Moldflow设计指南 浇口及浇注系统
- 格式:pdf
- 大小:1.83 MB
- 文档页数:69
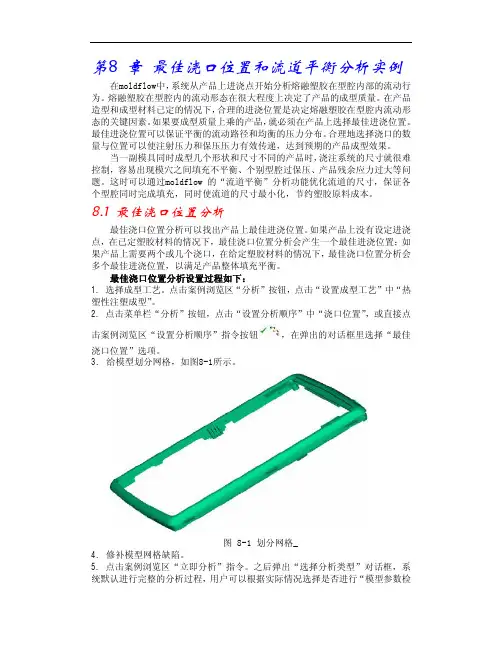
第8 章最佳浇口位置和流道平衡分析实例在moldflow中,系统从产品上进浇点开始分析熔融塑胶在型腔内部的流动行为。
熔融塑胶在型腔内的流动形态在很大程度上决定了产品的成型质量。
在产品造型和成型材料已定的情况下,合理的进浇位置是决定熔融塑胶在型腔内流动形态的关键因素。
如果要成型质量上乘的产品,就必须在产品上选择最佳进浇位置。
最佳进浇位置可以保证平衡的流动路径和均衡的压力分布。
合理地选择浇口的数量与位置可以使注射压力和保压压力有效传递,达到预期的产品成型效果。
当一副模具同时成型几个形状和尺寸不同的产品时,浇注系统的尺寸就很难控制,容易出现模穴之间填充不平衡、个别型腔过保压、产品残余应力过大等问题。
这时可以通过moldflow 的“流道平衡”分析功能优化流道的尺寸,保证各个型腔同时完成填充,同时使流道的尺寸最小化,节约塑胶原料成本。
8.1 最佳浇口位置分析最佳浇口位置分析可以找出产品上最佳进浇位置。
如果产品上没有设定进浇点,在已定塑胶材料的情况下,最佳浇口位置分析会产生一个最佳进浇位置;如果产品上需要两个或几个浇口,在给定塑胶材料的情况下,最佳浇口位置分析会多个最佳进浇位置,以满足产品整体填充平衡。
最佳浇口位置分析设置过程如下:1. 选择成型工艺。
点击案例浏览区“分析”按钮,点击“设置成型工艺”中“热塑性注塑成型”。
2. 点击菜单栏“分析”按钮,点击“设置分析顺序”中“浇口位置”,或直接点击案例浏览区“设置分析顺序”指令按钮验”的分析。
点击“确定”,分析正式开始。
勾选案例浏览区中“日志”,用鼠标将主窗口下边缘向上拖动直到顶部,查看屏幕输出结果。
8.2 最佳浇口位置分析结果解析图 8-2 最佳进浇位置显示勾选,在主窗口显示产品模型。
红色区域为最佳进浇位置,相比之下,其它颜色区域进浇合理性均低于红色区域,其中蓝色区域进浇合理性最差,如图8-2 所示。
在案例浏览区点击“工艺”,将主窗口下边缘向上拖动,在屏幕结果输出中查看经系统得出的最佳进浇点,如8-3所示,显示本产品的最佳进浇点在节点N9560附近。
主讲:匡唐清华东交通大学材料工程系Moldflow简介⏹MoldFlow软件是澳大利亚MOLDFLOW公司的产品,该公司自1976年发行了世界上第一套塑料注塑成型流动分析软件以来,一直主导塑料成型CAE软件市场。
2000年4月,收购了美国AC-Tech公司开发的世界著名的塑料成型分析软件C-Mold,推出了MPI3.0,该软件综合了Moldflow 和C-Mold的功能。
2008年5月1日,Moldflow被Autodesk收购。
⏹经过30多年的持续努力和发展,Moldflow已成为全球塑料行业公认的分析标准。
企业通过Moldflow这一有效的优化设计制造的工具,可将优化设计贯穿于设计制造的全过程,彻底改变传统的依靠经验的“试错”的设计模式,使产品的设计和制造尽在掌握之中。
Moldflow为企业产品的设计及制造的优化提供了整体的解决方案,帮助工程人员轻松的完成整个流程中各个关键点的优化工作。
