未注自由公差规定
- 格式:doc
- 大小:63.50 KB
- 文档页数:2
未注公差规定本规定适用于本公司设计文件上没有注明的相应尺寸公差,设计文件上对未注公差有要求的按设计文件执行。
对任一单一尺寸,如功能上要求比未注公差更小的公差或允许更大的公差并更为经济时,其相应的极限偏差要在相关的基本尺寸后注出。
对客户提供图纸的零部件及客户有特殊要求的零部件加工,其未注公差按客户要求。
一、冷冲压加工1、平冲压:按GB/T 1804-m(“GB/T1804-2000一般公差未注公差的线性和角度尺寸的公差”公差等级为m)2、成形冲压、弯管机弯管:按GB/T 1804-c(“GB/T1804-2000一般公差未注公差的线性和角度尺寸的公差”公差等级为c)3、冲压件形状和位置公差:按GB/T 13916-2002(冲压件形状和位置未注公差)2级公差等级。
详见标准。
二、冲压剪切下料冲压剪切下料,按JB/T 4381-1999(冲压剪切下料未注公差尺寸的极限偏差)规定:剪切宽度、剪切直线度、剪切垂直度的未注公差按JB/T4381-1999-B;剪切毛刺高度的未注公差按JB/T4381-1999-M。
详见标准。
三、切削加工1、车、铣、刨、磨、钻的线性尺寸未注公差按IT14级标准公差值。
轴类零件等被包容表面尺寸为负偏差,孔类零件等包容表面尺寸为正偏差,长度及中心距等暴露表面尺寸为±1/2 IT。
表6 切削加工线性尺寸未注公差值2、车、铣、刨、磨、钻的形位公差未注公差按GB/T1184-K(“形状和位置公差未注公差值”中的K级公差)规定。
详见标准。
四、焊接结构参照GB/T19804-2005(焊接结构的一般尺寸公差和形位公差)制定。
五、塑料件塑料模塑件的未注公差,参照GB/T 14486-2008(塑料模塑件尺寸公差)中未注公差制定。
六、模压橡胶制品模压橡胶制品(不包含精密的环形密封圈)的未注公差按GB/T3672.1-2002(橡胶制品的公差第1部分:尺寸公差)中的M3级公差F规定值。

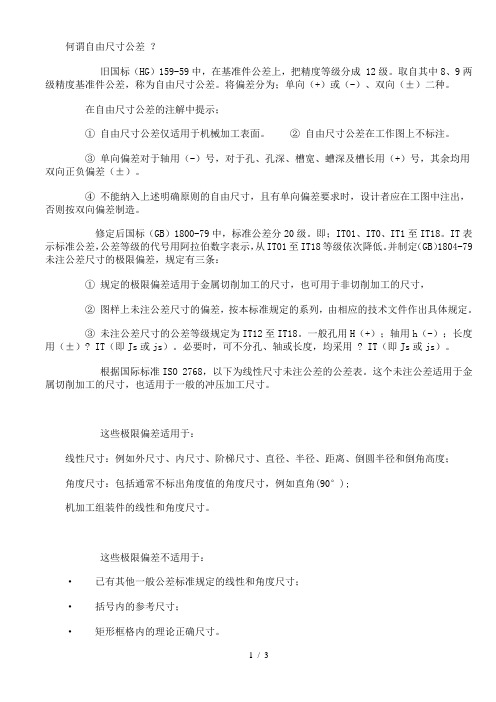
自由公差何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条;①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
线性尺寸的极限偏差数值公差等级尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 -m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4v(最粗级) - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8表2倒圆半径与倒角高度尺寸的极限偏差数值公差等级尺寸分段0.5~3 >3~6 >6~30 >30f(精密级) ±0.2 ±0.5 ±1 ±2m(中等级)c(粗糙级) ±0.4 ±1 ±2 ±4v(最粗级)表3角度尺寸的极限偏差数值公差等级长度分段≤10>10~50 >50~120 >120~400 >400f(精密级) ±1°±30' ±20' ±10' ±5'm(中等级)c(粗糙级) ±1°30' ±1°±30' ±15' ±10'v(最粗级) ±3°±2°±1°±30' ±20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。

关于自由公差的--即未注尺寸公差自由公差指图纸上没有标注公差等级或公差带尺寸的允许公差,它受默认精度控制,其公差取值范围一般根据零件生产工艺确定,一般来说,可以用IT12~13或GB/T1804中m级。
自由公差有基本尺寸和公差等级,一般称“未注尺寸公差”,是指在车间通常加工条件下可保证的公差,分精密f、中等m、粗糙c和最粗v共4个公差等级,参考国家标准为GB/T1804-2000。
