塑料吹塑成型与实例
- 格式:docx
- 大小:24.72 KB
- 文档页数:5
吹塑成型所适用得塑料品种仅为热塑性塑料,例如聚乙烯、聚氯乙烯、聚对苯二甲酸乙二醇酯及工程塑料如聚碳酸酯等。
基本加工过程:将选用得塑料加热熔融,使用挤出机或注射机在一定得温度下,让塑料熔融,通过挤出机头或注塑模具制成管状型坯2.将半熔型坯放到吹塑模具内,闭合模具并用加紧装置锁紧模具3.利用辅助得空气压缩机提供得压缩空气冲人模具将管坯吹胀4.将型坯附近在模具壁上后冷却定型5.冷却定型后,开模取出制品中空吹塑可以分两类:挤出吹塑与注射吹塑。
(两者主要区别在于型坯得设备。
)(插入图片)挤出吹塑成型常用得塑料:低密度聚乙烯、高密度聚乙烯、聚丙烯、聚氯乙烯、乙烯-醋酸乙烯共聚物、改性聚酯、热塑性工程塑料如聚碳酸酯、热塑性弹性体等聚合物及各种共混物。
挤出吹塑工艺过程:1.采用挤出机将热塑性塑料熔化,并通过机头挤出型坯2.将达到规定长度得型坯置于吹塑模具内合模,并靠模具上刃口将型坯切断3.依靠模具上得进气口通往压缩空气,吹胀型坯4.保持模具型腔内压力,使制品冷却定型后开模取出制品挤出吹塑按其出料方式不同分两类:一类连续挤吹法;挤出机通过机头直接连续挤出型坯,主要生产产量大、容积小(不超过8L容量)。
优点就是设备简单、投资少、操作容易。
适用得塑料品种多。
一类为间歇挤吹法:挤出机间歇得直接挤出型坯或就是将熔料挤入一个贮料缸中,当贮料缸中得熔料满足需要时,通过机头口模挤出型坯,经过吹塑、冷却、定型后可得挤出吹塑中空制品得机械主要就是由挤出机、挤出机头、吹塑模具、合模装置、吹气装置等构成用途:成型容器类制品,容器得最小容积可为1ml,最大容积达10000L。
包括各种牛奶瓶、饮料瓶、洗涤剂及化妆品瓶等;各种桶类容器,像化学试剂桶、饮料桶、矿泉水桶;各种工业制品及贮槽等注塑吹塑就是用注射机将熔料注入模具内制取型坯,再将型坯趁热放到吹塑模具内,通入空气使型坯吹胀得一种成型方法。
工艺过程:1.用注射机将熔融塑料注入型坯模具中,得到型坯2.将留在芯模上得型坯转移到吹塑模具中3.芯模得进气口通往压缩空气,型坯吹胀4.冷却定型后开模取制品优点:1.能一次生产出不需要修整得产品,一般不产生边角料2.容器类制品颈部尺寸精度好,容易满足瓶口配合要求3.注射成型得到得型坯可保证型坯壁厚得均匀性,精确得控制用料量4.容器类产品表面光洁度好,用透明性塑料制品可制得透明度非常高得制品缺点:注塑吹塑得模具费用高,生产一种制品需要两幅模具,一副就是注射型坯得模具,一副就是吹塑制品得模具,且模具得精度也高。

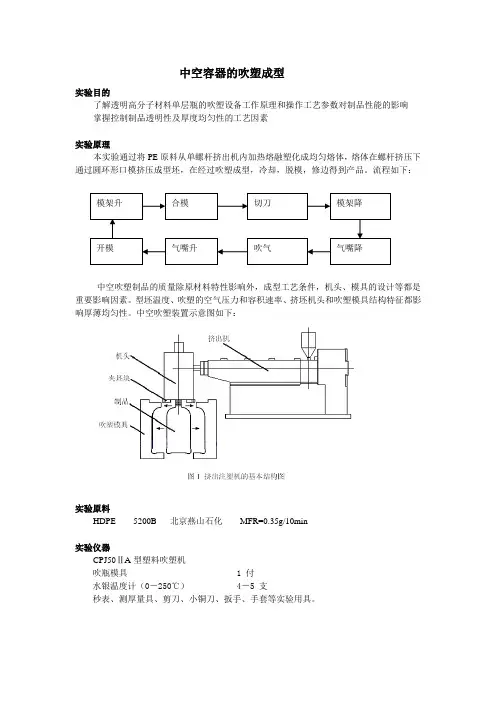
中空容器的吹塑成型实验目的了解透明高分子材料单层瓶的吹塑设备工作原理和操作工艺参数对制品性能的影响掌握控制制品透明性及厚度均匀性的工艺因素实验原理本实验通过将PE原料从单螺杆挤出机内加热熔融塑化成均匀熔体,熔体在螺杆挤压下通过圆环形口模挤压成型坯,在经过吹塑成型,冷却,脱模,修边得到产品。
流程如下:中空吹塑制品的质量除原材料特性影响外,成型工艺条件,机头、模具的设计等都是重要影响因素。
型坯温度、吹塑的空气压力和容积速率、挤坯机头和吹塑模具结构特征都影响厚薄均匀性。
中空吹塑装置示意图如下:实验原料HDPE 5200B 北京燕山石化MFR=0.35g/10min实验仪器CPJ50ⅡA型塑料吹塑机吹瓶模具 1 付水银温度计(0-250℃) 4-5 支秒表、测厚量具、剪刀、小铜刀、扳手、手套等实验用具。
