞尺测量被测平面导轨和测量基准线(常用平尺类量具体现)间的间隙,直接评定直线度法差值的方法。
如图3-3-3所示,将一标准平尺置于被测平面导轨上,在距离平尺两端各约2/9L(L为平尺长度)处垫上等量块。
然后用片状塞规或塞尺测检平尺工作面和被测导轨面间的间隙。
若将实测间隙减去所用的等高量块的高度值后,小于机床规定的直线度允差:则说明该机床的导轨直线度误差符合精度要求。
图3-3-3 1——等高块 2——量块例:某机床导轨的直线度的允差为0.012mm/m。
等高量块高度为h。
若选用h0mm 厚的片状塞规或塞尺,在导+0.012轨上相距为1m的任何地方均不能塞入,则该导轨的直线度符合精度要求。
2(指示器法此法常用于检测中、小型导轨在垂直平面和水平面内的直线度。
为了降低测量时读数的不确定度,在被测导轨上移动的桥板跨距d取为d?(0.1~0.25)L。
而且,d值应小于或等于500mm,L为导轨长度。
图3-3-4所示为垂直平面内直线度的检测。
首先,将平尺工作面放成水平状,并尽可能靠近被测导轨,距离愈近愈好。
上银直线导轨样本导言直线导轨是目前机械领域常用的一种机械传动部件,其作用是在工作时提供平滑且高精度的直线运动。
上银直线导轨是其中一种常见的导轨样本,其具备高刚度、高精度和高稳定性的特点,被广泛应用于数控机床、半导体设备、激光设备等领域。
本文将对上银直线导轨样本进行详细介绍。
1. 上银直线导轨样本的结构和特点上银直线导轨样本由导轨座、导轨块、导轨轨道、滚珠和保持器等组成。
其主要特点如下:•高刚度:上银直线导轨样本采用螺纹孔固定方式,能够提供更高的刚度和稳定性,以确保机床在运行过程中不产生过大的振动和变形。
•高精度:上银直线导轨样本的导轨块表面涂有特殊涂层,能够提供更高的摩擦系数和耐磨性,从而实现更高的运动精度。
•低摩擦:上银直线导轨样本采用滚动轴承的原理,能够减小运动时产生的摩擦力,提高导轨的寿命和稳定性。
•高可靠性:上银直线导轨样本的滚珠采用特殊工艺制作,具有较高的硬度和耐磨性,能够在长时间使用中保持较好的工作状态。
2. 上银直线导轨样本的应用上银直线导轨样本被广泛应用于机床、半导体设备、激光设备等高精度工业领域。
其主要应用包括以下方面:2.1 数控机床上银直线导轨样本在数控机床上的应用可以提高机床的工作精度和稳定性。
其高刚度和低摩擦的特点使得机床在高速切削时能够保持稳定的位置精度,从而提高加工质量和效率。
2.2 半导体设备在半导体设备中,上银直线导轨样本能够保证设备的高精度运动。
由于半导体工艺对工作精度要求非常高,采用上银直线导轨样本能够确保器件的精确定位和对准,从而提高生产效率和产品质量。
2.3 激光设备激光设备对位置精度要求非常高,而上银直线导轨样本具备高精度和低摩擦的特点,能够满足激光设备对运动平台的要求。
其应用范围包括激光切割、激光打标等领域。
3. 上银直线导轨样本的维护和保养为了保证上银直线导轨样本的正常工作和延长使用寿命,需要进行适当的维护和保养。
具体方法如下:•定期清洁:定期清洁导轨表面和滚珠,确保其表面干净、无异物。
1 序言数控机床的制造行业,不乏国家或行业颁布的各种技术条件,这些标准文件侧重在机床装配完成后对性能的检测考评,具体到机床装配过程质量的把控,更多的是靠各个机床厂家内部工艺的控制,而再具体到零部件的安装方法,往往只停留在有经验的技术人员头脑里,那些看似简单平常的操作,或许是决定机床质量的关键。
本文以线轨版数控铣床为例,把机床直线导轨的安装划分为部件本体找水平、基准轨的直线度、非基准轨对基准轨的平行度和部件组装4个步骤,详细阐述检测方法及内在原理。
2 部件本体找水平研究运动,首先要选好参照物,最常见的就是笛卡尔三维直角坐标系,由于它的基础是水平面,所以机床的安装首先是找水平,工具就是水平仪。