标准规定公差应在图样标题栏附近、技术要求或技术文件(如企业标准)中标注标准号及公差等级代号,公差值大小依据公差等级和基本尺寸。
例如中等级尺寸段0.5~3和中等级尺寸段120~400极限偏差值分别为±0.1和±0.5,具体参考GB/T1804-2000。
1、机械加工未注公差(按m等级进行加工和检验)1.1 线性尺寸未注公差〔GB/T1804-1992〕1.2 角度尺寸的极限偏差数值:注:角度尺寸长度按角度短边长度确定,圆锥角按圆锥素线长度确定。
1.3 倒圆半径与倒角高度尺寸的极限偏差数值:1.4 直线度和平面度未注公差〔GB/T1184-1996〕1.5 垂直度未注公差〔GB/T1184-1996〕1.6 对称度未注公差〔GB/T1184-1996〕注:取两要素中较长者为基准,另一要素为被测要素。
1.7 圆跳动未注公差〔GB/T1184-1996〕1.6 其他形状和位置未注公差(1)圆度未注公差值等于标准直径公差值,但不能大于上表圆跳动值;(2)圆柱度未注公差值不作规定。
它由圆度、直线度和相对素线平行度误差组成;(3)同轴度未注公差值未作规定。
其公差值可使用径向圆跳动值;(4)线轮廓度、面轮廓度、倾斜度、位置度和全跳动未注公差均由各要素注出或未注形位公差、线性尺寸公差或角度公差控制。
1.7 表面粗糙度零件表面都应注明粗糙度等级。
如果较多表面为相同表面粗糙度等级,则集中在图样右上角标注,并加“其余”字样。
![[2016最新精品]未注公差的地...](https://img.taocdn.com/s1/m/2a76b81cba68a98271fe910ef12d2af90242a8f0.png)
未注公差的地方为自由公差。
自由公差带有表可查,不须记忆。
通常IT12~IT18为自由公差。
1.在零件图上的技术要求中,应该明确表明,未注尺寸公差按照GB/T 1804-2000 m级执行(这是举例)。
或者,未注尺寸公差按照GB/T 1800-1998 IT12执行。
机械设计里的未注公差国家标准有分f m c v 4种加工等级另外又有IT12-IT18标准为什么有的是标按IT几加工而有的而是按m级加工,两者选取时区别在哪里?这是对未注公差的两种不同的表达方法。
所谓“未注公差”,就是没有标注的公差:未注公差国家标准GB/T1840-2000中,分f(精密)m(中等)c(粗糙)v (最粗)四种加工等级,正由于这里不止一个选项,很明显假如设计者不指明按照那一种加工,那么加工者就不知道到底按照那一种加工。
所以设计者一般会在技术要求里注明诸如:未注公差按GB/T1840-m加工等等术语指明。
在实践中,特别是一些老的工程师喜欢用“未注公差按TI××加工”来表达,这是为什么呢?下面我举一个实例来说明问题,对同一个工件的未注公差有三种表达方法:第一种表示方法:未注公差按GB/T1840-m加工第二种表示方法:未注公差按IT12加工第三种表示方法:未注公差按±0.1加工(注:这条在基本尺寸差别不大的条件下才可用)第一种表示方法很规范,但“GB/T1840-m”具体的数值是多少呢?那就要求操作者还有一张未注公差的表。
此外操作者还必须准备一张标准公差等级的表,因为肯定有其他尺寸需要查的。
换一句话也就是说:操作者在加工这个工件时至少查二张表,这等于多给他一个出错的机会。
第二种表达方法也是规范的,它直接用公差等级来表达,公差等级表,操作者肯定有,包括查其它公差在内操作者只需要查一张表,对操作者来说,比前一种表达方法减少了一点麻烦。
第三种表达方法虽然不是特别严谨,但很实用,很受操作者欢迎,为了防止误解一般只在比较熟悉环境下使用。
何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;① 自由尺寸公差仅适用于机械加工表面。
② 自由尺寸公差在工作图上不标注。