实验条件本实验所用CPJ 自动塑料吹瓶机主要技术参数:螺杆直径 50mm 螺杆长径比 22:1螺杆转速 350(手动) 700(自动)模板尺寸 480mm×340mm×38mm开模行程 200 mm 制品容量 2×0.6L表1.挤出吹塑温度控制℃实验步骤:1.了解原料工艺特性,拟定挤出机各段、机头和模具的加热、冷却以及成型过程各工艺条件。
2.熟悉吹瓶机的操作规程。
开通电源,设置手动,开启油泵,检查是否正常。
3.接通料斗、模头各加温区电源,设定温度加热至所设温度后恒温15min。
4.加料,挤出后依次按流程按动按钮:模架升、锁模、切刀、模架降、气嘴降、开模,取出制品。
5.将吹塑机设为自动,调整各个定时器的定时时间,开始自动吹瓶。
6.实验完毕,关闭油泵、电源。
实验结果及讨论所得制品外观良好,表面光洁,螺纹清晰。
但有较多飞边,需要手工修整,且厚薄不均匀。
壁厚不是很均匀,因为口模不是标准环形,挤出口模时挤出物已经倾斜,厚薄不均,导致吹出来的制品厚薄不均。
手工操作时连续性差,在挤出物或切断的型胚在还未完全到位时就采取下一步操作或者是前一次的制品还未脱摸就开始进行了下一次的成型,造成次品或根本不能成型。
实验三、聚乙烯塑料薄膜吹塑实验一、实验原理1.理解薄膜吹塑的基本原理2.了解单螺杆挤出机、吹膜机头和辅机的基本结构以及工作原理,并熟悉其基本操作。
3.掌握聚乙烯吹膜工艺操作过程、各工艺参数的调节及分析薄膜成型的影响因素。
二、实验原理吹塑薄膜是塑料薄膜生产中采用最广泛的一种方法。
其原理是将熔融塑料流经机头呈现圆筒形薄管挤出,并从机头中心吹入压缩空气,将薄管吹胀,经冷却后的膜管被导向牵引辊叠成双折薄膜,其宽度通常称为折径。
薄膜在牵引辊连续进行纵向牵伸,以恒定的线速度进入卷取装置卷成制品。
这里,牵引辊同时也是压辊,因为牵引辊完全压紧吹胀了圆筒形薄膜,使空气不能从挤出机头与牵引辊之间的圆筒形薄膜内漏出来,这样膜管内空气量就恒定,从而保证薄膜一定的宽度。
在吹塑过程中,各段物料的温度、螺杆的转速,机头的风力和口模的结构、风环冷却、室内空气冷却以及吹入空气压力,膜管拉伸作用等都直接影响薄膜性能的优劣和生产效率的高低。
各段温度和机外冷却效果是最重要的因素。
通常,沿机筒到机头口模方向,塑料的温度是逐步升高的,且要达到稳定的控制。
各部位温差对不同的塑料各不相同。
风环是对挤出膜管坯的冷却装置,位于离模管坯的四周。
操作时可调节风量的大小控制管坯的冷却速度,上、下移动风环的位置可以控制膜管的“冷冻线”。
冷冻线对结晶型塑料即相转变线,是熔体挤出后从无定型态到结晶态的转变。
若对管膜的牵伸速度太大,单个风环是达不到冷却效果的,可以采用两个风环来冷却。
风环和膜管内两方面的冷却都强化,可以提高生产效率。
牵引也是调节膜厚的重要环节。
牵引辊与挤出口膜的中心位置必须对准,这样能防止薄膜卷绕时出现的折皱现象。
为了取得直径一致的膜管,膜管内的空气不能漏失,故要求牵引辊表面包复橡胶,使膜管与牵引辊完全紧贴着向前进行卷绕。
牵引比不宜太大,否则易拉断膜管,牵引比通常控制在4~6之间三、实验原料及主要设备实验原料:PE主要设备:YS-500高低压塑料薄膜吹塑机卡尺、测厚仪、台秤、秒表等。
塑料薄膜挤出吹塑成型实验聚乙烯薄膜挤出吹塑成型实验一、实验目的:1.了解挤出吹塑薄膜成型工艺原理,工艺参数的作用及其对制品性能的影响。
