结晶器振动的超前量和负滑脱量的区别
- 格式:doc
- 大小:27.50 KB
- 文档页数:2
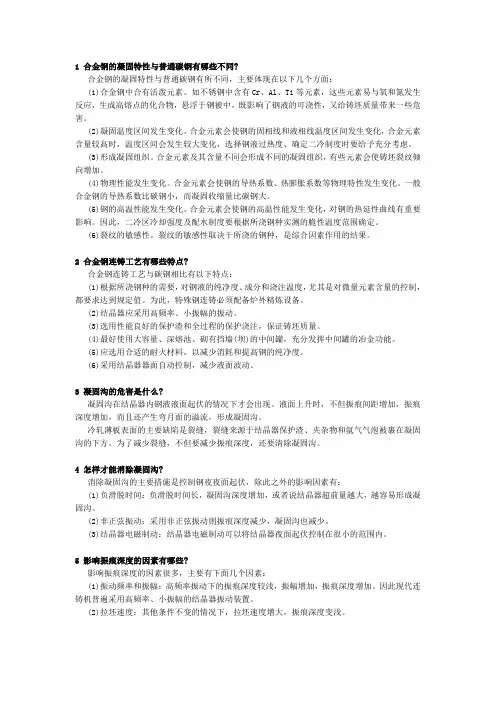
1 合金钢的凝固特性与普通碳钢有哪些不同?合金钢的凝固特性与普通碳钢有所不同,主要体现在以下几个方面:(1)合金钢中合有活泼元素。
如不锈钢中含有Cr、Al、Ti等元素,这些元素易与氧和氮发生反应,生成高熔点的化合物,悬浮于钢被中,既影响了钢液的可浇性,又给铸坯质量带来一些危害。
(2)凝固温度区间发生变化。
合金元素会使钢的固相线和液相线温度区间发生变化,合金元素含量较高时,温度区间会发生较大变化,选择钢液过热度、确定二冷制度时要给予充分考虑。
(3)形成凝固组织。
合金元素及其含量不同会形成不同的凝固组织,有些元素会使铸坯裂纹倾向增加。
(4)物理性能发生变化。
合金元素会使钢的导热系数、热膨胀系数等物理特性发生变化。
一般合金钢的导热系数比碳钢小,而凝固收缩量比碳钢大。
(5)钢的高温性能发生变化。
合金元素会使钢的高温性能发生变化,对钢的热延性曲线有重要影响。
因此,二冷区冷却强度及配水制度要根据所浇钢种实测的脆性温度范围确定。
(6)裂纹的敏感性。
裂纹的敏感性取决于所浇的钢种,是综合因素作用的结果。
2 合金钢连铸工艺有哪些特点?合金钢连铸工艺与碳钢相比有以下特点:(1)根据所浇钢种的需要,对钢液的纯净度、成分和浇注温度,尤其是对微量元素含量的控制,都要求达到规定值。
为此,特殊钢连铸必须配备炉外精炼设备。
(2)结晶器应采用高频率、小振幅的振动。
(3)选用性能良好的保护渣和全过程的保护浇注,保证铸坯质量。
(4)最好使用大容量、深熔池、砌有挡墙(坝)的中间罐,充分发挥中间罐的冶金功能。
(5)应选用合适的耐火材料,以减少消耗和提高钢的纯净度。
(6)采用结晶器器面自动控制,减少液面波动。
3 凝固沟的危害是什么?凝固沟在结晶器内钢液液面起伏的情况下才会出现。
液面上升时,不但振痕间距增加,振痕深度增加,而且还产生弯月面的溢流,形成凝固沟。
冷轧薄板表面的主要缺陷是裂缝,裂缝来源于结晶器保护渣、夹杂物和氩气气泡被裹在凝固沟的下方。

连铸结晶器振动工艺参数2023-11-20汇报人:CATALOGUE目录•结晶器振动工艺参数概述•振动频率•振幅•振动波形•结晶器与铸坯间的摩擦系数•实际生产中的结晶器振动工艺参数调整与优化01结晶器振动工艺参数概述CHAPTER减少摩擦和磨损改善润滑效果促进坯壳均匀生长030201结晶器振动的作用工艺参数对连铸坯质量的影响振动频率01振幅02振动波形03结晶器振动工艺参数的设定与调整CHAPTER振动频率02定义单位振动频率的定义与单位结晶组织裂纹和缺陷润滑和传热振动频率对铸坯表面质量的影响合适振动频率的选择与调整铸坯材质和规格实时监测和调整CHAPTER振幅03定义单位振幅的定义与单位结晶组织振幅过大可能导致铸坯内部气孔和夹杂物的形成,影响铸坯的质量。
气孔和夹杂裂纹振幅对铸坯内部组织的影响铸坯材质铸坯断面尺寸设备性能操作经验01020304合适振幅的选择与调整CHAPTER振动波形04正弦波、方波、三角波等常见波形介绍正弦波方波三角波表面质量不同的波形会对铸坯表面质量产生显著影响。
例如,正弦波能够显著减少铸坯表面裂纹的产生,而方波由于其强烈的振动冲击,可能会导致铸坯表面质量的下降。
内部结构波形也会影响铸坯的内部结构。
