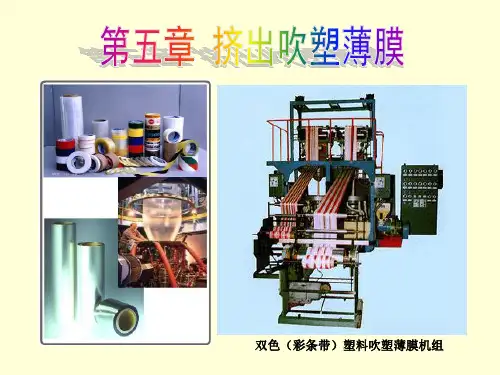
第五章 吹塑成型
- 格式:pptx
- 大小:2.01 MB
- 文档页数:51

吹塑成型工艺及吹塑制品设计引言:吹塑是一种常见的塑料加工工艺,广泛应用于各个领域。
本文将介绍吹塑成型工艺的基本原理和步骤,以及吹塑制品的设计要点。
一、吹塑成型工艺的基本原理吹塑成型是利用高温和压力将塑料粉末或颗粒加热融化,并通过气压将熔融塑料吹制成空心制品的一种加工方法。
其基本原理为:1.原料预处理:将塑料颗粒或粉末进行预干燥处理,以去除水分和杂质。
2.塑料加热和融化:将预处理后的塑料放入吹塑机的加热筒中,通过加热器将塑料加热至熔点以上,使其完全融化。
3.预吹气:将加热融化的塑料吹气,使其充满整个吹塑模具的腔体,并且与模具内壁牢固贴合,以确保成型品的外观和尺寸的一致性。
4.正式吹气:在塑料充满模具腔体后,通过加大气压,使塑料扩张,填充整个模具腔体,最终形成所需的制品形状。
5.冷却固化:在成型过程中,通过冷却水等冷却介质对模具进行冷却,使塑料迅速冷却和固化,以稳定形状和尺寸。
6.脱模:冷却固化后,通过分离机构将成型品从模具中取出。
二、吹塑制品设计要点吹塑制品的设计要点主要包括以下几个方面:1.材料选择:吹塑制品的设计要根据实际使用需求选择合适的塑料材料。
常见的吹塑材料有聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)等,每种材料在耐热性、机械性能等方面有所不同,需要根据具体需求进行选择。
2.成型品形状设计:吹塑制品的形状设计应考虑到塑料在膨胀过程中的变形情况,避免设计过于复杂的凸凹面以及壁厚不均匀的部分,以确保成型品的一致性和稳定性。
3.模具设计:模具的设计应根据成型品的形状和尺寸进行,考虑到成型件的缩水率和模具的缩水率,以保持成型品的尺寸准确度。
4.壁厚设计:吹塑制品的壁厚直接影响成型品的质量和性能,壁厚过薄容易变形,壁厚过厚则会增加成本和加工难度。
因此,需要根据制品的实际使用需求进行合理的壁厚设计。
5.强度设计:吹塑制品在使用过程中需要承受一定的载荷和压力,因此需要考虑制品的强度设计,确保其能够满足使用要求。
吹塑成型原理
吹塑成型是一种重要的塑料成型工艺,是将塑料原料经过上料、定型、成型和冷却等多个工序,利用吹塑机械和模具,来完成一种塑料制品的加工工艺。
吹塑成型包括吹塑注射成型、吹塑拉伸成型和复合吹塑成型等 3 种,广泛用于使用塑料及其他合成材料的管状制品或容器的成型制作,现代生产中应用非常广泛。
吹塑成型机械的基本原理是利用气压将塑料原料加热成融化状态,由专用的模具内壁被压缩,冷却后通过外加压力的形式,在模具中造成融化塑料的流动,使其获得所需的形状,当塑料冷却并固化后即可完成其制品的成形。
吹塑成型的工艺流程:
1.上料:将料斗中的塑料料料进行破碎,使其达到适当的粒度,并由料斗的内螺旋把塑料料料搬至待吹塑机上;
2.放料:将上料的塑料料料由料机的出口放到融料管里,使塑料料料融化;
3.吹塑:将融化的塑料料料由融料管引入模具内,并由模具的压力形成塑料制品;
4.冷却:将成型的塑料制品通过蒸汽流、水流等方式冷却,保持其形状;
5.取料:制品冷却完毕后,将其从模具中取出制成品。
- 1 -。

现代吹塑技术源于上世纪三十年代,经过多年的发展,已发展成为继注塑和挤出之外的第三大塑料加工方法,吹塑技术与注塑相比较,设备造价低,可成型复杂的中空制品,广泛应用于包装,软料业及玩具、汽业制造等行业。