2.了解挤出机的基本结构,懂得挤出成型的基本操作和安全技术措施。
二、实验原理吹塑薄膜是塑料薄膜生产中采纳最广泛的一种方法。
其原理是将熔融塑料流经机头呈现圆筒形薄管挤出,并从机头中心吹入压缩空气,将薄管吹胀,经冷却后的膜管被导向牵引辊叠成双折薄膜,其宽度通常称为折径。
薄膜在牵引辊连续进行纵向牵伸,以恒定的线速度进入卷取装置卷成制品。
这里,牵引辊同时也是压辊,因为牵引辊完全压紧吹胀了圆筒形薄膜,使空气不能从挤出机头与牵引辊之间的圆筒形薄膜内漏出来,这样膜管内空气量就恒定,从而保证薄膜一定的宽度。
三、原料及设备1.原料高密度聚乙烯(HDPE),线性低密度聚乙烯(LLDPE)其配方为:HDPE:LLDPE = 3 :12.主要仪器设备SJ-45-600SY-600吹膜印刷连线机组的主要技术参数适用原料:LDPE、HDPE螺杆直径:Ф45螺杆长径比:L/D 28:1吹膜主机功率:11kw最大挤出量:35kg/h模头直径:40-80mm吹膜宽度:600mm吹膜厚度:0.008-0.10mm印刷长度:250-1000mm套印精度:横向0.2mm,纵向0.2mm整机重量(配2色):4300kg占地尺寸(长×宽×高):7500×2000×3200mm DFR-500型电脑全自动热封热切制袋机主要技术参数最大封切宽度:500mm封切长度:100-1000mm封切厚度:0.005-0.50mm长度误差:±1mm制袋速度:40-120pcs/min主电机功率:0.75kw加热功率:2kw总功率:3kw机器重量:800kg外形尺寸:2600×1100×1500mm四、实验步骤1 .测定原料的有关数据HDPE 、LLDPE的熔体流动速率测定2 .挤出吹塑薄膜吹膜操作如下:按照挤出吹膜机组的操作规程,检查机组备部分的运转,加热和冷却是否正常。

塑料瓶的注塑吹塑成型介绍(五篇)第一篇:塑料瓶的注塑吹塑成型介绍注塑吹塑成型是生产塑料瓶的两步法工艺。
第一步将塑料用注塑成型法制成有底空心型坯。
当塑料注人预成型模内芯杆周围的时候瓶颈和型坯便形成。
在这一步,型坯进行温度状态调节。
然后型坯经芯杆转移到吹塑模内,空气经芯杆导入,将型坯吹塑成模型的形状。
瓶子成型完毕以后,转移到排出段。
注塑吹塑成型的优点很多:无下脚料,尺寸精确,瓶子制成后无需二次加工。
成品瓶子的重量精确度可控制在土0.l克。
瓶颈的形状和瓶子内外成型精度可达± 0.004英寸。
瓶子重量与尺寸的可重复性适于匹配,并易于与灌装线连接。
由于有一定的双轴取向作用,可使多种不同材料的透明度与强度获得改善。
在排出段瓶子受控于一定的方向,从而可进行自动化在线装饰和灌装。
操作人员的工作量很小。
设备用现有的注塑吹塑成型机进行有盈利的塑料瓶生产时,瓶的大小和形状受到一定限制。
市场上可以买到的注塑吹塑成型机有数种,它们从一段向另一段转移芯杆的方法不同,包括穿棱式的,两位(段)旋转式的,轴向移动式的和三段及三段以上旋转式的。
当今三段或四段旋转机颇受欢迎。
这类设备可分为两大类:即吹塑总成组件,这种组件可以安装在某些工业注塑成型机上;和成套注塑吹塑成型设备,配有塑炼机、液压装置、控制装置和其他配套部件。
这些设备还可进一步区分为:带垂直作往复式螺杆塑炼机的,和带水平往复式螺杆塑炼机的。
垂直式的比往复式的简单得多,在相等的充模速度和较低注射压力下(如有必要)注射量相同时,它的部件少、能耗小、占地少、维修简便。