③ 单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④ 不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条:① 规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,② 图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③ 未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值公差等级尺寸分段0.5~3 >3~6 >6~30 >30~120>120~400>400~1000>1000~2000>2000~4000f(精密级)±0.05±0.05±0.1±0.15±0.2±0.3±0.5- m(中等级)±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2 c(粗糙级)±0.2±0.3 ±0.5±0.8±1.2±2±3±4 v(最粗级)- ±0.5±1±1.5±2.5±4±6±8表2倒圆半径与倒角高度尺寸的极限偏差数值公差等级尺寸分段0.5~3 >3~6 >6~30 >30f(精密级)±0.2±0.5±1±2 m(中等级)c(粗糙级)±0.4±1±2±4 v(最粗级)表3角度尺寸的极限偏差数值公差等级长度分段≤10>10~50>50~120>120~400>400f(精密级)±1°±30'±20'±10'±5' m(中等级)c(粗糙级)±1°30'±1°±30'±15'±10' v(最粗级)±3°±2°±1°±30'±20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
未标注公差尺寸公差执行标准1.未标注公差尺寸模具尺寸公差为±0.05mm,形位公差为0.05(车、铣、数控)粗加工所有标注磨面的尺寸应单面留量+0.2---+0.3,若图纸标注留量大小,以图纸标注为准. 并按工艺要求留磨量。
划线钻孔,所有尺寸标注在磨面的尺寸应留量+0.2---+0.3或均匀留量钻孔径公差φ26以内+0.15(含φ26)φ26以上为+0.25孔位公差±0.3 超差算次品±0.5 超差算废品孔深公差±0.22.工装200mm以内公差±0.08200-500mm以内公差±0.12500mm以上公差±0.253.以上机加工未注形位公差的其公差为0.1,车床基孔制、基轴制标准检验.4.磨床形位公差为0.01未注公差尺寸的按±0.02加工.直角要求清角圆角半径为<R0.25. 表面粗糙度磨床表面粗糙度<车铣床表面粗糙度<,铰表面粗糙度<所有图纸表面粗糙度<按图纸加工,其余按加工.6.焊接件形位公差1米内1mm1米1mm1米以上2mm7.加工中心所有孔中心距、型面按图纸加工,表面粗糙度<,表面光滑无缺陷.8.线切割形位公差±0.03,表面粗糙度<,慢丝形位公差0.015,表面粗糙度<.9.如有工艺要求铣单边,铣垂直必须符合图纸尺寸.备注:1.下工序应检查上工序尺寸,确定无误再加工,如加工也一同按废品制度处理2.所有铣床能加工的面要在铣床上加工.不能转到其它工序上加工,若工艺有特殊要求的以工艺为准.3.所有标注公差的孔位孔深孔径应在数控机床上加工,若工艺有特殊要求的以工艺为准.数控未加工的所有孔由钻床完成,包括穿丝孔。
4.图纸和工艺有问题,应于车间沟通,确定后再加工.5.图纸技术要求留配磨量均按实际尺寸+0.5基础上再留磨量.1.所有未标注公差的按照单边留磨的基础上±0.1 (200以内)±0.15(200-500以内) ±0.3(500以上)例: 25可加工25.2∽25.6 单边留磨0.22.所有标注公差的按照单边留磨基础上+0.1两边+0.2 (上差加工)例:250.020可加工25.4∽25.63.铣床⊥∥“铣扁铣角六角”铣”减差”4.点眼划线按照工艺要求留量,特殊取中加工。