Moldflow简介⏹2011年5月,欧特克公司宣布推出Autodesk Moldflow 2012版,该软件包括:⏹Autodesk MoldFlow Insight(Moldflow高级成型分析专家,简称AMI)⏹Autodesk MoldFlow Advisers(Moldflow塑件顾问,简称AMA)⏹Autodesk MoldFlow Design Link(设计链接,简称MDL)⏹Autodesk MoldFlow CAD Doctor⏹Autodesk MoldFlow Structural Alliance(结构关联,简称MSA)⏹Autodesk MoldFlow Communicator(Moldflow浏览器,简称AMC),翻译人员主要内容☐聚合物在注射模塑中的流动行为☐成型条件与注射压力☐熔体充模图☐Moldflow设计原则☐Moldflow网格技术☐产品设计☐浇口设计☐浇注系统设计☐冷却系统设计☐收缩与翘曲☐Moldflow设计流程☐制件缺陷聚合物在注射模塑中的流动行为 注射过程⏹注射过程➢充填阶段:➢压实阶段:熔体具有可压缩性(约15%)➢补缩阶段:熔-固转变有体积收缩(约25%)⏹注射过程➢充填阶段⏹流动形态●喷泉流动:通道内为向前流动,流动前沿为向外流动●表层分子取向程度低⏹注射过程➢充填阶段⏹热平衡●冻结层厚度一定时,由熔体流动带来的热输入及剪切热与由热传导进入模具的热损失之间会达到平衡●注射速率、料温、模温对冻结层厚度的影响⏹注射过程➢充填阶段⏹分子取向●剪切速率分布⏹注射过程➢充填阶段⏹分子取向●分子取向分布→●残余应力分布(超过屈服强度则引起翘曲变形)表层熔体(来自喷泉流中心)快速冻结,取向程度低次表层熔体剪切应力大,停止流动时即冻结,取向程度高中心熔体剪切应力小,熔体冷却慢,取向程度低取向程度高,收缩大;取向程度低,收缩小外部受拉应力,内部受压应力⏹注射过程➢压实阶段⏹压力控制,建立起模腔压力,熔体流速降低,冻结层厚度增加⏹模腔静水压增大(静水压本身不在制件内留下任何残余应力)⏹注射过程➢补缩阶段⏹不稳定流动●温度不稳定→●流动不稳定→●河流状的补料流→●取向收缩→●翘曲变形⏹注塑件内大部分应力产生于补缩阶段,通过控制熔体流动状态,将流动应力降至最低,从而优化产品质量☐流变行为➢黏弹属性☐流变行为➢变形⏹剪切、拉伸☐流变行为➢剪切粘度⏹聚合物熔体一般2k-3k Pa.s☐流变行为➢剪切变稀⏹解缠、重排,减少流动抗力⏹水:P增大一倍,v增大一倍;聚合物熔体:P增大一倍,v增大2-15倍☐流变行为➢速率分布及剪切速率分布⏹模腔内剪切速率100/s-1000/s⏹喷嘴出来剪切速率应大于10 000/s☐流变行为➢温度、压力、剪切对粘度的影响☐流变行为➢充模时压力分布与变化☐流变行为➢压力梯度和注射时间充模时间越短,所需压力梯度越大充模时,速率控制,压力梯度应保持恒定☐流变行为➢熔体流长⏹与制件壁厚、工艺条件、材料自身热性能及剪切性能有关☐流变行为➢注射压力与充填时间快速充填要求高慢速充填,剪切热少,的注射压力来克熔体温度下降快,黏度服流动阻力增加,流动阻力增大优化的充模时间取决于注射压力、熔体温度变化及切应力变化聚合物在注射模塑中的流动行为☐流变行为➢流动的不稳定性⏹熔体流速高→⏹剪切速率和剪切热高→⏹熔体黏度低→⏹熔体流动加速→⏹剪切速率和剪切热更高→⏹……⏹切敏性材料与生俱来的流动不稳定性☐注射压力➢注射压力用于克服流动阻力,流动阻力与浇注系统结构、模腔结构及熔体黏度有关⏹影响注射压力的因素➢制件设计⏹影响注射压力的因素➢浇注系统设计⏹影响注射压力的因素➢工艺条件⏹影响注射压力的因素➢材料性质⏹数学关系➢圆截面流道➢矩形截面流道P为压力,n为材料常数(0.15-0.36,一般取0.3做近似)数学关系⏹成型条件对制件质量的影响➢制件质量⏹残余应力越小越好,尽量避免产生翘曲和表面缩痕⏹残余应力的测定●透明件——偏振光实验●非透明件——网目实验(退火去应力)测量椭圆长短轴了解残余应力的类型、大小和分子取向程度⏹成型条件对制件质量的影响➢熔体温度料温高,密度小,制件重量小;冷却收缩大,易产生表面缩痕料温高(低于降解温度),剪切应力小⏹成型条件对制件质量的影响➢模具温度⏹对制件质量的影响类似于熔体温度⏹在制件发生熔-固转变前,模温对压力和应力的影响不太明显⏹对制件冷却时间的影响比熔体温度大⏹提高模温,可适当降低充模注射速率⏹成型