第二章 焊接力学分析(3)
- 格式:pptx
- 大小:1.05 MB
- 文档页数:15

焊接力学与焊接结构基础【原创版】目录一、焊接力学概述二、焊接结构的基本概念三、焊接结构的力学性能四、焊接结构的疲劳性能五、焊接结构的缺陷及其影响六、焊接结构的设计原则与方法正文一、焊接力学概述焊接力学是研究焊接过程中力学现象的学科,它主要研究焊接接头的形成机理、力学性能以及焊接结构在使用过程中的受力分析。
焊接力学不仅关注焊接过程中金属的塑性变形,还涉及焊接结构的强度、刚度和稳定性等性能。
二、焊接结构的基本概念焊接结构是由焊接件通过焊接方法连接而成的结构。
焊接结构具有许多优点,如重量轻、生产成本低、结构简单等,因此在许多行业中得到了广泛应用。
焊接结构的类型有很多,如梁、柱、桁架等,其形式也有所不同,如有焊缝、无焊缝等。
三、焊接结构的力学性能焊接结构的力学性能主要取决于焊接质量、焊接材料和母材的性能。
焊接质量好的结构具有较高的强度、刚度和疲劳性能。
焊接材料和母材的性能对焊接结构的力学性能也有很大影响,如强度、硬度、韧性等。
四、焊接结构的疲劳性能焊接结构的疲劳性能是指在交变载荷作用下,焊接结构能承受一定次数的循环加载而不破坏的能力。
焊接结构的疲劳性能受到很多因素的影响,如焊接质量、焊接结构形式、载荷类型等。
为了提高焊接结构的疲劳性能,需要采取一定的设计措施和工艺方法。
五、焊接结构的缺陷及其影响焊接结构在焊接过程中可能会产生一些缺陷,如焊缝裂纹、气孔、夹杂等。
这些缺陷会对焊接结构的力学性能产生不良影响,如降低强度、刚度,加剧疲劳损伤等。
因此,在焊接过程中要尽量减少缺陷的产生,以保证焊接结构的使用性能。
六、焊接结构的设计原则与方法焊接结构的设计原则主要包括以下几点:保证结构的强度、刚度和稳定性;尽量简化结构形式,降低生产成本;考虑焊接变形和残余应力的影响;遵循材料力学和焊接力学的基本规律。
焊接结构的设计方法主要包括经验法、解析法和数值法等。
经验法是根据实际工程经验进行设计的方法,适用于简单的焊接结构;解析法是通过力学方程求解焊接结构问题的方法,适用于复杂的焊接结构;数值法是利用计算机模拟焊接结构的力学性能,可以更精确地预测焊接结构的性能。
焊接过程中的热力学与力学分析在现代制造业中,焊接是一项不可或缺的工艺,它能够将两个或多个金属零件永久性地连接在一起。
然而,焊接过程中的热力学和力学变化对焊接连接的质量和性能起着重要的影响。
本文将从热力学和力学两个方面,探讨焊接过程中的相关分析。
热力学是研究能量转化和传递的科学,而焊接过程中的能量转化主要包括热量的生成和传导。
当焊接电弧或火焰作用于金属表面时,会产生高温。
热量的生成主要取决于焊接材料的特性,比如导热性、电导率和熔点。
在焊接点周围,金属会受到高温的影响,温度上升,形成热影响区。
由于不同材料之间热扩散系数的不同,热影响区的形状和尺寸会发生变化。
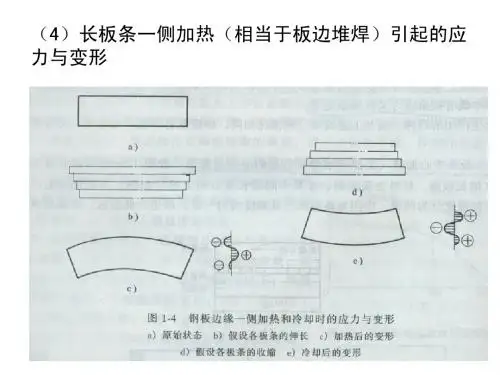
焊接过程中的力学变化主要来自于热引起的热应变和残余应力。
当金属被加热到高温时,它会发生热膨胀,即热应变。
热应变会导致材料的尺寸发生变化,特别是在焊接接头和母材之间。
如果材料之间的尺寸不匹配,可能会导致应力集中并引发裂纹。
此外,当焊接过程结束后,材料冷却时会发生残余应力。
残余应力是由于热导致的不均匀冷却而引起的,它可能导致材料的扭曲和变形。
为了减少焊接过程中的负面影响,可以进行一些热力学与力学分析。
首先,对于热力学分析,可以通过计算焊接点周围的热影响区大小来评估焊接过程的影响范围。
这可以提供焊接参数的参考,以达到所需的焊接质量。
其次,力学分析可以通过模拟焊接过程中的温度场和应变场来预测残余应力的大小和分布。
这有助于确定焊接接头和母材之间的尺寸匹配程度,以避免应力集中和裂纹的发生。