往复式螺杆塑炼机主要是为注射成型研制的;虽然它的结构比垂直式的复杂,但操作的可靠性较好。
当前的成型机械,包括大型的标准生产装置,可在较高的生产速度下生产出较大的瓶子来;注射装置的完善使聚氯乙烯和含丙烯睛的树脂更易于加工;增加工段(位)的开发工作正在继续进行。
通常,医药工业和化妆品工业是16央司和更小的注塑吹塑成型塑料瓶的市场。
中空吹塑成型原理中空吹塑成型是一种塑料制品的生产工艺,它主要用于生产空心容器,如瓶子、罐子等。
这种制造方式使用的是聚合物树脂,通过加热和压塑使它变得可塑,然后在模具中进行挤压吹塑成型。
本文将详细介绍中空吹塑成型的原理和过程。
一、中空吹塑成型的原理中空吹塑成型是一种塑料成型技术,它利用了塑料的热塑性质。
热塑性材料是指在加热的条件下能够变得柔软和可塑的聚合物物质。
这种材料在加热过程中可以流动,当它在冷却后再次固化时,就可以保留其形状。
在中空吹塑成型中,塑料粒子会在注射机中被加热和熔化。
然后将熔化的塑料注入到铝模具中,其内部具有带有所需容器外形的中空空腔。
模具的一端固定有一个模具口,用以接收一个呈融化状态的塑料管子。
经过一系列的程序和过程,这个塑料管子最终被拉伸并填充到空腔中,形成了一个空心物体。
中空吹塑成型过程如下:1.注塑阶段在注塑机中,要将塑料颗粒放入一个加热并熔化的加热桶中。
这个桶中有一个螺旋式的螺杆,当塑料熔化后,这个螺杆就开始旋转并将其推动到注射喷嘴处。
2.吹气阶段一旦液态塑料进入到模具腔中,就会有空气被注入使其塑性变得更强。
这个过程是通过模具上的压力和真空口来完成的。
在保持一定的压力的模具上的吸力会抽取过量的塑料材料,使其更加平滑和定形。
3.制品冷却阶段在吹扩完成后,制品需要接受冷却。
这个过程可以通过环绕模具的水流完成,也可以使用冷却气体。
在冷却之后,制品就可以从模具中取出。
二、中空吹塑成型的优点中空吹塑成型具有一些独特的优点,如下:1. 制造空心产品的最佳方式中空吹塑成型是生产空心产品的最佳方式之一,因为它可以生产各种形状和大小的空心产品。
2. 生产效率高在中空吹塑成型过程中,模具是以一个圆周运动轮廓运作的,这使得中空吹塑成型可以在较短时间内生产出大量的产品。
3. 低成本制造中空吹塑成型制品的初始成本相对较低,因为它不需要大量的设备或机器。
4. 产品精度高由于模具制造成本的降低和可用性的提高,中空吹塑成型技术让精確模型我也容易制造。
吹塑成型工艺流程吹塑成型,这可是个挺有趣的制造工艺呢。
就像吹气球似的,不过这气球吹出来可就不是简单玩玩,而是变成各种各样有用的东西。
咱先说说原料吧。
这原料就好比是做饭的食材,得精心挑选。
一般都是用塑料颗粒,这些小颗粒就像一个个等待变身的小精灵。
它们得是那种适合吹塑的材料,比如说聚乙烯或者聚丙烯。
把这些塑料颗粒放进料斗里,就像把米放进米缸准备做饭一样。
然后呢,有个很关键的步骤,就是加热。
这加热就像是给那些塑料颗粒做桑拿浴。
通过螺杆的转动,把塑料颗粒慢慢往前送,这螺杆就像一个勤劳的小搬运工。
在往前送的过程中,周围的加热装置就开始发挥作用了,温度一点点升高,塑料颗粒开始变软,就像冰化成水一样,从一颗颗硬邦邦的小颗粒变成了软软的、黏黏的一团。
这时候的塑料就像一团软软的泥巴,可塑性很强。
接着就是挤出了。
这就好比是把那团软泥巴从一个特殊的模具里挤出来。
这个模具的形状可就决定了以后吹塑出来产品的基本形状。