条件对制件质量的影响➢充模时间充模时间越长,流前温度下降越大充模时间短,要求注射速率快,所需的注射压力也高充模时间长,料流前沿温度下降大,熔体粘度增加,流动阻力增大⏹成型条件对制件质量的影响➢剪应力变化料流末端充模时间短,注射速度就快;充模时间长,料流温度越低;多数情况剪应力与注射时间呈U型曲线关系有些情况剪应力随注射时间增加而持续增加料流始端热量损失很小,剪应力主要由剪切速率决定,充模时间越长,注射速度越慢,剪应力就越小⏹成型条件对制件质量的影响⏹保压压力和保压时间⏹短时高保压的制件应力通常比长时低保压的制件的应力小在材料、结构和工艺条件不变的前提下,保压力越高,为获得相同重量制件所需的保压时间越短⏹成型条件对制件质量的影响➢静水压⏹制件内不产生残余应力⏹残余应力主要产生在保压补缩时(流动与冻结同时进行)⏹成型条件对制件质量的影响➢回流⏹发生在浇口尚未凝固,保压力又低于模腔压力时⏹易导致较大的缩痕➢理想模塑方案⏹熔体充模-保压切换后,短时保压,直到制件表面缩痕达到可接受的程度,同时让浇口充分冻结,确保无熔体流进/出模腔⏹应用MF优化成型工艺——成型窗口分析➢成型窗口分析可快速评价多个影响制件质量的因素⏹优化工艺条件⏹确定成型参数取值范围(成型窗口区域)⏹优选材料⏹预测熔体充模所需压力⏹设置浇口⏹给出制件壁厚参考⏹应用MF优化成型工艺——成型窗口分析➢优选材料示例⏹制件5浇口单侧进胶——保证单向、平衡的熔体充填。
基于Moldflow的浇注过程流动分析及浇注系统优化设计基于Moldflow的浇注过程流动分析及浇注系统优化设计第 I 页摘要针对注塑件在实际生产中所产生的气孔、熔接痕、翘曲等问题,利用有限元理论,运用Moldflow软件对气动扳手壳体的几种浇注系统进行填充时间、气孔、熔接痕、翘曲等分析的过程模拟,直观体现熔融塑料在型腔内的变化过程。
比较分析结果表明,选择充型均匀、平稳,熔接痕深度较浅,翘曲较小的浇注系统为最佳设计方案。
关键词: Moldflow,塑料,注射成型基于Moldflow的浇注过程流动分析及浇注系统优化设计第 II 页AbstractAim at the problems with injection molding parts,such as airtraps,weld line and warp,based on finite-element theory,the software of Moldflow was used to simulate the filling time,weld line and warp of the three runner system for the plastic car-inside decorativecover(The changing process of plastic in the cavity wasvisualized(By analyzing the results,a runner system project with even and stable filling,shallow weld line and small curling was chosen(Keywords: Moldflow,plastic,injection molding基于Moldflow的浇注过程流动分析及浇注系统优化设计第 III 页目录1 引言 (1)1.1 研究背景.......................................................................................... 1 1.2 研究意义 (1)1.3 发展趋势…………………………………………………………………………… 1-2………………………………………………… 3 2 