关于自由公差的--即未注尺寸公差自由公差指图纸上没有标注公差等级或公差带尺寸的允许公差,它受默认精度控制,其公差取值范围一般根据零件生产工艺确定,一般来说,可以用IT12~13或GB/T1804中m级。
自由公差有基本尺寸和公差等级,一般称“未注尺寸公差”,是指在车间通常加工条件下可保证的公差,分精密f、中等m、粗糙c和最粗v共4个公差等级,参考国家标准为GB/T1804-2000。
标准规定公差应在图样标题栏附近、技术要求或技术文件(如企业标准)中标注标准号及公差等级代号,公差值大小依据公差等级和基本尺寸。
例如中等级尺寸段0.5~3和中等级尺寸段120~400极限偏差值分别为±0.1和±0.5,具体参考GB/T1804-2000。
1、机械加工未注公差(按m等级进行加工和检验)1.1 线性尺寸未注公差〔GB/T1804-1992〕1.2 角度尺寸的极限偏差数值:注:角度尺寸长度按角度短边长度确定,圆锥角按圆锥素线长度确定。
1.3 倒圆半径与倒角高度尺寸的极限偏差数值:1.4 直线度和平面度未注公差〔GB/T1184-1996〕1.5 垂直度未注公差〔GB/T1184-1996〕1.6 对称度未注公差〔GB/T1184-1996〕注:取两要素中较长者为基准,另一要素为被测要素。
1.7 圆跳动未注公差〔GB/T1184-1996〕1.6 其他形状和位置未注公差(1)圆度未注公差值等于标准直径公差值,但不能大于上表圆跳动值;(2)圆柱度未注公差值不作规定。
它由圆度、直线度和相对素线平行度误差组成;(3)同轴度未注公差值未作规定。
其公差值可使用径向圆跳动值;(4)线轮廓度、面轮廓度、倾斜度、位置度和全跳动未注公差均由各要素注出或未注形位公差、线性尺寸公差或角度公差控制。
1.7 表面粗糙度零件表面都应注明粗糙度等级。
如果较多表面为相同表面粗糙度等级,则集中在图样右上角标注,并加“其余”字样。
1234自动化设备股份有限公司技术部相关标准规定(试行)2013年8月目录1 未注公差线性和角度尺寸的公差 (2)2 形状和位置公差未注公差 (3)3 焊接结构一般尺寸公差的未注公差 (4)4 钣金结构件未注公差 (7)5 剪切下料未注公差尺寸的极限偏差 (8)1关于《未注公差线性和角度尺寸的公差》的规定加工零件(采用GB/1804-m)1.1 线性尺寸的未注极限偏差数值(mm)1.2 倒圆半径和倒角高度尺寸的极限偏差数值(mm)1.3角度尺寸2 关于《形状和位置公差未注公差值》的规定加工零件(采用GB/T1184-K)2.1直线度和平面度的未注公差值(GB/T1184-K)(mm)2.2 垂直度未注公差值(GB/T1184-K)(mm)2.3对称度未注形位公差值(GB/T1184-K)(mm)2.4圆跳动的未注公差值(GB/T1184-K)(mm)3 关于《焊接结构的一般尺寸公差的未注公差》的规定3.1 未注线性尺寸公差(采用公差等级B级)3.2 对角线公差(采用公差等级A级)3.3 未注角度公差(采用公差等级A级)3.4直线度、平面度和平行度公差(采用公差等级F级)(mm)4关于《钣金结构件未注公差》的规定(JB/T6753.1-1993)4.1线性尺寸的未注公差(表1 单位mm)4.2 对角线线性尺寸(表2 单位mm)4.3垂直度的未注公差(表3 单位mm)5剪切下料未注公差尺寸的极限偏差(JB/T4381-2011)5.1 剪切宽度极限偏差(单位:mm)5.2 剪切直线度公差(采用B级)(单位:mm)5.3 剪切垂直度公差(采用B级)(单位:mm)5.4剪切毛刺高度允许值(采用M级)(单位:mm)。
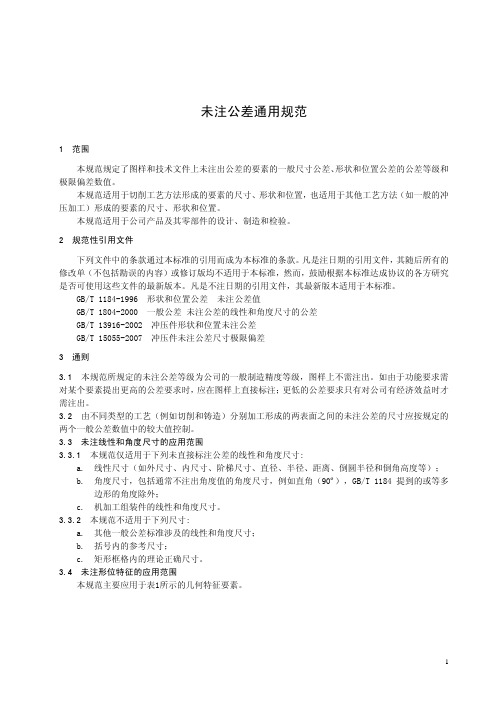
未注公差通用规范1 范围本规范规定了图样和技术文件上未注出公差的要素的一般尺寸公差、形状和位置公差的公差等级和极限偏差数值。
本规范适用于切削工艺方法形成的要素的尺寸、形状和位置,也适用于其他工艺方法(如一般的冲压加工形成的要素的尺寸、形状和位置。