本文主要从以下四个方面为大家讲解吹塑技术的要点及特性。
一、吹塑技术概论1. 注射拉伸吹塑2. 挤出吹塑3. 注射吹塑二、吹塑件设计及吹塑材料1. 吹塑件设计要点2. 吹塑材料三、吹塑模具设计四、吹塑缺陷及排除方法一、吹塑技术概论1.注塑拉伸吹塑目前,注塑拉伸吹塑技术应用比注吹更为广泛,这种吹塑方法实际也是注射吹塑,只不过增加了轴向拉伸,便吹塑更加容易及能耗降低。
注拉吹可以加工制品的体积比注吹要大一些,吹制的容器体积在0.2~20L,其工作过程如下:①先注塑型坯,原理同普通注塑;②再将型坯转至加热调温工序,使型坯变软;③转至拉—吹工位,合模。
型芯内推杆沿轴向拉伸型坯,同时吹气使型坯贴紧模壁并冷却;④转至脱模工位取件。
注—拉—吹过程:注塑型坯→加热型坯→合模拉伸并吹起→冷却并取件注拉吹机械结构示意图2.挤出吹塑挤出吹塑是吹塑成型中应用最多的一种吹塑料方法,其可以加工的范围很广,从小型制品到大型容器及汽车配件,航天化工制品等,加工过程如下:①先将胶料熔融,混炼,熔体进入机头成为管况型坯;②型坯达到预定长度后,吹塑模具闭合,将型坯夹在两半模具之间;③吹气,将空气吹入型坯内,将型坯吹胀,便之贴紧模具型腔成型;④冷却制品;⑤开模,取走已冷硬的制品。
挤出吹塑加工过程:熔料→挤出型坯→合模吹塑→开模取件挤出吹塑原理示意图(1—挤出机头; 2—吹塑模; 3—型坯; 4—压缩空气吹管; 5—塑件)3.注射吹塑注塑吹塑是综合了注射成型与吹塑特性的成型方法,目前主要应用于吹制精度要求较高的饮料瓶及药瓶及一些小型的结构零件等。
①在注塑工位,先注塑出型胚,加工方法同普通注塑。
②注塑模开模后,芯棒连同型坯移动到吹塑工位。
③芯棒把型坯置于吹塑模之间,合模。
吹塑成型原理吹塑成型是一种常见的塑料加工方法,通过将高温软化的塑料挤出成管状,并在一定的压力和气流作用下,将其吹入模具中进行成型。
这种方法被广泛应用于塑料制品生产中,如瓶子、容器、管道等。
吹塑成型的原理比较简单,主要包括以下几个步骤:1. 塑料颗粒的加热与软化:首先,将塑料颗粒放入吹塑机的加热筒中加热,使其软化成熔融状态。
塑料的软化温度一般在摄氏150-300度之间,具体取决于塑料的种类和性质。
2. 挤出成管状:软化后的塑料通过螺杆挤出,形成一定厚度的管状塑料。
此时,塑料的温度和压力需要严格控制,以确保挤出的管状塑料均匀且符合要求。
3. 吹气成型:挤出的管状塑料经过一个金属模具,同时通过喷嘴向其中充入高压空气。
在气流和模具的作用下,塑料被吹成与模具相匹配的形状。
吹气的压力和时间也需要精确控制,以确保成型的质量和准确度。
4. 冷却与固化:经过吹塑成型后,塑料制品在模具中冷却,逐渐固化成型。
冷却的速度和温度也会影响制品的质量和性能,因此需要进行合理的控制。
吹塑成型的原理虽然简单,但在实际生产中需要考虑多种因素的综合作用。
例如,塑料的选择、加热温度、挤出压力、吹气压力、模具设计等都会直接影响制品的质量和产能。
因此,生产厂家需要根据具体产品的要求和生产规模,合理调整各项参数,以达到最佳的生产效果。
吹塑成型作为一种高效、经济的塑料加工方法,已经成为塑料制品生产中不可或缺的一环。
通过不断的技术改进和创新,吹塑成型在生产效率、产品质量和环保方面都有了显著提升,为塑料制品行业的发展做出了重要贡献。
希望未来能够进一步完善吹塑成型技术,推动行业的持续发展和进步。
塑料瓶的注塑吹塑成型介绍(五篇)第一篇:塑料瓶的注塑吹塑成型介绍注塑吹塑成型是生产塑料瓶的两步法工艺。
