第三章金属的铸造成形工艺
- 格式:ppt
- 大小:4.25 MB
- 文档页数:64
金属工艺铸造课程设计一、课程目标知识目标:1. 学生能理解金属工艺铸造的基本概念,掌握铸造工艺的种类及其特点;2. 学生能掌握金属材料的性质及选用原则,了解其在铸造中的应用;3. 学生能了解铸造过程中的关键技术,如模具设计、浇注、冷却等。
技能目标:1. 学生能运用所学知识,设计简单的金属铸件,并进行铸造实验;2. 学生能掌握金属铸造的基本操作技巧,提高动手实践能力;3. 学生能通过观察和分析,解决金属铸造过程中出现的问题。
情感态度价值观目标:1. 学生培养对金属工艺铸造的兴趣,激发探索精神和创新意识;2. 学生在团队协作中,学会沟通、交流和合作,培养集体荣誉感;3. 学生认识到金属工艺铸造在生活中的应用,增强对传统工艺的尊重和传承意识。
课程性质:本课程为实践性较强的学科,结合理论知识和动手操作,培养学生的实际应用能力。
学生特点:初三学生具备一定的物理知识和动手能力,对新鲜事物充满好奇,善于观察和思考。
教学要求:教师需引导学生将理论知识与实际操作相结合,注重培养学生的动手实践能力和创新精神。
通过课程学习,使学生能够独立完成金属铸件的设计与制作,提高综合运用知识的能力。
同时,关注学生在课程学习中的情感态度价值观的培养,使他们在学习过程中形成积极向上的人生态度。
二、教学内容1. 金属工艺铸造基本概念:包括铸造的定义、分类及其特点,使学生了解铸造工艺的广泛应用。
教材章节:第一章 金属工艺铸造概述2. 金属材料的性质及选用:介绍常见金属材料的物理和化学性质,以及选用原则,为学生设计铸件提供参考。
教材章节:第二章 金属材料及选用3. 铸造工艺过程:讲解铸造过程中的关键技术,如模具设计、浇注、冷却等,让学生掌握铸造的基本操作。
教材章节:第三章 铸造工艺过程4. 铸造缺陷及其防止:分析铸造过程中可能出现的缺陷,探讨缺陷防止措施,提高学生解决实际问题的能力。
教材章节:第四章 铸造缺陷与防止5. 铸件设计:结合所学知识,指导学生进行简单的铸件设计,培养学生的创新意识和实际应用能力。

机械制造工艺学电子教案第一章:机械制造工艺学概述1.1 课程介绍了解机械制造工艺学的定义、内容、目的和意义。
理解机械制造工艺学在工程领域的应用。
1.2 机械制造工艺过程介绍机械制造工艺过程的基本概念。
理解工艺过程的分类和特点。
1.3 机械制造工艺参数学习工艺参数的定义和作用。
掌握主要工艺参数的计算和应用。
第二章:铸造工艺2.1 铸造工艺基础了解铸造工艺的定义、特点和应用。
学习铸造工艺的基本原理和过程。
2.2 铸造工艺参数掌握铸造工艺参数的定义和作用。
学习主要铸造工艺参数的计算和应用。
2.3 铸造工艺设计理解铸造工艺设计的意义和目的。
学习铸造工艺设计的步骤和方法。
第三章:金属塑性成形工艺3.1 金属塑性成形工艺基础了解金属塑性成形工艺的定义、特点和应用。
学习金属塑性成形工艺的基本原理和过程。
3.2 金属塑性成形工艺参数掌握金属塑性成形工艺参数的定义和作用。
学习主要金属塑性成形工艺参数的计算和应用。
3.3 金属塑性成形工艺设计理解金属塑性成形工艺设计的意义和目的。
学习金属塑性成形工艺设计的步骤和方法。
第四章:焊接工艺4.1 焊接工艺基础了解焊接工艺的定义、特点和应用。
学习焊接工艺的基本原理和过程。
4.2 焊接工艺参数掌握焊接工艺参数的定义和作用。