例如,三角波由于其稳定性和均匀性,能够促进铸坯形成均匀且稳定的组织结构。
不同波形对铸坯质量的影响选择原则调整策略合适波形的选择与调整05结晶器与铸坯间的摩擦系数CHAPTER通常采用试验测定法,通过模拟结晶器与铸坯的实际接触情况,测量出摩擦力与压力,并计算得到摩擦系数。
摩擦系数的定义与测量方法测量方法定义振动频率摩擦系数的大小直接影响到结晶器与铸坯之间的摩擦力,进而影响到振动频率的选择。
过高的摩擦系数要求更高的振动频率以克服摩擦力,确保铸坯的顺利下滑。
摩擦系数的变化会对振幅产生一定影响。
当摩擦系数增大时,为了保持铸坯在结晶器内的稳定性,可能需要适当增大振幅,以提供足够的振动力。
摩擦系数的不同可能导致振动波形的变化。
连铸结晶器振动参数取值限度问题连铸结晶器振动参数取值限度问题1 前⾔随着连铸技术的发展,结晶器振动技术亦不断发展,主要表现在振动参数的选择更加灵活,振动的⼯艺效果更好,尤其是振动参数更适合连铸⾼拉速的⼯艺要求。
结晶器振动的每⼀次完善都是突破原有振动参数的取值限度,以适应连铸更⾼的⼯艺要求。
随着结晶器⾮正弦振动形式的开发,本⽂讨论振动参数的取值限度问题。
2 结晶器振动参数的影响拉速Vc是连铸⼯艺控制的⼀个最关键的参数,因此结晶器振动参数的选择亦必须适合拉速的要求。
结晶器振动⼯艺参数对其⼯艺效果的影响如下:1)结晶器振动的负滑脱时T N控制铸坯表⾯的振痕深度,即两者呈增函数关系。
T N越长,振痕越深。
2)保护渣的消耗量与结晶器振动的正滑脱时间呈增函数关系,正滑脱时间越长,保护渣消耗量越⼤。
3)结晶器振动的负滑脱时间率、负滑动量、结晶器上振的最⼤速度都反映结晶器振动的⼯艺效果,但它们不是独⽴的参数,⽽且随着结晶器振动形式的确定,⼀般以其正、负滑脱时间来判定结晶器振动的⼯艺效果。
基于上述⼏点,为控制铸坯的振痕深度,希望T N短;⽽为保证结晶器的润滑效果,增加保护渣的消耗量,希望正滑脱时间长,为此⽬的开发了结晶器的⾮正弦振动形式,从⽽突破了结晶器正弦振动参数的取值限度。
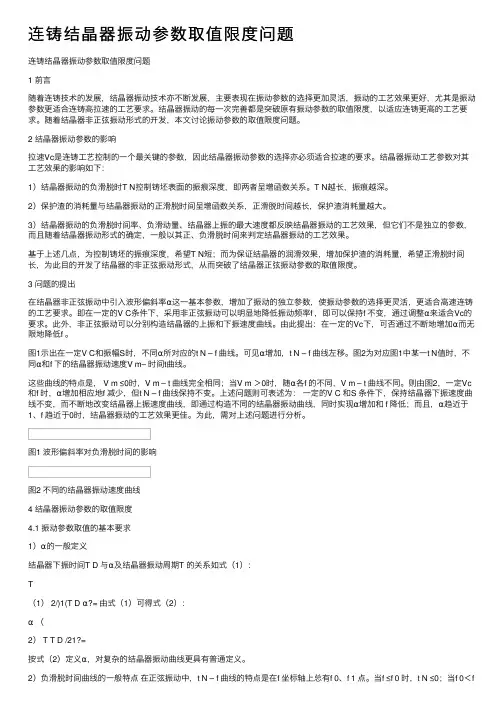
3 问题的提出在结晶器⾮正弦振动中引⼊波形偏斜率α这⼀基本参数,增加了振动的独⽴参数,使振动参数的选择更灵活,更适合⾼速连铸的⼯艺要求。
即在⼀定的V C条件下,采⽤⾮正弦振动可以明显地降低振动频率f ,即可以保持f 不变,通过调整α来适合Vc的要求。
此外,⾮正弦振动可以分别构造结晶器的上振和下振速度曲线。
由此提出:在⼀定的Vc下,可否通过不断地增加α⽽⽆限地降低f 。
图1⽰出在⼀定V C和振幅S时,不同α所对应的t N – f 曲线。
可见α增加,t N – f 曲线左移。
图2为对应图1中某⼀t N值时,不同α和f 下的结晶器振动速度V m– 时间t曲线。
高效连铸知识问答1.什么是高效连铸?答:高效连铸通常定义为五高:即整个连铸坯生产过程是高拉速、高质量、高效率、高作业率、高温铸坯。
陆着市场经济的深入发展,应当添加高经济效益(大幅度降成本)这一项最直接的指标;另外,高自动控制也提到日程上来了。
目前,国内的方坯高效连铸(以150方为例),应在单流年产15万吨~20万吨合格普碳钢铸坯的水平、板坯应在100万-150万吨合格铸坯的水平。
其铸坯每吨的成本也在逐年降低。
连铸机的全程自动控制水平也在逐年提高。