第一步将塑料用注塑成型法制成有底空心型坯。
当塑料注人预成型模内芯杆周围的时候瓶颈和型坯便形成。
在这一步,型坯进行温度状态调节。
然后型坯经芯杆转移到吹塑模内,空气经芯杆导入,将型坯吹塑成模型的形状。
瓶子成型完毕以后,转移到排出段。
注塑吹塑成型的优点很多:无下脚料,尺寸精确,瓶子制成后无需二次加工。
成品瓶子的重量精确度可控制在土0.l克。
瓶颈的形状和瓶子内外成型精度可达± 0.004英寸。
瓶子重量与尺寸的可重复性适于匹配,并易于与灌装线连接。
由于有一定的双轴取向作用,可使多种不同材料的透明度与强度获得改善。
在排出段瓶子受控于一定的方向,从而可进行自动化在线装饰和灌装。
操作人员的工作量很小。
设备用现有的注塑吹塑成型机进行有盈利的塑料瓶生产时,瓶的大小和形状受到一定限制。
市场上可以买到的注塑吹塑成型机有数种,它们从一段向另一段转移芯杆的方法不同,包括穿棱式的,两位(段)旋转式的,轴向移动式的和三段及三段以上旋转式的。
当今三段或四段旋转机颇受欢迎。
这类设备可分为两大类:即吹塑总成组件,这种组件可以安装在某些工业注塑成型机上;和成套注塑吹塑成型设备,配有塑炼机、液压装置、控制装置和其他配套部件。
这些设备还可进一步区分为:带垂直作往复式螺杆塑炼机的,和带水平往复式螺杆塑炼机的。
垂直式的比往复式的简单得多,在相等的充模速度和较低注射压力下(如有必要)注射量相同时,它的部件少、能耗小、占地少、维修简便。
往复式螺杆塑炼机主要是为注射成型研制的;虽然它的结构比垂直式的复杂,但操作的可靠性较好。
当前的成型机械,包括大型的标准生产装置,可在较高的生产速度下生产出较大的瓶子来;注射装置的完善使聚氯乙烯和含丙烯睛的树脂更易于加工;增加工段(位)的开发工作正在继续进行。
通常,医药工业和化妆品工业是16央司和更小的注塑吹塑成型塑料瓶的市场。
《塑料成型工艺与模具设计》(上册)电子教案完全版第一章:塑料成型工艺概述1.1 塑料成型的基本概念塑料的定义与特性塑料成型的定义与分类1.2 塑料成型工艺流程塑料原料的准备塑料的加热与塑化塑料的冷却与固化塑料的脱模与后处理1.3 塑料成型工艺参数温度压力速度时间第二章:塑料模具概述2.1 模具的分类与结构模具的分类模具的基本结构2.2 模具的设计原则模具设计的要求与步骤模具设计中的关键参数2.3 模具的材料与制造模具材料的选用原则模具的制造工艺第三章:塑料注射成型工艺与模具设计3.1 注射成型工艺概述注射成型原理与特点注射成型工艺参数3.2 注射模具的结构设计模具的型腔与型芯设计模具的冷却系统设计模具的加热系统设计3.3 注射模具的导向与定位模具的导向设计模具的定位设计第四章:塑料挤出成型工艺与模具设计4.1 挤出成型工艺概述挤出成型的原理与特点挤出成型工艺参数4.2 挤出模具的结构设计模具的口模设计模具的定径套设计模具的切割装置设计模具的导向设计模具的调整方法第五章:塑料吹塑成型工艺与模具设计5.1 吹塑成型工艺概述吹塑成型的原理与特点吹塑成型工艺参数5.2 吹塑模具的结构设计模具的型腔设计模具的吹气系统设计模具的后处理设计5.3 吹塑模具的导向与定位模具的导向设计模具的定位设计第六章:塑料压缩成型工艺与模具设计6.1 压缩成型工艺概述压缩成型的原理与特点压缩成型工艺参数6.2 压缩模具的结构设计模具的型腔设计模具的压柱设计模具的冷却系统设计模具的导向设计模具的定位设计第七章:塑料压注成型工艺与模具设计7.1 压注成型工艺概述压注成型的原理与特点压注成型工艺参数7.2 压注模具的结构设计模具的型腔设计模具的压注系统设计模具的冷却系统设计7.3 