学习主要焊接工艺参数的计算和应用。
4.3 焊接工艺设计理解焊接工艺设计的意义和目的。
学习焊接工艺设计的步骤和方法。
第五章:机械加工工艺5.1 机械加工工艺基础了解机械加工工艺的定义、特点和应用。
学习机械加工工艺的基本原理和过程。
5.2 机械加工工艺参数掌握机械加工工艺参数的定义和作用。
学习主要机械加工工艺参数的计算和应用。
5.3 机械加工工艺设计理解机械加工工艺设计的意义和目的。
学习机械加工工艺设计的步骤和方法。
第六章:机械装配工艺6.1 机械装配工艺基础了解机械装配工艺的定义、特点和应用。
学习机械装配工艺的基本原理和过程。
6.2 装配工艺参数掌握装配工艺参数的定义和作用。
金属工艺学作业本姓名: 姚喜林班级: 09级机械设计制造及其自动化6班 学号: 20091399第一章 铸造成形工艺理论基础1.述铸造成形的实质及优缺点。
铸造是一种将液态金属浇入铸型型腔,冷凝后获得毛坯或零件的成形工艺。
铸造成形工艺的优点是:(1)适合制造形状复杂,特别是内腔形状复杂的铸件。
(2)铸件的大小几乎不受限制。
(3)可使用的材料范围广,凡能熔化成液态的金属材料几乎均可用于铸造。
铸造成型工艺的缺点是:(1)组织性能差,铸件晶粒粗大,不均匀,力学性能差,制造工序繁多,易于产生铸造缺陷。
(2)工作条件差,劳动强度高。
3.何谓同时凝固原则和定向凝固原则?试对图1所示阶梯型试块铸件设计浇注系统和冒口及冷铁,使其实现定向凝固。
同时凝固原则是指使型腔内各部分金属液温差很小,同时进行凝固的原则;定向凝固原则是在熔模铸造型壳中建立特定方向的温度梯度,使熔融合金沿着与热流方向相反的方向按照要求的结晶取向凝固的一种铸造工艺。
第二章 常用铸造合金及其熔炼1、某铸件壁厚有5mm,20mm,52mm三种,要求铸件各处的抗拉强度都能达到150MPa,若选150牌号的灰铸铁为材质,能否满足要求?不能;查表《灰铸铁的抗拉强度,特性及应用举例》可知:壁厚为5mm对应的材质为牌号HT150的铸件壁厚范围为2.5~10mm,相对应的抗拉强度为不小于175MPa,与应用抗拉强度范围0~150MPa无交集,故能满足性能要求。
壁厚为20mm对应的材质为牌号HT150的铸件壁厚范围为20~30mm,相对应的抗拉强度为不小于130MPa,与应用抗拉强度范围0~150MPa有交集,故不能满足性能要求。
壁厚为52mm对应的材质为牌号HT150的铸件壁厚范围为30~50mm,相对应的抗拉强度为不小于120MPa,与应用抗拉强度范围0~150MPa有交集,故不能满足性能要求。
综上所诉要求铸件各处的抗拉强度都能达到150MPa,选取HT150牌号的灰铸铁不能满足性能要求。
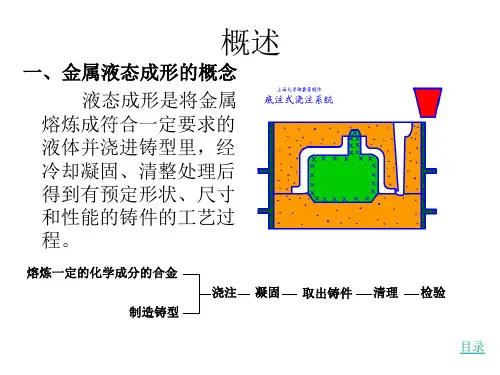
铸造工艺说明书第一章:引言铸造工艺是一项广泛应用于工程领域的制造技术,通过将熔融金属或合金注入到模具中,使其冷却凝固,并最终制成所需产品。
本说明书将详细介绍铸造工艺的操作步骤、工艺参数以及注意事项,以便操作人员能够正确、安全地进行铸造生产。
第二章:工艺流程2.1 模具准备在进行铸造之前,需要准备好适合产品尺寸和形状的模具。
模具可以由金属、木材、陶瓷等材料制成,必须具备足够的强度和耐磨性。
2.2 熔炼金属选择合适的金属或合金材料,并将它们放入熔炉中进行熔炼。
在熔炉中,要控制好熔炼温度和保持合金的均匀性。