2.高效连铸技术有哪些主要内容?答:高效连铸技术是一项系统的整体技术,实现高效连铸需要工艺、设备、生产组织和管理、物流管理、生产操作以及与之配套的炼钢车间各个环节的协调与统一。
主要技术内容如下:(1)保证适宜的钢水温度、最佳的钢水成分.并保证其稳定性的连铸相关配套技术。
(2)供应清洁的钢水和良好流动性钢水的连铸相关技术。
(3)连铸的关键技术—高冷却强度的、导热均匀的长寿结晶器总成(包括结晶器整体结构、精密水套、导热均匀的曲面铜管等等)。
(4)高精度、长寿的结晶器振动装置是高效连铸关键技术之一,这其中包括振动装置硬件的优化及结晶器振动形式、振动工艺参数的软件优化。
以往高效连铸采用的半板簧、全板簧及高频小振幅正弦波形起到了一定的正面效果。
目前,中冶连铸研制的新型串接式全板簧振动装置,其精度更高,整体刚度增强,寿命长,对促进高效连铸进一步发展将起到重要作用。
该装置可采用液压传动或机械传动,液压传动可增加正滑脱时间,提高保护渣用量,减小上振速度峰值,降低拉坯阻力,降低负滑脱时间,使振痕深度相应减小。
机械传动可以降低成本,更易于,推广使用。
(5)保护渣技术。
众所周知,保护渣与拉速相匹配,拉速提高后,保护渣黏度等指标要相应改进,保证用量不减或在允许范围内减少,以保证铸坯的高质量。
因此,连铸高效化后必须有低黏度、低熔点、高熔化速度、大凝固系数的保护渣。
保护渣技术是连铸高效化的一项关键技术。
结晶器振动技术简述发布时间:2006-11-29 10:34:19 【小中大字体】【评论】浏览:134次概述1 振动的结晶器使连续铸钢实现工业化回顾连续铸钢的发展历史,连续浇铸的生产方式首先是从有色金属开始的。
铸机采用的是垂直固定的结晶器,拉坯过程中,坯壳极易与结晶器壁发生粘结,从而导致拉不动或拉漏事故。
因此浇铸速度很低,铸坯的液相心长度一般不超过结晶器长度。
据有关文献记载,于1913年瑞典人皮尔逊(A·H·Pehrson)曾提出结晶器应按照一定的振幅和频率做往复运动的想法,但真正将这一想法付诸实施的却是德国人容汉斯(S·Junghans)。
容汉斯开发的结晶器振动装置于1933年成功的应用于有色金属黄铜的连铸。
1949年容汉斯的合作者美国人艾尔文·罗西(Irving·Rossi)获得了容汉斯振动结晶器的使用权,并在美国的阿·勒德隆钢公司(Allegheng Ludlum Steel Corporation)的Watervliet 厂的一台方坯试验连铸机上采用了振动结晶器。
与此同时,容汉斯振动结晶器又被应用于德国曼内斯曼(Mannesmann)公司胡金根厂(Huckiugen)的一台连续铸钢试验连铸机。
容汉斯振动结晶器在这两台连铸机上的成功应用,使其在钢连铸中迅速得到了推广。
从此,结晶器振动便成了连铸生产的标准操作。
可以看出是振动的结晶器使连续铸钢生产实现了工业化。
2 结晶器振动技术的每一次进步都使连铸生产再上一个新台阶结晶器振动技术主要包括结晶器振动规律和振动装置两个方面:1)结晶器振动规律的发展结晶器由静止变为振动,引起了连铸工作者的广泛关注和兴趣,人们纷纷进行试验研究工作,对粘结性漏钢机理进行了研究,发展了各种结晶器振动规律。
最早出现的是矩形速度振动规律,基于“拉裂——焊合”理论,其特点是结晶器在下降时与铸坯做同步运动,然后以3倍的拉坯速度上升,即所谓的3:1型振动方式。
1)结晶器振动的正弦速度曲线的数学表达式为:V=(πfS/1000)sim((2πf/60)t);式中V( m/min)为结晶器运动速度、S=2A( mm)为振程即2倍于振幅A、f( 1/min)为振动频率。