压注模具的导向与定位模具的导向设计模具的定位设计第八章:塑料传递成型工艺与模具设计8.1 传递成型工艺概述传递成型的原理与特点传递成型工艺参数8.2 传递模具的结构设计模具的型腔设计模具的传递系统设计模具的冷却系统设计模具的导向设计模具的定位设计第九章:塑料成型工艺与模具设计的计算与模拟9.1 模具设计计算塑料收缩率的计算模具尺寸的计算模具强度的计算9.2 模具设计模拟模具流动分析模具冷却分析模具翘曲分析9.3 模具设计软件介绍模具设计软件的功能与特点模具设计软件的应用实例第十章:塑料成型工艺与模具设计的实践与应用10.1 塑料成型工艺实践成型工艺的操作步骤与注意事项成型过程中的常见问题与解决方法10.2 模具设计应用实例典型模具设计案例分析模具设计在实际生产中的应用10.3 塑料成型工艺与模具设计的未来发展塑料成型技术的发展趋势模具设计技术的创新与突破重点和难点解析重点环节1:塑料成型的基本概念与特性补充和说明:塑料成型的基本概念和特性是理解后续成型工艺与模具设计的基础。
吹塑成型吹塑,这里主要指中空吹塑( 又称吹塑模塑) 是借助于气体压力使闭合在模具中的热熔型坯吹胀形成中空制品的方法,是第三种最常用的塑料加工方法,同时也是发展较快的一种塑料成型方法。
吹塑用的模具只有阴模( 凹模) ,与注塑成型相比,设备造价较低,适应性较强,可成型性能好( 如低应力) 、可成型具有复杂起伏曲线( 形状) 的制品。
吹塑成型起源于19 世纪30 年代。
直到1979 年以后,吹塑成型才进入广泛应用的阶段。
这一阶段,吹塑级的塑料包括:聚烯烃、工程塑料与弹性体;吹塑制品的应用涉及到汽车、办公设备、家用电器、医疗等方面;每小时可生产 6 万个瓶子也能制造大型吹塑件( 件重达180kg) ,多层吹塑技术得到了较大的发展;吹塑设备已采用微机、固态电子的闭环控制系统,计算机CAE/CAM 技术也日益成熟;且吹塑机械更专业化、更具特色。
1 吹塑成型方法成型方法??? ???不同吹塑方法,由于原料、加工要求、产量及其成本的差异,在加工不同产品中具有不同的优势。
详细的吹塑成型过程可参考文献。
这里从宏观角度介绍吹塑的特点。
中空制品的吹塑包括三个主要方法:挤出吹塑:主要用于未被支撑的型坯加工;注射吹塑:主要用于由金属型芯支撑的型坯加工;拉伸吹塑:包括挤出一拉伸一吹塑、注射一拉伸一吹塑两种方法,可加工双轴取向的制品,极大地降低生产成本和改进制品性能。
此外,还有多层吹塑、压制吹塑、蘸涂吹塑、发泡吹塑、三维吹塑等。
但吹塑制品的75 %用挤出吹塑成型,24 %用注射吹塑成型, 1 %用其它吹塑成型;在所有的吹塑产品中,75 %属于双向拉伸产品。
挤出吹塑的优点是生产效率高,设备成本低,模具和机械的选择范围广,缺点是废品率较高,废料的回收、利用差,制品的厚度控制、原料的分散性受限制,成型后必须进行修边操作。
注射吹塑的优点是加工过程中没有废料产生,能很好地控制制品的壁厚和物料的分散,细颈产品成型精度高,产品表面光洁,能经济地进行小批量生产。
第1章吹塑成型基础1.1定义塑料吹塑成型是一种生产中空塑料制品的加工过程,它仅适用于热塑性塑料,例如聚乙烯、聚氯乙烯、聚对苯二甲酸乙二醇酯,及工程塑料如聚碳酸酯等。
吹塑成型加工的三种主要方法是:挤出吹塑成型、注塑吹塑成型和拉伸吹塑成型。
1.2基本加工过程吹塑成型加工过程可分为三个阶段:1)熔融塑化利用挤出机或注塑机使原料熔融;2)型坯成型利用挤出机机头和口模或注塑模具成型型坯;3)吹塑成型利用辅助的空气压缩机提供压缩空气并用液压夹紧装置夹紧模具成型制品。