此外,热力学与力学分析还可以用于优化焊接工艺。
通过模拟不同焊接参数下的热影响区、残余应力和应变场,可以找到最佳的焊接参数组合。
这可以提高焊接的质量和效率,并减少材料的浪费。
此外,热力学与力学分析还可以用于预测焊接接头的寿命。
通过研究焊接接头中的应力集中和裂纹扩展,可以评估焊接接头的可靠性和使用寿命。
总之,焊接过程中的热力学和力学变化对焊接连接的质量和性能有着重要的影响。
通过热力学与力学分析,可以评估焊接过程的影响范围,预测残余应力和应变场,优化焊接工艺,并预测焊接接头的寿命。
焊接力学与焊接结构基础摘要:一、焊接力学简介1.焊接力学的定义2.焊接过程中的力学现象3.焊接力学在焊接技术中的重要性二、焊接结构基础1.焊接结构的分类2.焊接接头的种类与性能3.焊接残余应力的产生与影响三、焊接力学在焊接结构设计中的应用1.焊接应力的控制2.焊接变形预测与控制3.焊接结构的疲劳分析与设计四、焊接力学在焊接工艺中的应用1.焊接参数对焊接结构的影响2.焊接过程模拟与优化3.焊接质量控制与检测正文:焊接力学与焊接结构基础是焊接技术中的重要组成部分,它们对焊接接头性能、焊接残余应力、焊接变形等方面有着重要影响。
本文将对焊接力学与焊接结构基础进行简要介绍。
一、焊接力学简介焊接力学主要研究焊接过程中力学现象的发生、发展和变化规律。
它涉及材料的热力学、热传导、流体力学等多个领域。
焊接力学在焊接技术中具有重要意义,它可以指导焊接工艺的制定,优化焊接参数,提高焊接质量。
1.焊接力学的定义焊接力学是研究焊接过程中各种力学现象的学科,包括热力学、热传导、流体力学等方面。
2.焊接过程中的力学现象焊接过程中,涉及材料的热变形、残余应力、焊接变形等力学现象。
3.焊接力学在焊接技术中的重要性焊接力学可以指导焊接工艺的制定,优化焊接参数,提高焊接质量。
二、焊接结构基础焊接结构基础主要包括焊接结构的分类、焊接接头的种类与性能以及焊接残余应力的产生与影响等方面。
1.焊接结构的分类焊接结构主要分为对接焊缝、角焊缝、T 型焊缝等。
2.焊接接头的种类与性能焊接接头主要分为对接接头、角接接头、T 型接头等,不同类型的接头具有不同的性能。
3.焊接残余应力的产生与影响焊接过程中,由于温度变化、材料收缩等因素,会产生残余应力。
残余应力会对焊接结构的性能和使用寿命产生影响。
三、焊接力学在焊接结构设计中的应用焊接力学在焊接结构设计中的应用主要包括焊接应力的控制、焊接变形预测与控制以及焊接结构的疲劳分析与设计等方面。
1.焊接应力的控制通过优化焊接参数,可以控制焊接残余应力的大小和分布,提高焊接结构的性能。

焊接力学与焊接结构基础文章主题:焊接力学与焊接结构基础[序言]焊接是一种常用于金属结构连接的方法,通过熔化的焊接材料填充并形成焊缝,将两个互相接触的金属件连接在一起。
焊接力学是研究焊接过程中的应力、变形和裂纹等力学性质的学科,而焊接结构基础则是研究焊接结构设计和分析的基础理论。
本文将就焊接力学与焊接结构基础展开讨论,并探讨其在实际工程中的应用。
[1] 焊接力学的基本概念与原理焊接力学研究焊接过程中的应力和变形问题,主要包括焊接接头的受力分析、应力和变形的计算方法以及裂纹的形成和扩展等。
在焊接接头中,焊缝和热影响区是应力和变形集中的区域,需要通过合理的设计和选材来降低应力集中和变形量。
焊接过程中的热应力、残余应力和载荷应力等也会对焊接结构的性能产生重要影响,需要进行全面的分析和评估。
[2] 焊接结构基础的主要内容和方法焊接结构基础包括焊接结构设计原理、焊接材料选择、焊接连接的计算方法和焊接结构的极限状态设计等内容。
焊接结构的设计要考虑材料的力学性能、焊缝的强度、安全系数等因素,保证焊接结构在使用过程中具备足够的强度和刚度。
还需要考虑焊接过程中的热影响区、残余应力和应力腐蚀等问题,以确保焊接结构的安全可靠性。
