第一篇金属的铸造成形工艺wg
- 格式:ppt
- 大小:18.21 MB
- 文档页数:25
1. 金属的液态成形(铸造)1.0概述将金属材料加热到高温熔化状态,然后采取一定的成形方法,待其冷却、凝固后获得所需金属制品,这种制造金属毛坯的过程称为金属的液态成形。
金属的液态成形除了铸造之外,还有液态模锻。
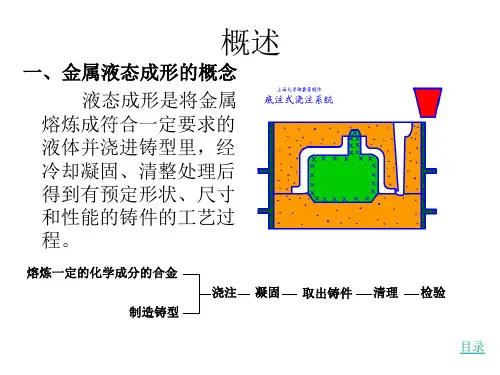
1.0.1铸造的定义铸造是指将液态合金浇注到与零件的形状、尺寸相适应的铸型型腔中,待其冷却凝固后,获得所需形状、尺寸和性能的毛坯或零件的金属液态成形方法。
它是生产机器零件毛坯的主要方法之一。
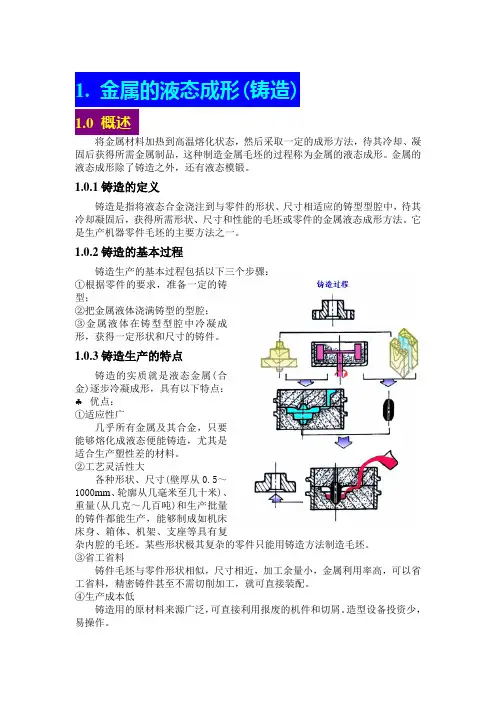
1.0.2铸造的基本过程铸造生产的基本过程包括以下三个步骤:①根据零件的要求,准备一定的铸型;②把金属液体浇满铸型的型腔;③金属液体在铸型型腔中冷凝成形,获得一定形状和尺寸的铸件。
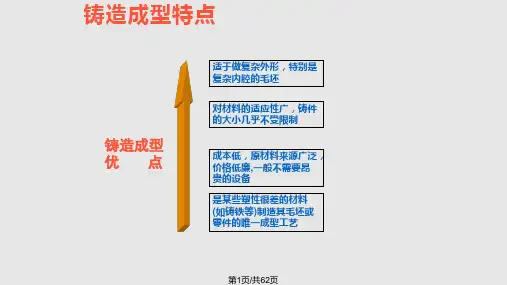
1.0.3铸造生产的特点铸造的实质就是液态金属(合金)逐步冷凝成形,具有以下特点:优点:①适应性广几乎所有金属及其合金,只要能够熔化成液态便能铸造,尤其是适合生产塑性差的材料。
②工艺灵活性大各种形状、尺寸(壁厚从0.5~1000mm、轮廓从几毫米至几十米)、重量(从几克~几百吨)和生产批量的铸件都能生产,能够制成如机床床身、箱体、机架、支座等具有复杂内腔的毛坯。
某些形状极其复杂的零件只能用铸造方法制造毛坯。
③省工省料铸件毛坯与零件形状相似,尺寸相近,加工余量小,金属利用率高,可以省工省料,精密铸件甚至不需切削加工,就可直接装配。
④生产成本低铸造用的原材料来源广泛,可直接利用报废的机件和切屑。
造型设备投资少,易操作。
缺点:①铸件内部晶粒比较粗大,组织疏松,容易产生气孔、夹渣等铸造缺陷,机械性能和可靠性不如锻件,尤其是冲击韧性较差,不宜制造受冲击或交变载荷作用的零件。
②生产过程比较复杂,工序多且一些工艺过程难以精确控制,铸件质量不稳定,废品率较高。
③工人劳动强度大,劳动条件差。
1.0.4铸造生产的发展历史我国是世界上最早掌握铸造生产的文明古国之一。
早在三千多年前,青铜铸器已有应用,二千五百多年前,铸铁工具也已相当普遍。
我国劳动人民对世界铸造业的三大贡献(三大铸造技术):泥型铸造(砂型铸造)、铁型铸造(金属型铸造)、失蜡铸造(熔模铸造)。
第一章1.合金的铸造性能合金的铸造性能是指合金在铸造过程中获得外形准确、内部健全铸件的能力。
包括流动性、收缩性、吸气性及偏析等性能。
液态合金填充铸型的过程称为充型。
充型能力不足,易产生浇不到、冷隔等缺陷。
影响充型能力的因素:•1)、合金的流动•2)、浇注条件:①浇注温度:浇注温度对合金流动性的影响很显著。
浇注温度越高,越有利提高合金的流动性。
但浇注温度过高,会导致铸件产生缩孔、缩松、气孔和粘砂等缺陷,薄壁复杂铸件或流动性较差的合金适当提高浇注温度来提高流动性。
②浇注压力:增大浇注压力显然可改善流动性。
•3)、铸型充填条件①铸型导热能力:金属型导热能力强,容易降低合金的流动性。
而干砂型,特别是将铸型在加热状态下浇注金属液时,其合金的流动性将显著增加。
②铸型的阻力:铸型内反压力增大,将导致铸型对金属液流动的阻力增加,从而降低合金流动性。
2.合金的流动性是指液态金属的流动能力,在铸造时是指液态合金充填铸型型腔的能力。
1)共晶成分合金的流动性最好2)非共晶成分合金的流动性较差合金的凝固温度范围越大,树枝晶越发达,其流动性也越差。
