第六章 浇注系统与排气系统设计-3-1
- 格式:ppt
- 大小:2.48 MB
- 文档页数:39
模具“三流”优化(料流、热流、气流)(一)在对科学注塑的理解一文中我提到:科学注塑泛指通过科学的、合理的整合和配制注塑相关资源,以达到稳定、高效、低损耗注塑生产的一种技术管理方法。
注塑相关资源包括注塑机、模具、工艺(参数与条件)、材料、环境等。
科学注塑泛指通过上述五类资源元素的优化,使得注塑生产输出最优化。
在注塑相关资源的配置中,模具设计及制造是注塑生产的基础,技术性强且灵活多变的参数是发挥模具最佳状态的主要推手。
模具设计及制造:重点通过优化注塑模具料流(浇注系统)、气流(排气系统)、热流(冷却或加热系统)的效果,实现模具的优化设计。
注塑工艺参数:主要关注塑模具型腔内塑料的动态过程,关注注塑核心的控制点(粘度变化),而不是注塑机控制屏上的参数。
科学注塑实质上更期望我们以科学的态度,注塑理论支持和数据的支撑建立起稳健的工艺参数。
用系统的方法去分析问题,解决问题。
前面文章介绍了注塑工艺优化的6项测试,为注塑工艺人员提供了注塑理论支持和数据的支撑建立起稳健的工艺参数提供了一个框架。
下面我们通过三篇文章来介绍优化注塑模具料流(浇注系统)、气流(排气系统)、热流(冷却或加热系统)的效果,实现模具的优化设计。
一、优质模具的”三流”状况1、”料流”--需快速顺利(满足进胶、补胶的需要)。
2、“气流”--需畅通无阻(进气、出气畅通无阻)。
3、“热流”--冷却需一致(冷却收缩均匀)。
二、流道系统的设计与优化1、流道系统的作用①流道系统是熔料进入模腔前的通道。
②确保熔料在流道内不会过早冷却。
③消除熔料在流道内产生的冷料。
④调节和控制熔料进入模具时的粘度。
⑤调节和控制注塑成型的冷却时间。
⑥调节和控制熔料的流动阻力。
⑦调节和控制多型腔模具进料平衡性。
⑧流道(水口料)表层具有保温作用。
⑨传递熔料压力至模腔内各部位。
2、流道系统设计应遵循的原则①模具型腔的布局应对称分布(尺寸紧凑、胀模力平衡)。
②熔料在流道内的流动时不宜过早冷却。
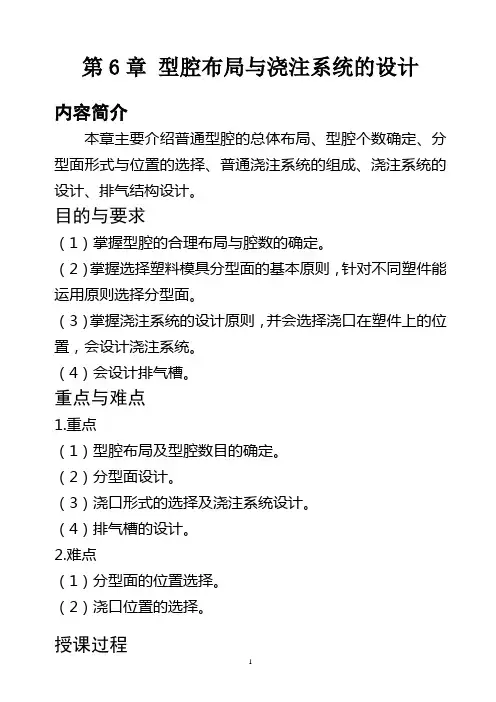
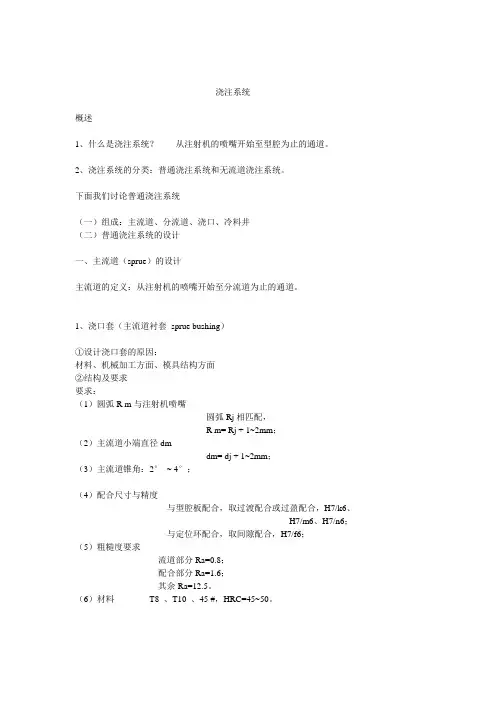
第6章型腔布局与浇注系统的设计内容简介本章主要介绍普通型腔的总体布局、型腔个数确定、分型面形式与位置的选择、普通浇注系统的组成、浇注系统的设计、排气结构设计。
目的与要求(1)掌握型腔的合理布局与腔数的确定。
(2)掌握选择塑料模具分型面的基本原则,针对不同塑件能运用原则选择分型面。
(3)掌握浇注系统的设计原则,并会选择浇口在塑件上的位置,会设计浇注系统。
(4)会设计排气槽。
重点与难点1.重点(1)型腔布局及型腔数目的确定。
(2)分型面设计。
(3)浇口形式的选择及浇注系统设计。
(4)排气槽的设计。
2.难点(1)分型面的位置选择。
(2)浇口位置的选择。
授课过程塑料制件在模具中的位置是由型腔总体平面布置,型腔总体纵向布置来确定的。
6.1 型腔布置(塑料制件在模具中的位置)1.型腔总体平面布置(1)型腔数目的确定。
单型腔模具——在一次注射中只能生产一件塑料产品的模具。