比如说,如果模具是个圆形的,那挤出来的就是个圆形的塑料管模样的东西。
这个塑料管呢,就像一条长长的、软软的蛇,不过是空心的哦。
再接下来就是吹塑这个神奇的环节啦。
往这个刚刚挤出来的塑料管里吹气,这就真的像吹气球一样了。
空气就像一个神奇的魔法力量,把这个软软的塑料管给吹得鼓起来。
不过这吹气可不能乱来,得控制好气压,就像吹气球的时候不能太用力,不然就爆了。
这时候,塑料管在气压的作用下,就按照模具的形状一点点膨胀起来,从一根简单的管子变成了想要的形状,可能是个瓶子,可能是个桶之类的东西。
在吹塑的过程中,模具就像一个严格的塑形老师。
它把吹起来的塑料紧紧地包裹住,让塑料按照它的样子成型。
而且这个模具的温度也很有讲究呢,不能太热也不能太冷。
太热了,塑料可能会粘在模具上,就像糖粘在手上一样,不好取下来;太冷了呢,塑料可能就不能很好地贴合模具,形状就不那么完美了。
等吹塑完成了,还有个冷却的过程。
这就像刚出锅的馒头得晾凉一样。
让成型的塑料制品慢慢冷却下来,这样它才能保持住形状。
实验7 聚乙烯吹塑薄膜成型一、目的要求1、了解单螺杆挤出机、吹膜机头及辅机的结构和工作原理2、了解塑料的挤出吹胀成型原理;掌握聚乙烯吹膜工艺操作过程、各工艺参数的调节及成膜的影响因素二、原理塑料薄膜是一类重要的高分子材料制品。
由于它具有质轻、强度高、平整、光洁和透明等优点,同时其加工容易、价格低廉,因而得到广泛的应用。
塑料薄膜可以用多种方法成型,如压延、流涎、拉幅和吹塑等方法,各种方法的特点不同,适应性也不一样。
压延法主要用于非晶型塑料加工,所需设备复杂,投资大,但生产效率高,产量大,薄膜的均匀性好。
流涎法主要也是用于非晶型塑料加工,工艺最简单,所得薄膜透明度好,具各向同性,质量均匀,但强度较低,且耗费大量溶剂,成本增加,于环保也不利。
拉幅法主要适用于结晶型塑料,工艺简单,薄膜质量均匀,物理机械性能最好,但设备投资大。
吹塑法最为经济,工艺设备都比较简单,结晶和非晶型塑料都适用,既能生产窄幅,又能生产宽达10m的膜,吹塑过程塑料薄片的纵横向都得到拉伸取向,制品质量较高,因此得到最广泛的应用。
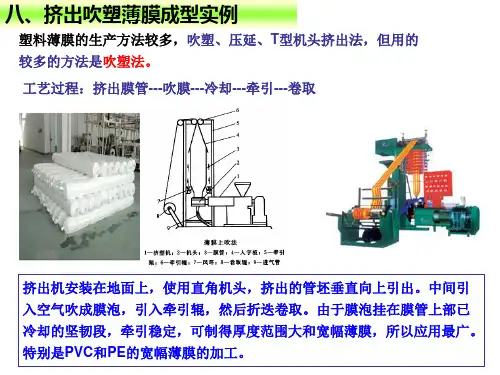
吹塑成型也即挤出-吹胀成型,除了吹膜以外,还有中空容器成型。
薄膜的吹塑是塑料从挤出机口模挤出成管坯引出,由管坯内芯棒中心孔引入压缩空气使管坯吹胀成膜管,后晶空气冷却定型、牵引卷绕而成薄膜。
吹塑薄膜通常分为平挤上吹、平挤平吹和平挤下吹等三种工艺,其原理都是相同的。
薄膜的成型都包括挤出、初定型、定型、冷却牵伸、收卷和切割等过程。
本实验是低密度聚乙烯的平挤上吹法成型,是目前最常见的工艺。
塑料薄膜的吹塑成型是基于高聚物的分子量高、分子间力大而具有可塑性及成膜性能。
当塑料熔体通过挤出机机头的环形间隙口模而管坯后,因通入压缩空气而膨胀为膜管,而膜管被夹持向前的拉伸也促进了减薄作用。
与此同时膜管的大分子则作纵、横向的取向作用,从而使薄膜强化了其物理机械性能。
为了取得性能良好的薄膜,纵横向的拉伸作用最好是取得平衡,也就是纵向的拉伸比(牵引膜管向上的速度与口模处熔体的挤出速度之比)与横向的空气膨胀比(膜管的直径与口膜直径之比)应尽量相等。
吹塑的加工方法吹塑是一种超厉害的塑料加工方法!就像吹气球一样,把塑料变成各种形状。
那吹塑到底咋搞呢?首先,把塑料颗粒加热融化,变成像糖浆一样的东西。