注射成型模拟过程的理论基础2.1 注塑成型原理………………………………………………………………………… 3 2.2 塑料的塑化…………………………………………………………………………… 3 2.3 螺杆式塑化过程…………………………………………………………………… 3-4 2.4 注塑过程…………………………………………………………………………… 4-6 2.5 注塑CAE技术理论…………………………………………………………………… 6 3 气动扳手壳体注射成型浇口分析……………………………………………… 73.1 产品成型条件……………………………………………………………………… 7-9 3.2 进浇位置分析………………………………………………………………………9-10 4 气动扳手壳体注射成型方案优化………………………………………………114.1 冷却系统设计…………………………………………………………………………11 4.2 浇注系统设计方案……………………………………………………………… 12-14 4.3 模流分析结果比较……………………………………………………………… 14-23 5 结论……………………………………………………………………………………24 参考文献………………………………………………………………………………25-26 致谢………………………………………………………………………………………27基于Moldflow的浇注过程流动分析及浇注系统优化设计第 1 页1 引言1.1 研究背景注射成型是聚合物材料的主要加工方法之一,其生产效率高,能成型外形复杂、尺寸精确或带嵌件的塑料件。
Moldflow课程设计1 任务分析新建工程名称:dayinji1导入的模型是打印机上盖(1腔),材料为PC,如图1所示。
图1 打印机上盖2 网格划分2.1 网格类型:双层面2.2 网格边长:8mm2.3 网格统计:通过网格划分工具对网格进行重新划分使其达到要求。
网格划分的结果如图2、3所示。
图2 网格划分时间图3 网格统计3最佳浇口位置分析通过软件分析,推荐的最佳浇口位置是N4352,如图4所示。
图4 最佳浇口位置分析4浇注系统设置4.1 创建方式:利用手动方式创建浇注系统。
以N4353为基准来复制以下各点。
4.2 创建主流道主流道顶端为基准点+Z向偏移75mm,末端为基准点+Z向偏移15mm。
其直线的属性为:冷主流道-椎体-尺寸:顶端4mm,末端6mm。
柱体单元划分边长12mm。
其形状如图5所示。
图5 主流道柱体单元4.3 创建分流道分流道1左端为基准点+Y向偏移40mm,+Z向偏移15mm,右端为基准点-Y向偏移40mm,+Z向偏移15mm。
其直线的属性为:冷流道-圆体-尺寸:直径5mm。
柱体单元划分边长8mm。
其形状如图6所示;分流道2末端左面为基准点+Y向偏移40mm,+Z向偏移3mm,右端为基准点-Y向偏移40mm,+Z向偏移3mm。
其直线的属性为:冷流道-圆体-尺寸:直径4mm。
柱体单元划分边长8mm。
其形状如图7所示。
图6 一级分流道柱体单元图7 二级分流道柱体单元4.4 创建浇口浇口末端左面为基准点+Y向偏移40mm,末端右面为基准点-Y向偏移40mm。
其直线的属性为:冷主流道-椎体-尺寸:顶端4mm,末端1.5mm。
柱体单元划分边长8mm。
其形状如图8所示。
图8 浇口柱体单元4.5 连通性诊断对所创建的浇注系统进行连通性诊断结果如图9所示。
图9 连通性诊断5冷却系统设置5.1 创建方式:利用向导创建,其创建步骤如图10、11所示。
5.2 相关参数设置:图10 冷却水道向导设置1图11 冷却水道向导设置2最后点击完成即可。