本规范适用于公司产品及其零部件的设计、制造和检验。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1184-1996 形状和位置公差未注公差值GB/T 1804-2000 一般公差未注公差的线性和角度尺寸的公差GB/T 13916-2002 冲压件形状和位置未注公差GB/T 15055-2007 冲压件未注公差尺寸极限偏差3 通则3.1 本规范所规定的未注公差等级为公司的一般制造精度等级,图样上不需注出。
如由于功能要求需对某个要素提出更高的公差要求时,应在图样上直接标注;更低的公差要求只有对公司有经济效益时才需注出。
3.2 由不同类型的工艺(例如切削和铸造分别加工形成的两表面之间的未注公差的尺寸应按规定的两个一般公差数值中的较大值控制。
3.3 未注线性和角度尺寸的应用范围3.3.1 本规范仅适用于下列未直接标注公差的线性和角度尺寸:a. 线性尺寸(如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度等;b. 角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90º,GB/T 1184提到的或等多边形的角度除外;c. 机加工组装件的线性和角度尺寸。
3.3.2 本规范不适用于下列尺寸:a. 其他一般公差标准涉及的线性和角度尺寸;b. 括号内的参考尺寸;c. 矩形框格内的理论正确尺寸。
3.4 未注形位特征的应用范围本规范主要应用于表1所示的几何特征要素。
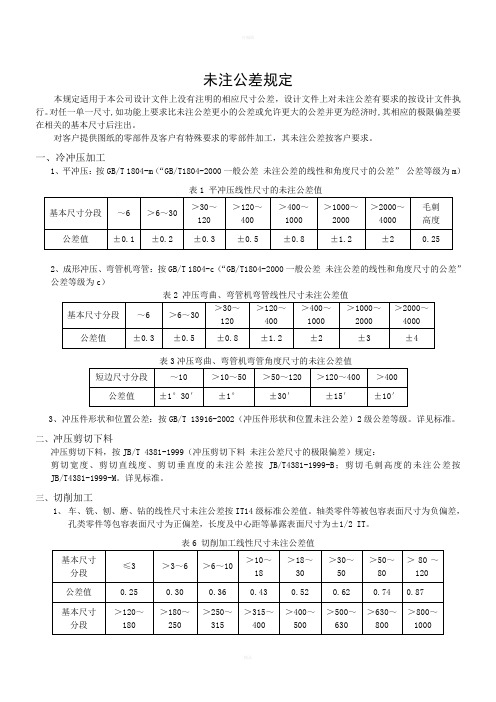
未注公差规定
本规定适用于本公司设计文件上没有注明的相应尺寸公差,设计文件上对未注公差有要求的按设计文件执行。
对任一单一尺寸,如功能上要求比未注公差更小的公差或允许更大的公差并更为经济时,其相应的极限偏差要在相关的基本尺寸后注出。
对客户提供图纸的零部件及客户有特殊要求的零部件加工,其未注公差按客户要求。
一、冷冲压加工
1、平冲压:按GB/T 1804-m(“GB/T1804-2000一般公差未注公差的线性和角度尺寸的公差”公差等级为m)
2、成形冲压、弯管机弯管:按GB/T 1804-c(“GB/T1804-2000一般公差未注公差的线性和角度尺寸的公差”
公差等级为c)
3、冲压件形状和位置公差:按GB/T 13916-2002(冲压件形状和位置未注公差)2级公差等级。
详见标准。
二、冲压剪切下料
冲压剪切下料,按JB/T 4381-1999(冲压剪切下料未注公差尺寸的极限偏差)规定:
剪切宽度、剪切直线度、剪切垂直度的未注公差按JB/T4381-1999-B;剪切毛刺高度的未注公差按JB/T4381-1999-M。
详见标准。
三、切削加工
1、车、铣、刨、磨、钻的线性尺寸未注公差按IT14级标准公差值。
轴类零件等被包容表面尺寸为负偏差,
孔类零件等包容表面尺寸为正偏差,长度及中心距等暴露表面尺寸为±1/2 IT。
表6 切削加工线性尺寸未注公差值
2、车、铣、刨、磨、钻的形位公差未注公差按GB/T1184-K(“形状和位置公差未注公差值”中的K级公差)
规定。
详见标准。
四、焊接结构
参照GB/T19804-2005(焊接结构的一般尺寸公差和形位公差)制定。
表7焊接线性尺寸未注公差表
表8焊接角度尺寸未注公差表
表9 焊接直线度、平面度、平行度未注公差表
五、塑料件
塑料模塑件的未注公差,参照GB/T 14486-2008(塑料模塑件尺寸公差)中未注公差制定。
表8注射成型件尺寸未注公差值
表9吹塑成型件尺寸未注公差值
六、模压橡胶制品
模压橡胶制品(不包含精密的环形密封圈)的未注公差按GB/T3672.1-2002(橡胶制品的公差第1部分:尺寸公差)中的M3级公差F规定值。
判定:除另有规定,超出未注公差的工件如未达到损害其功能时,通常不应判定拒收。