多型腔模具——一副模具一次注射能生产两件或两件以上的塑料产品的模具。
一般可以按下面几点对型腔数目进行确定:①按塑件的精度要求确定型腔数目。
受塑件精度的限制,属于精密技术级的,如SJ1372-78中的1、2级,只能一模一腔;如属于精密级的,如SJ1372-78中的3、4级,最多可以一模四腔。
②按注射机的最大注射量、额定锁模力确定型腔数目。
受设备的技术条件限制,如最大注射量、锁模力、最大注射面积等与型腔个数n有关的技术参数校核。
按最大注射量确定型腔数目:n≤(km n-m j)/m按额定锁模力确定型腔数目:n≤(F n-pA j)/pA③按经济性确定型腔数目。
受成本核算的限制,成本最低的型腔数核算n =√NYt/60C1(2)型腔的排列①平衡式排列P90图6.2a、b②非平衡式排列P90图6.2c、d*型腔的排布应使每个型腔都能通过浇注系统从总压力中均等地分得所需足够压力,以保证塑料熔体能同时均匀地充填每一个型腔,从而使各个型腔的塑件内在质量均一稳定。
国家开放大学《模具设计制造》形成性考核1-3参考答案题目顺序随机,下载后利用查找功能完成学习任务形成性考核11.冲压排样图上必须标注的尺寸是()。
A.冲压设备尺寸B.工件尺寸和冲裁件尺寸精度C.冲压模具间隙D.端距2.按照推出动作,推出机构可分为一次推出机构、二次推出机构和()。
A.联合推出机构B.双推出机构C.延迟式推出机构D.定模设置推出机构3.拉深时出现的危险截面是指()的断面。
A.位于凹模圆角部位B.位于凸模圆角部位C.凸缘部位4.冲裁模的间隙应当()模具导向件的间隙。
A.小于B.等于C.大于D.小于等于5.影响拉深系数的因素较多,其中()拉深系数值就可随之减少。
A.材料的相对厚度(t/D)*100大B.屈强比大C.凹模圆角半径小D.板厚方向性系数小6.带球头拉料杆的冷料穴一般用于()的模具。
A.推杆推出B.推管推出C.推件板推出D.推块7.为了避免弯裂,则弯曲线方向与材料纤维方向()。
A.垂直B.平行C.重合8.相对弯曲半径r/t表示()。
A.材料的弯曲变形极限B.零件的弯曲变形程度C.弯曲难易程度9.板料弯曲时,由于中性层两侧的应变方向相反,当弯曲载荷卸去后,中性层两侧的弹性回复称为()A.变形B.回弹C.压弯10.对T形件,为提高材料的利用率,应采用()。
A.多排B.直对排C.斜对排11.落料时,其刃口尺寸计算原则是先确定()。
A.凹模刃口尺寸B.凸模刃口尺寸C.凸、凹模尺寸公差12.外凸凸缘翻边的极限变形程度主要受材料变形区()的限制。
A.失稳起皱B.硬化C.开裂13.下面三种弹性压料装置中,在拉深成型时,()的压料效果最好。
A.弹簧式压料装置B.橡胶式压料装置C.气垫式压料装置14.冲裁模试冲时,出现剪切断面的光亮带太宽,或出现双光亮带及毛刺,其原因是()。
A.冲裁间隙太大B.冲裁间隙太小C.冲裁间隙不均匀15.对于锥面形、半球面形和大型覆盖件的拉深,应采用哪种压边圈()。
A.弧形压边圈B.刚性压边圈C.带拉深筋的压边圈D.三者均可16.关于凸缘圆筒形件下列说法不正确的是()。
![压铸模设计第6章A 浇注系统设计[new]](https://uimg.taocdn.com/77b6cb464431b90d6d85c701.webp)