Moldflow在活动接触座浇口优化设计中的应用浇口的设计对于注塑模的开发生产具有非常重要的意义,文章以活动接触座为例,借助Moldflow软件,对其浇注方式进行了模拟仿真,通过比较四种不同方案下的翘曲变形、体积收缩率以及熔接痕等仿真结果,最终确定了一模两件采用潜伏浇口的浇注方式,从而有效的缩短了模具的开发周期,降低了生产成本,具有直接的经济效益。
标签:浇口;注塑模;活动接触座;Moldflow0 引言浇口又叫进料口,是液体进入型腔的最后通道,连接着浇注系统末端与型腔。
浇口的形状、位置以及布局对于注塑模具的生产、制造有着至关重要的影响。
合理的浇口有助于提高塑件的外观以及整体质量[1]。
常见的浇口有侧浇口、弧形浇口、点浇口、潜伏浇口等[2]。
侧浇口的最大优点就是形状简单,制造方便且精度较高,同时可以控制冷凝时间和充模速率之间的关系[3];弧形浇口在复杂零件的生产制造中可以起到分型的作用[4];点浇口很小,便于凝料和塑件分离,同时留在塑件上的痕迹较小,利于后期处理;潜伏浇口便于隐藏,使得进料口痕迹不易发现,同时在取模过程中能自动拉断[5]。
本文运用Moldflow仿真软件,分析了四种不同的注射方案,最后进行综合比较确定了活动接触座最佳的浇注方式。
1 活動接触座的结构工艺性分析1.1 结构分析从塑料制品来看,该制件形状为圆筒形,形状基本是对称的,结构较为简单,为节约加工成本,可以采用一模两件的加工方式。
但底部圆孔较多,而且有7个不规则孔,在画三维图时应特别注意每个孔的尺寸及位置关系。
1.2 尺寸精度分析由图可知,未标注公差尺寸采用HB5800~1999等级。
最大直径为23.7h12,公差等级为12级,零件的最大高度为19.5mm,属于小型塑件,主要壁厚1.5mm,注射时应尽量先填充厚壁部分,这样可以减少缩孔、缩松等缺陷的产生[6]。
1.3 表面质量分析该零件表面有公差尺寸要求,因此质量要求较高,注射时必须要控制好相应的各项工艺参数,才能达到要求,采用潜伏浇口可以隐藏浇口位置,更好的提高塑件的成型质量[7]。
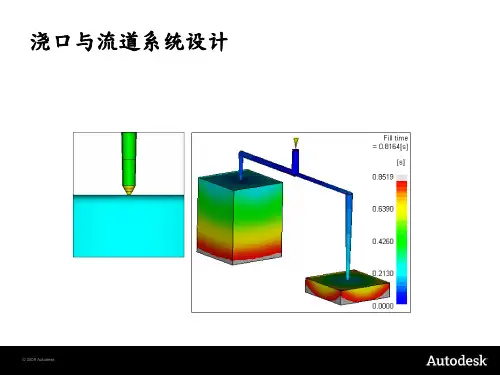
注塑模具设计之浇口与流道设计
1.浇口设计:
浇口是塑料进入模具腔体的通道,直接影响产品的质量和外观。
浇口设计应遵循以下原则:
1.1浇口的位置应尽量选择在产品的无重要表面或结构上,以减少产品上的痕迹和缺陷。
1.2浇口的形状应尽量简单,以便于注塑成型时的塑料流动,避免气泡和短流等缺陷。
1.3浇口的大小应根据产品的要求确定,过大会导致浇注时间过长,过小会导致注塑过程压力过高。
1.4浇口与产品的交界处应尽量平滑,以减少痕迹和切除时的损耗。
1.5浇口的数量应尽量减少,多个浇口可能导致注塑不平衡,造成产品尺寸不一致。
2.流道设计:
流道是浇口与模具腔体之间的连接通道,它将塑料从浇口引导到模具腔体中。
流道设计应遵循以下原则:
2.1流道的形状应尽量简单,避免过多的转弯或急角,以减少流动阻力和塑料流动不均匀导致的缺陷。
2.2流道的长度应尽量短,以减少注塑周期和塑料的凝结时间。
2.3流道的截面积应逐渐减小,以确保塑料在流道中均匀流动,避免气泡的产生。
2.4流道与模具腔体的接头处应尽量平滑,避免塑料流动时的冲击和挤压,以减少产品上的痕迹和缺陷。
总结起来,注塑模具设计中的浇口与流道设计需要考虑产品的要求、材料的特性和注塑工艺的要求等多个因素,以使得产品的质量达到最佳状态。
在实际设计中,需要结合实际情况进行调整和优化,不断改进和提高设计水平。
Moldflow课程设计说明书一.分析前的准备1.CAD模型的准备本次课程设计选用的是王能充电器的外壳进行模流分析,充电器外壳的三维造型用PROE软件。
零件造型结束后保存igs通用格式,导入到Moldflow CAD doctor对零件进行处理。
三维造型cad图如下:2.CAD doctor对零件的转化及简化在转化窗口检查该三维零件中存在的一些缺陷,零件的自由边:964,自由边环路:198。