影响金属粘度的成分对流动性有影响。
如P和S。
P:降低粘度,有冷脆。
S:使粘度增加。
3.合金从浇注、凝固直至冷却到室温的过程中,其体积或尺寸缩减的现象,称为收缩。
收缩经历如下三个阶段:(1)液态收缩ε液(2)凝固收缩ε凝(以体收缩率表示,是缩孔及缩松的基本原因。
)(3)固态收缩ε固:以线收缩率表示,是应力、变形及裂纹的基本原因。
铸钢收缩率最高,而灰铸铁最小。
4. 铸件中的缩孔与缩松:(1)缩孔和缩松的形成①缩孔的形成:纯金属和共晶成分的合金,易形成集中的缩孔。
②缩松的形成:凝固温度范围大的合金,缩松倾向大。
缩松分为宏观缩松和显微缩松两种。
(2)缩孔和缩松的防止:①缩孔的防止:其具体办法是:采用冒口和冷铁,控制铸件定向凝固。
②缩松的防止:采用在热节处安放冷铁或在局部砂型表面涂激冷涂料,加大铸件的冷却速度;或用加大结晶压力,以破碎枝晶,减少其对金属液流动的阻力,从而达到部分防止缩松的效果。
![金属铸造工艺论文[五篇范例]](https://uimg.taocdn.com/3199c111ef06eff9aef8941ea76e58fafab045d4.webp)
金属铸造工艺论文[五篇范例]第一篇:金属铸造工艺论文金属铸造工艺论文摘要:铸造是将通过熔炼的金属液体浇注入铸型内,经冷却凝固获得所需形状和性能的零件的制作过程。
铸造是常用的制造方法,铸造是一种古老的制造方法,在我国可以追溯到6000年前。
随着工业技术的发展,铸大型铸件的质量直接影响着产品的质量,因此,铸造在机械制造业中占有重要的地位。
由零件的结构特点,提出多种浇注和分型方案,综合对比分析,选择最为理想的浇注位置及分型面。
制定出详细的铸造工艺方案。
关键字:铸造工艺性;铸造工艺方案;铸造工艺参数;补缩系统;浇注系统铸造工艺种类:铸造工艺可分为重力铸造、压力铸造、砂型铸造、压铸、熔模铸造和消失模铸造。
铸造方法常用的是砂型铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造等。
各种特种铸造方法均有其突出的特点和一定的局限性,对铸件结构也各有各自的特殊要求。
重力铸造重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。
压力铸造压力铸造是指金属液在其他外力(不含重力)的作用下注入铸型的工艺。
广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。
这几种铸造工艺是目前有色金属铸造中最常用的、也是相对价格最低的。
砂型铸造砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。
砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。
砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。
砂型铸造用的模具,以前多用木材制作,通称木模。
木模缺点是易变形、易损坏;除单件生产的砂型铸件外,可以使用尺寸精度较高,并且使用寿命较长的铝合金模具或树脂模具。
虽然价格有所提高,但仍比金属型铸造用的模具便宜得多,在小批量及大件生产中,价格优势尤为突出。
金属型铸造1. 引言金属型铸造是一种常见的工艺方法,用于制造金属零件和构件。
它涉及到将熔融金属倒入预先制备好的金属模具中,然后让其冷却和凝固。
金属型铸造可以提供各种形状和尺寸的金属零件,用于不同的工业领域。
在本文中,将对金属型铸造的过程和应用进行详细介绍。