水平仪的读数是一格水泡0.02/1000,这是1个倾斜度值,或者说是角度,两点之间的高度差还需要乘以跨度距离。
3点决定1个平面,截面形状小、刚性较好的部件,比如立式铣床的底座,可以采用3点预调整方法快速建立水平面。
3个参考点的选取原则:所在位置刚性足够,3点连线组成的面积尽量大,优先采用等腰三角形。
最后注意适当增加3点以外的辅助支撑。
长宽比很大的零件,例如龙门铣床底座,在长度方向刚性弱,不能使用3点方法。
需要结合长度方向导轨直线度的安装来完成底座找水平。
水平精度值可参考GB 50271—2009《金属切削机床安装工程施工及验收规范》,对平面铣床的安装规定工作台置于行程中央,并在工作台中央位置纵横向放置水平仪检测,其读数应≤0.04/1000;对龙门铣床预调安装要求床身纵横两个方向放置水平仪,在床身导轨的立柱连接处、多段床身接缝处及全长两端头均进行检测,其读数应≤0.04/1000。
3 基准轨的直线度直线运动看似简单,其实其精度在三维直角坐标系里被划分为了6个误差分量,分别是沿3个坐标的线性误差和绕3个坐标的偏角误差。
用1个人走路的动作来形象概况,可划分为:走直、走正、走准。
走直:考察直线运动在与前进方向垂直的两个方向的偏差量,即走路的高低起伏、左右移动,这一项是直线度的检测内容。
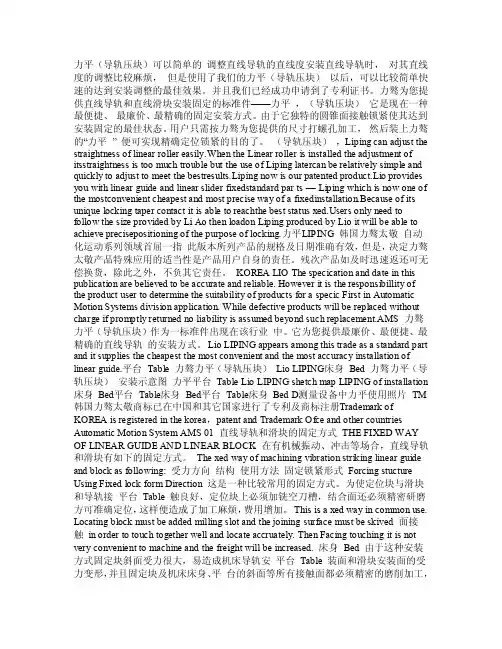
力平(导轨压块)可以简单的调整直线导轨的直线度安装直线导轨时,对其直线度的调整比较麻烦,但是使用了我们的力平(导轨压块)以后,可以比较简单快速的达到安装调整的最佳效果。
并且我们已经成功申请到了专利证书。
力骜为您提供直线导轨和直线滑块安装固定的标准件——力平,(导轨压块)它是现在一种最便捷、最廉价、最精确的固定安装方式。
由于它独特的圆锥面接触锁紧使其达到安装固定的最佳状态。
用户只需按力骜为您提供的尺寸打螺孔加工,然后装上力骜的“力平” 便可实现精确定位锁紧的目的了。
(导轨压块),Liping can adjust the straightness of linear roller easily.When the Linear roller is installed the adjustment of itsstraightness is too much trouble but the use of Liping latercan be relatively simple and quickly to adjust to meet the bestresults.Liping now is our patented product.Lio provides you with linear guide and linear slider fixedstandard par ts — Liping which is now one of the mostconvenient cheapest and most precise way of a fixedinstallation.Because of its unique locking taper contact it is able to reachthe best status ers only need to follow the size provided by Li Ao then loadon Liping produced by Lio it will be able to achieve precisepositioning of the purpose of locking.力平LIPING 韩国力骜太敬自动化运动系列领域首屈一指此版本所列产品的规格及日期准确有效,但是,决定力骜太敬产品特殊应用的适当性是产品用户自身的责任。