2.3 模具喷涂与预热在将熔融金属注入模具之前,需要对模具进行喷涂以防止粘连,并对其进行适当的预热,以减少温度应力和提高铸件的质量。
2.4 熔融金属注入将熔融金属以适当的速度和流量注入模具中,注意保持注入的均匀性,避免气泡和杂质的产生。
2.5 冷却与凝固注入模具后,需要将其冷却至合适的温度使其凝固。
根据产品要求和金属性质,确定合适的冷却时间和冷却方法。
2.6 去除模具与后续处理待铸件完全凝固后,需将其取出模具,可以采用敲击、挤压或使用专用工具进行取模。
之后,可以进行热处理、喷砂、机加工等后续处理以得到符合要求的最终产品。
第三章:工艺参数3.1 熔炼温度不同材料对应不同的熔点,根据金属或合金的材质,设定适当的熔炼温度以保证材料完全熔化并维持其液态状态。
3.2 注入速度注入速度的控制对于铸件质量至关重要。
过快的注入速度可能引起气泡、渣滓的产生,而过慢则可能导致填充不充分。
根据铸件的形状和尺寸,确定合适的注入速度。
3.3 冷却时间冷却时间影响铸件的组织结构和力学性能。
过长的冷却时间可能导致产生内部应力和缺陷,而过短则可能导致铸件质量下降。
根据金属的特性和产品要求,设定合适的冷却时间。
3.4 预热温度预热温度能够减少模具表面的粘附和热应力,提高铸件表面的光洁度和质量。
根据模具材料和产品要求,确定合适的预热温度。
铸造工艺操作规程第一章总则第一条为规范铸造工艺操作,确保生产过程的安全、质量和效益,特制定本规程。
第二条铸造工艺操作规程(以下简称规程)适用于铸造生产过程中的各个环节。
第三条规程的制定主要依据国家相关标准、法律法规和公司内部要求。
第四条违反规程的铸造工艺操作行为,将按照公司相关制度进行处罚,情节严重的将追究责任。
第二章生产准备第五条铸造工艺操作前,必须做好生产准备工作,包括材料准备、设备准备和人员组织。
第六条材料准备应按照工艺要求进行,材料必须符合国家标准和规范。
第七条设备准备应确保设备的正常运行和安全性能,必要时进行维修和保养。
第八条人员组织要合理安排,确保操作人员经过培训和合格考核,具备相关技能和操作经验。
第九条高温和有毒有害物质的准备和处理要合理安排,严格遵守安全操作规程。
第三章铸造工艺操作规程第十条铸造工艺操作过程中必须遵守以下规程:(一)严格按照工艺流程进行操作,严禁擅自更改或跳过工艺步骤。
(二)保持操作区域的整洁、干净,防止杂物进入工艺流程。
(三)确保操作人员穿戴统一的劳动防护用具,如手套、护目镜、防护服等。
(四)严禁无证上岗和酒后操作,操作人员必须保持良好的工作状态。
(五)严格遵守有关火灾预防规定,禁止在操作区域吸烟、使用明火等危险行为。
(六)操作过程中,要及时记录操作参数和异常情况,并向上级汇报。
(七)遵循能耗和环保要求,控制能源消耗,合理利用资源。
第四章质量控制第十一条铸造工艺操作中必须严格执行质量控制措施,确保产品质量符合要求。
第十二条在生产过程中,必须对原材料进行质量检查,严禁使用不合格材料。
第十三条操作人员必须按照质量控制要求,进行操作记录和产品检验,确保产品合格。
第十四条必要时,要进行工艺过程控制,包括温度、时间和速度等参数的调整。
第十五条接受质检部门的监督和检查,按照规定提交样品和资料。
第五章安全保障第十六条在铸造工艺操作过程中,必须严格遵守安全规定,确保安全生产。
第十七条在高温环境操作时,必须做好防火防烫措施,保证操作人员的人身安全。