这一步可得小心,温度不能太高也不能太低,不然就完蛋啦!然后,把融化的塑料挤入模具中,就像把牙膏挤进管子里。
接着,用高压气体吹进去,哇塞,塑料就像被施了魔法一样膨胀起来,变成了我们想要的形状。
这过程不就跟吹泡泡似的,神奇吧?在吹塑过程中,安全可是头等大事!要是不小心,那可就惨啦。
加热的时候得注意防火,别让塑料着火了,不然可就麻烦大了。
还有,高压气体也得小心使用,万一爆炸了咋办?所以,一定要严格按照操作规程来,可不能马虎。
稳定性也很重要,要是做出来的东西形状不稳定,一会儿大一会儿小,那可不行。
这就像盖房子,要是地基不牢固,房子就会摇摇晃晃。
吹塑的应用场景那可多了去了。
比如,我们平时喝的饮料瓶、洗发水的瓶子,都是用吹塑做出来的。
还有一些玩具、工具的外壳,也可以用吹塑。
为啥要用吹塑呢?因为吹塑成本低呀,而且可以做出各种复杂的形状。
这就好比用一块泥巴可以捏出各种各样的小动物,多厉害!我给你讲个实际案例吧。
有一家工厂,专门生产塑料瓶子。
他们用吹塑的方法,做出了各种各样漂亮的瓶子,有圆形的、方形的、还有心形的。
这些瓶子不仅好看,而且质量也很好。
客户都特别满意,订单多得不得了。
这就说明吹塑的实际应用效果非常好呀!吹塑就是这么牛!它能让塑料变成各种各样的形状,满足我们的不同需求。
而且成本低、效率高,安全性和稳定性也有保障。
所以,如果你需要加工塑料产品,吹塑绝对是一个不错的选择。
*实验12 塑料中空吹塑成型实验一.实验目的:1.了解中空吹塑过程和工艺条件。
2.掌握中空吹塑成型工艺参数的确定及其对制品的影响。
3.了解中空吹塑机的结构。
二.实验原理及流程流程:长城牌塑料罐中空吹塑流程如图所示流程图:实验原理:将聚乙烯原料投入吹塑机,加热成熔融状态,再从吹塑机的直角机头挤出管坯,当管坯达到要求的长度时,迅速合模,切断管坯,并在管坯中注入压缩气体,使模具中的管坯吹胀成型。
三.实验原料及设备1.实验原料:高密度聚乙烯(上海金菲公司生产,牌号为HHM5502)和红色母。
2.实验设备:AO-70NL型中空吹塑机破碎机混色机 4L吹塑模具四.实验步骤1.原料、辅助材料的计量根据配方需要计量好HDPE和色母的重量。
2.将计量好的料放入混色机中搅拌均匀。
3.将拌好的料放进吹塑机的料斗中。
4.开机吹塑,操作过程如下:(1)预热根据使用原料的技术要求设定各段的加热温度,然后开始加热,为了确保料筒内原料充分熔融,预热时间约为1.5~2小时。
(2)开机前检查与准备工作①给两料斗加足原料(注意:螺杆不能空运转)。
②按顺序启动空气压缩机、冷却塔、循环水泵和冷水机,调整好冷水机的设定温度,打开两螺杆进料段冷却水阀。
③打开机器总进气阀,检查气压是否正常,定期排放机器空气过滤器内的积水,并往油雾器里加足雾化油。
④开油泵,使左右模具打开,再关油泵,按下RESET按钮。
检查模具的清洁情况,及时清除模腔内的防锈剂、水、胶料和其它杂物等。
⑤开油泵,手动测试左右模具的开合模、上下移模、吹针上下等功能是否正常。
(3)开机操作①启动挤出装置挤料ⅰ.经过充分的预热,检查各加热段温度是否已达到了设定值。
ⅱ.按开螺杆按钮,设定主副螺杆变频器所需的频率,然后按FWD键,使主副螺杆逐渐加速至所需的转速。
ⅲ.调整口模部分,使下料坯均匀、平直,根据需要调整胀气大小。
②.全自动方式运行操作ⅰ.关好安全门,按AUTO键,按L&R键,按START键,机器开始全自动运行。