[3] 焊接力学与焊接结构基础的应用焊接力学与焊接结构基础在实际工程中的应用十分广泛。
它们可以用于焊接接头的设计和分析,通过合理的参数选择和设计优化,提高焊接接头的质量和可靠性。
在焊接结构的评估和检验过程中,焊接力学与焊接结构基础也能提供重要的理论指导,以判断焊接结构是否满足设计要求。
焊接力学与焊接结构基础在焊接工艺的优化和改进方面也具有重要作用,通过对焊接过程中的应力和变形进行分析和优化,来提高焊接结构的质量和工艺性能。
[总结]通过对焊接力学与焊接结构基础的综述与分析,我们了解到焊接力学和焊接结构基础是理解和应用焊接技术的重要基础。
在实际工程中,合理地应用焊接力学与焊接结构基础,可以提高焊接接头的质量和性能,确保焊接结构的安全可靠。
电弧焊基础兰州理工大学焊接系本科生学习整理第一章焊接电弧1. 焊接方法分类焊接方法分为熔焊、钎焊、和压焊三大类熔焊:熔焊是在不施加压力的情况下,将待焊处的母材加热熔化以形成焊缝的焊接方法。
焊接时母材熔化而不施加压力是其基本特征。
压焊:压焊是焊接过程中必须对焊件施加压力(加热或不加热)才能完成焊接的方法。
焊接施加压力是其基本特征。
钎焊:钎焊是焊接事采用比母材熔点低的钎料,将焊件和钎料加热到高于钎料熔点但是低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙,并与母材相互扩散而是心爱那个连接的一种方法力气特征是焊接时母材不发生熔化,仅钎料发生熔化。
2. 焊接电弧中气体电离的种类热电离——气体粒子受热的作用而产生的电离称为热电离。
其实质是气体粒子由于受热而产生高速运动和相互之间激烈碰撞而产生的一种电离。
场致电离——当气体中有电场作用时,气体中的带电粒子被加速,电能被转换为带电粒子的动能,当其动能增加到一定程度时,能与中性粒子产生非弹性碰撞,使之电离,这种电离称为场致电离。
光电离——中性粒子接受光辐射的作用而产生的电离现象称为光电离。
不是所有的光辐射都可以引发电离,气体都存在一个能产生光电离的临界波长,气体的电离电压不同,其临界波长也不同,只有当接受的光辐射波长小于临界波长时,中性气体粒子才可能被直接电离。
3. 焊接电弧中气体的发射有几种热发射——金属表面承受热作用而产生电子发射的现象称为热发射。
场致发射——当阴极表面空间有强电场存在时,金属电极内的电子在电场静电库仑力的作用下,从电极表面飞出的现象称为场致发射。
光发射——当金属电极表面接受光辐射时,电极表面的自由电子能量增加,当电子的能量达到一定值时能飞出电极的表面,这种现象称为光发射。
粒子碰撞发射——高速运动的粒子(电子或正离子)碰撞金属电极表面时,将能量传给电极表面的电子,使电子能量增加并飞出电极表面,这种现象称为粒子碰撞发射。
4. 阴极斑点的条件及阴极斑点的特点。
在对一个焊接组件进行受力分析的时候,个人认为有两种方法:第一种方法:假定焊缝的强度够用,不对焊缝进行受力分析。
此时对整个组件使用mechanica的实体单元进行网格划分。
因为在mechanica中会把组件中有接触面的零件均视为一个零件,组件实际上就变成了一个零件,载荷和约束已可以在零件之间传递了。
此时组件的受力分析与零件的受力分析在步骤上就没有什么区别了。
这种方法缺点是因为没有使用理想化,所以速度较慢。
而且焊缝的强度也没有校核。
优点是不用对焊接组件进行调整。
第二种方法:因为焊接件多数是标准板材、型材等,在分析时使用壳理想化可以大大加快解算速度。
这时就产生了一个问题:板材理想化后在板子的中心位置生成midsurface。
而这个midsurface多数无法与别的midsurface相连,于是造成了载荷与约束无法在零件间传递。
a)此时应使用mechanica提供的一个功能connections中的端焊、周焊或点焊将零件(midsurface)在焊缝处“连接”起来再进行受力分析。