2)当V=Vc时:负滑动(脱)时间=下降的速度大于拉速的下降时间tn=60/(πfd)arccos(1000Vc/s/π/fd)。
3)设:Z=S/Vc( mm*min/m);则tn=60/(πfd)arccos(1000/s/π/fd/Z)。
A为振幅,单位mm,Vc为拉速,单位m/min,f为频率,单位1/min。
取不同的Z值可画出负滑动时间随振动频率变化的曲线,称为负滑动曲线( tn——f)。
4)据有关资料和厂家的数据,负滑动时间取值范围在0.1~0.25s,认为对于不同的钢种最佳负滑动时间为0.1s左右。
且一般对于底碳钢负滑动时间不小于0.1s,而中碳钢负滑动时间应不小于0.07~0.1s。
1)负滑动率NS=(Vc-Vm)/Vc×100%,式中:Vc为拉坯速度( m/min),Vm为结晶器振动平均速度(Vm=2Vmax/π=2fS/1000;m/min),Vmax为结晶器振动最大速度(Vmax=πfS/1000; m/min)。
正弦NS:20~-240%;非正弦NS:-53.4~-108.8%(有关文献报道的日本钢管公司福山厂5号连铸机)。
2)NS=1-(2Vmax/πVc);当Vc=Vmax时,结晶器中的坯壳处于受拉和受压的临界状态。
此时NS=36.34%为负滑动率的极限值,当Vc>Vmax时,即NS>36.34%时,结晶器对坯壳不产生负滑动;NS<36.34%时产生负滑动。
通过采用数值法上计算机可求得:当NS=2.4%时负滑动时间取得最大值。
3)tn=60/(πfd)arccos(2/π(1-NS));在NS值给定的情况下,tn与f成反比双曲线关系;该曲线称为负滑动率等值曲线。
结晶器振动的超前量和负滑脱量的区别结晶器实施有规律的往复振动,可以防止拉坯时坯壳与结晶器黏结,同时获得良好的铸坯质量。
结晶器向上运动时,减少新生的坯壳与结晶器壁产生黏结,以防止坯壳受到较大的应力,减少铸坯表面出现裂纹;而结晶器向下运动时,借助结晶器壁与坯壳的摩擦,在坯壳上施加一定的压力,愈合结晶器上升时拉出的裂痕。
高效连铸对结晶器振动要求高频,小振幅,负滑脱时间不易太长,正滑脱时间里振动速度与拉速之差减小,合适的结晶器超前量。
在结晶器下振速度大于拉坯速度时,称为“负滑脱。
结晶器超前量指负滑脱时间里结晶器行程超过铸坯的那段距离。
研究认为,结晶器超前量取3—4mm较合适。
一方面,结晶器超前量应足够大,以确保坯壳在钢液面处能与结晶器较好地分离。
防止粘结;另一方面,结晶器超前量也不能太大,否则会产生深的、不均匀的振痕。
结晶器非正弦振动的优点:拉速越高,保护渣的消耗量越低,润滑效果越差;尤其在结晶器液面附近发生漏钢的危险就越大。
如何能提高弯月液面下铸坯与结晶器的润滑就成为突出的问题。
结晶器非正弦振动波形使正滑脱时间增长,负滑脱时间减少,减小拉坯阻力,增加保护渣的消耗量,增加铸坯与结晶器的润滑减少漏钢。
结晶器实施有规律的往复振动,可以防止拉坯时坯壳与结晶器黏结,同时获得良好的铸坯质量。
结晶器向上运动时,减少新生的坯壳与结晶器壁产生黏结,以防止坯壳受到较大的应力,减少铸坯表面出现裂纹;而结晶器向下运动时,借助结晶器壁与坯壳的摩擦,在坯壳上施加一定的压力,愈合结晶器上升时拉出的裂痕。
高效连铸对结晶器振动要求高频,小振幅,负滑脱时间不易太长,正滑脱时间里振动速度与拉速之差减小,合适的结晶器超前量。