缝合自由边可以解决这类问题。
缝合零件后再用修复工具进行数据的整合。
切换到简化窗口,对零件的细小的结构,进行简化。
简化后零件三维图如下:3.划分CAE网格模型软件Moldflow insighth中创建工程chongdianqi,再导入CADdoctor处理好的udm格式文件就可进行三角形网格的划分。
这里采用的是双层面网格。
零件壁厚1.5mm,全局网格边长定为3。
该零件多处位置有壁厚的变化,需要定义局部边长。
如以下的厚度小于壁厚的面,局部边长为2mm。
零件中存在柱面和曲面,启用弦高控制,弦高0.1mm。
进行网格划分,网格划分结束,进行网格统计,对网格质量做诊断。
网格统计结果,三角形数量8500,平均纵横比2.18,最大纵横比为11。
匹配百分比和相互百分比均在90%以上。
网格质量较好,只需对局部狭长三角形进行修复。
纵横比诊断工具,找出狭长的三角形,网格修复的方式可以采用交换边、插入节点等。
简便处理的方式可以用网格修复向导,当不能使零件发生变形。
如由上图发生了变形,所以不宜使用。
修复到最大纵横比为6左右。
修复后的网格统计如下:匹配百分比为92.2%,相互百分比92.4%。
AMI网格模型准备完成。
二.充填分析及优化1.浇口位置分析充电器外壳浇口位置的分析可以确定最佳浇口位置的节点号,在分析之前选择制件的材料。
通过网络查找,适宜做充电器外壳的材料有PC、ABS、PC+ABS,其中PC+ABS材料性能较好。
故在材料库中选择了牌号为Cycoloy C2800的非结晶型材料。
【教程】moldflow顺序阀浇口的设置方法顺序阀浇口是热流道上用的很广泛的一种进胶方式。
在moldflow里也很容易实现,下面做简要介绍。
首先,要构建针阀浇口,必须要构建热浇口,冷浇口是不行的,因为现实当中,顺序阀也是用在热嘴上的。
热嘴的建构方法就不用说了吧,大家应该都会。
按照moldflow的原则,浇口处划3个单元为宜,但我们设针阀浇口时只需设置热嘴的最底下一个单元就可以了,选择最底下一个单元,然后点右键选择属性,在弹出的对话框中点仅编辑指定单元的属性,不要选成底下一个,否则会把整个热嘴都给赋上阀浇口的属性,这样虽然不影响分析,但在后期调整过程中容易造成控制错误。
在上述对话框中选定“仅编辑指定单元属性”后,点击ok,确定,就会弹出热浇口的属性对话框在弹出的对话框里选第二项“阀控制”然后点后面的"select选择",因为我这个是设置好了的,所以前头蓝底框里有一个valve gate control 3,如果没有设置的话,这里就是空的。
在弹出的对话框里,选上valve gate controller defaults.然后点击底下的“select选择”,之后就会自动返回到上一个对话框,此时阀浇口控制器里就会出现我们刚选择的控制器,即valve gate controller defaults. 现在我们就可以对这个控制器进行编辑,当有多个阀浇口,需要不同的时间控制时,必须对我们刚选择的这个默认的控制器进行编辑。
下面点击”edit 编辑“,会再弹出一个对话框,当有多个浇口,需要在不同的时间开启时,则需要为每个阀控制器设置不同的名字。
在name里改动一下名字即可。
在这个对话框里我们可以编辑阀浇口的控制方式,一起有5种控制方式,包括时间,流动前沿,压力,体积百分比和螺杆位置。
通常我们使用时间和流动前沿这两种控制方式。
点击后面的编辑设置,会弹出时间控制模式下的相关参数设置对话框,initial state of valve gate——阀浇口的初始状态,默认为开启,我们根据实际情况设为开启或关闭,如果是第一个浇口,即最先要开始注射的,就可以设为开启,如果是要在指定时间或者料流前锋到达某位置后再开启,则初始状态设为关闭。