2. 金属型铸造的过程金属型铸造的过程主要包括以下几个步骤:2.1 模具制备在金属型铸造中,模具是非常重要的。
模具可以根据所需的零件形状和尺寸,制备出适当的模具。
通常情况下,模具由耐高温材料制成,以便能够承受熔融金属的高温和压力。
2.2 熔炼金属金属型铸造的下一步是熔炼金属。
通常情况下,所用的金属是先通过高温加热熔化,然后加入合适的合金元素来改变其特性。
熔炼后的金属成为熔融金属,准备好注入模具。
2.3 注入模具一旦熔融金属准备好,它会被小心地倾倒到预先准备好的模具中。
倾倒过程需要小心操作,以确保熔融金属充满整个模具,同时避免产生气泡或其他缺陷。
2.4 冷却和凝固倾倒完熔融金属后,需要等待一段时间,让金属冷却和凝固。
这个过程很关键,因为它决定了最终金属零件的质量和特性。
冷却时间可以根据金属的类型和大小来确定。
2.5 模具分离一旦金属零件完全冷却和凝固,模具可以被分离。
通常情况下,模具被轻轻敲击或使用工具来分离。
这样就可以得到金属零件的最终形态。
3. 金属型铸造的应用金属型铸造在各个行业都有广泛的应用。
以下是一些常见的应用领域:3.1 汽车工业金属型铸造是汽车工业中最常见的工艺方法之一。
它可以用于制造发动机零件、车架和其他重要组件。
金属型铸造可以提供高强度和精度的零件,以满足汽车工业的要求。
3.2 航空航天工业在航空航天工业中,金属型铸造被广泛应用于制造航空发动机零件和飞行器构件。
这些零件需要具备高强度和耐高温性能,金属型铸造可以满足这些要求。
3.3 医疗器械金属型铸造在医疗器械制造中也扮演着重要角色。
例如,人工关节和牙科种植物等零件通常使用金属型铸造来制造。
第三篇材料的焊接成形工艺第十章熔焊工艺§10-1 概述一、焊接成形原理及特点1.成形原理其过程实质是用加热或加压等手段,借助于金属原子的结合与扩散作用,使分离的材料牢固地连接起来——不可拆连接。
2.成形特点①可将大而复杂的结构分解为小而简单的坯料拼焊;如:汽车车身的焊装生产过程;②可实现不同材料间的连接成形;如:气门杆的复合结构③特殊结构的生产;如:核电站锅炉——只有焊接④结构重量轻但不可折,更换零件不便,且易产生残余应力、裂纹、夹渣、气孔等。
我国焊接在新中国成立后才发展起来,小到集成电路基片与引脚,大到720吨大型水轮机、工作轮、汽车、飞机、火箭、飞船、卫星等。
二、焊接工艺分类根据焊接过程的工艺特点,分为:熔焊、压焊、钎焊及封粘熔焊:电弧焊(手弧焊、气体保护焊、埋弧焊)电渣焊电子束焊激光焊等离子弧焊压焊:电阻焊摩擦焊超声波焊爆炸焊扩散焊高频焊锌焊及封粘:软钎焊硬钎焊封接粘接三、应用1.金属结构的焊接(如锅炉汽包的焊接结构)2.机械零件的焊接如:焊接齿轮(管板焊接)§10-2 熔焊原理及过程一、熔焊的本质及特点①本质——小熔池熔炼与冷凝,是金属熔化与结晶的过程(图10-2)熔焊过程示意图图a 熔池的形成——温度达到材料熔点,母材、焊丝熔化形成溶池图b 热影响区形成——母材受到热影响,组织和性能发生变化,形成热影响区。
图c 熔池结晶——热源移走后,熔池结晶成柱状晶。
②熔池存在时间短,温度高,冶金过程不充分,氧化严重,热影响巨大。
③冷却速度快,结晶后易生成粗大的柱状晶。
二、熔焊的三要素合适的热源——能量要集中,温度要高,快速熔化良好的熔池保护——渣保护、气保护、渣——气联合保护焊缝填充金属——焊芯、焊丝(一)热源1.电弧——两电极之间强烈而持久的气体放电现象(图10-3)气体放电曲线图气体放电:非自持放电自持放电暗放电辉光放电电弧放电其中,电弧放电——电压最低,电流最大,温度最高,发光最强,故将此作热源,既安全,加热效率也高。