在结晶器下振速度大于拉坯速度时,称为“负滑脱。
负滑脱量的定义为:a=(Vmax一Vc)/Vc×100%式中:a—负滑脱量%, Vmax—结晶器下振时最大速度,m/min; V拉—拉坯速度,m/min。
负滑脱能帮助“脱模”。
1)结晶器振动的正弦速度曲线的数学表达式为:V=(πfS/1000)sim((2πf/60)t);式中V( m/min)为结晶器运动速度、S=2A( mm)为振程即2倍于振幅A、f( 1/min)为振动频率。
2)当V=Vc时:负滑动(脱)时间=下降的速度大于拉速的下降时间tn=60/(πfd)arccos(1000Vc/s/π/fd)。
3)设:Z=S/Vc( mm*min/m);则tn=60/(πfd)arccos(1000/s/π/fd/Z)。
A为振幅,单位mm,Vc为拉速,单位m/min,f为频率,单位1/min。
取不同的Z值可画出负滑动时间随振动频率变化的曲线,称为负滑动曲线( tn——f)。
4)据有关资料和厂家的数据,负滑动时间取值范围在0.1~0.25s,认为对于不同的钢种最佳负滑动时间为0.1s左右。
且一般对于底碳钢负滑动时间不小于0.1s,而中碳钢负滑动时间应不小于0.07~0.1s。
1)负滑动率NS=(Vc-Vm)/Vc×100%,式中:Vc为拉坯速度( m/min),Vm为结晶器振动平均速度(Vm=2Vmax/π=2fS/1000;m/min),Vmax为结晶器振动最大速度(Vmax=πfS/1000; m/min)。
正弦NS:20~-240%;非正弦NS:-53.4~-108.8%(有关文献报道的日本钢管公司福山厂5号连铸机)。
2)NS=1-(2Vmax/πVc);当Vc=Vmax时,结晶器中的坯壳处于受拉和受压的临界状态。
此时NS=36.34%为负滑动率的极限值,当Vc>Vmax时,即NS>36.34%时,结晶器对坯壳不产生负滑动;NS<36.34%时产生负滑动。
通过采用数值法上计算机可求得:当NS=2.4%时负滑动时间取得最大值。
3)tn=60/(πfd)arccos(2/π(1-NS));在NS值给定的情况下,tn与f成反比双曲线关系;该曲线称为负滑动率等值曲线。
结晶器振动的超前量和负滑脱量的区别
结晶器实施有规律的往复振动,可以防止拉坯时坯壳与结晶器黏结,同时获得良好的铸坯质量。
结晶器向上运动时,减少新生的坯壳与结晶器壁产生黏结,以防止坯壳受到较大的应力,减少铸坯表面出现裂纹;而结晶器向下运动时,借助结晶器壁与坯壳的摩擦,在坯壳上施加一定的压力,愈合结晶器上升时拉出的裂痕。
高效连铸对结晶器振动要求高频,小振幅,负滑脱时间不易太长,正滑脱时间里振动速度与拉速之差减小,合适的结晶器超前量。
在结晶器下振速度大于拉坯速度时,称为“负滑脱。
结晶器超前量指负滑脱时间里结晶器行程超过铸坯的那段距离。
研究认为,结晶器超前量取3—4mm较合适。
一方面,结晶器超前量应足够大,以确保坯壳在钢液面处能与结晶器较好地分离。
防止粘结;另一方面,结晶器超前量也不能太大,否则会产生深的、不均匀的振痕。
结晶器非正弦振动的优点:
拉速越高,保护渣的消耗量越低,润滑效果越差;尤其在结晶器液面附近发生漏钢的危险就越大。
如何能提高弯月液面下铸坯与结晶器的润滑就成为突出的问题。
结晶器非正弦振动波形使
正滑脱时间增长,负滑脱时间减少,减小拉坯阻力,增加保护渣的消耗量,增加铸坯与结晶器的润滑减少漏钢。