有的资料中提过结果中如果在焊缝处显示了高应力,那就必须专门对焊缝进行受力分析。
但是因为在connections的焊缝设定过程中,并无焊缝材料、焊缝宽度、焊接工艺的选项。
所以稳妥起见,要做下面的焊缝实体的受力分析b)人工建立焊缝的实体模型并装配到组件为了避免载荷和约束在贴合的零件面上传递,这里应人工的把零件分开一个微小的距离,使后期在mechanica分析中零件间的载荷和约束完全通过焊缝来传递进入mechanica,改用实体单元进行网格划分最后只需观察焊缝处的应力情况即可。
下例是二个低碳钢板(200x100x5)用5mm角焊缝焊在一起,焊缝长度2-50mm,一板材左侧端面固定,另一板材右侧端面受水平向右的拉力100N组件如图:[ Last edited by zlxlbean on 2004-9-29 at 11:36 ]图片附件: part.jpg (2004-9-29 11:25, 10.65 K)如上所述第一种方法,采用实体单元对组件进行受力分析,由组件直接进入mechanica,设定约束、材料、载荷,运行静态分析,得到如下结果:max_disp_mag: 4.222310e-04 0.8%max_stress_vm: 2.206539e-01 3.5%第二种方法创建midsurface,分别由零件进入mechanica,mec struct/strc model/idealizations/shells/midsurfaces-> New compress/shells only/showcompress最后组件的midsurface如图可以看出,两个midsurface之间产生的缝隙[ Last edited by zlxlbean on 2004-9-29 at 11:37 ]图片附件: shell_assem.jpg (2004-9-29 11:27, 4.63 K)创建角焊缝连接connections/welds/end welds/new,完成后出现两个焊接符号运行分析,(4秒结果就出来了)max_disp_mag: 4.190947e-04 0.0%max_stress_vm: 2.114679e-01 0.7%图片附件: weld_sym.jpg (2004-9-29 11:28, 6.86 K)如图显示vonmises,在焊缝处无高应力图片附件: shell_weld_vm.jpg (2004-9-29 11:29, 29.3 K)如图显示max shear,在焊缝处无高应力图片附件: shell_weld_shear.jpg (2004-9-29 11:29, 29.35 K)保险起见下面专门对焊缝进行分析创建焊缝实体50x5x5的角焊缝零件,装配至焊接组件,并把两块平板的贴合面分开0.5如图图片附件: solid_weld_assem.jpg (2004-9-29 11:30, 3.47 K)进入mechanica,这里假定焊缝强度不小于母材,将母材材料FE20直接指定给焊缝零件运行分析,结果如图最大剪应力7.941e+00,这是否是因为在边角处的应力集中引起的呢?图片附件: result_weld_solid.jpg (2004-9-29 11:31, 21.27 K)查看中间部位的焊缝,最大剪应力大多在0.78MPa-0.06MPa之间图片附件: nomal_shear.jpg (2004-9-29 11:32, 19.61 K)根据焊缝强度计算公式:最大剪应力=1.414*F/(K*(l1+l2))=1.414*100/(5*(50+50))=0.2828MPa个人认为出现差异的原因可能因为焊缝的金相组织非常复杂,而简单地用一种材料来对焊缝的模拟不能准确地反映材料特性,同时母材料的受热区组织也有变化,材料特性也有一定的改变,所以最终计算结果与经验公式差别比较大。