上述成型加工过程中,首先是需要生产管坯,通常称为型坯,此术语来源于玻璃工业。
可以用挤出机或注塑机生产型坯,常将注塑机生产的型坯称为预成型。
吹塑过程是将热的型坯或坯料送入吹塑模具内,模具闭合的同时夹紧型坯,然后将热的管坯吹到冷的模具壁上,冷却定型后顶出制品。
多数情况下,中空制品需要后加工,例如去除飞边、印刷、贴标签、灌入产品等。
一些制品上的钻孔、研磨操作等可用自动操作设备完成,基本的吹塑加工过程见图1.1。
1.3吹塑历史玻璃、塑料、铝是现今吹塑制品的三种原材料。
现代的塑料吹塑成型技术是从玻璃吹塑制品中发展起来的,如图1.2所示。
这种方法是公元前1世纪由叙利来玻璃工人首先发明的。
他们把吹管末端的玻璃泡吹成许多带有手柄、底座并随意附加一些装饰物的制品。
在中世纪,由英国和欧洲的一些地方将这种加工技术进行了改进和完善并使之成为一种重要的商品工业。
1.4发展史简介现代塑料吹塑成型加工(图1.1)起源于20世纪30年代。
当时的Plax公司和Illinois的Owens公司发明了第一个专利。
它是以玻璃吹塑技术为基础的自动化设备,如图1.3所示。
但由于当时塑料材料价格高、性能差而阻碍了塑料吹塑成型的发展,使塑料瓶优点不及玻璃瓶。
然而在40年代中期,由于低密度聚乙烯的采用(英国ICI研制),提供了玻璃所不能比拟的耐挤压的优点。
1950年,Elmer Mill发明了一个连续挤出旋转吹塑机的专利并由Continental Can公司使用。
吹塑成型原理
吹塑成型是一种常用的塑料加工方法,主要用于制作中空容器和管道等产品。
其原理是通过将高温熔化的塑料挤出到模具中,然后利用气压或真空将塑料挤压成模具的形状。
具体来说,吹塑成型通常分为两个步骤:挤出和吹气。
在挤出过程中,将加热至熔融状态的塑料注入到挤出机的螺杆中。
螺杆加热和旋转,将塑料推送到模具中的挤出头部。
挤出头部附近有一个空气进气孔,通过调节气压来控制空气进入的速度和压力。
在挤出头部出口处,有一个圆形成型腔。
当塑料从挤出头部挤出时,空气通过进气孔进入模具,将热塑性塑料按照模具的形状吹膨胀。
形成薄壁中空形状的塑料制品。
在吹塑成型过程中,气压、温度和模具的形状等参数都会影响最终产品的质量。
通过控制这些参数,可以生产出各种不同形状和尺寸的塑料制品。
总的来说,吹塑成型是一种通过挤出塑料并利用气压将其形成成型的方法。
它在制造塑料容器和管道等产品时具有广泛的应用。
吹塑成型工艺流程吹塑成型,这可是个挺有趣的制造工艺呢。
就像吹气球似的,不过这气球吹出来可就不是简单玩玩,而是变成各种各样有用的东西。
咱先说说原料吧。
这原料就好比是做饭的食材,得精心挑选。
一般都是用塑料颗粒,这些小颗粒就像一个个等待变身的小精灵。
它们得是那种适合吹塑的材料,比如说聚乙烯或者聚丙烯。
把这些塑料颗粒放进料斗里,就像把米放进米缸准备做饭一样。
然后呢,有个很关键的步骤,就是加热。
这加热就像是给那些塑料颗粒做桑拿浴。
通过螺杆的转动,把塑料颗粒慢慢往前送,这螺杆就像一个勤劳的小搬运工。
在往前送的过程中,周围的加热装置就开始发挥作用了,温度一点点升高,塑料颗粒开始变软,就像冰化成水一样,从一颗颗硬邦邦的小颗粒变成了软软的、黏黏的一团。
这时候的塑料就像一团软软的泥巴,可塑性很强。
接着就是挤出了。
这就好比是把那团软泥巴从一个特殊的模具里挤出来。
这个模具的形状可就决定了以后吹塑出来产品的基本形状。
比如说,如果模具是个圆形的,那挤出来的就是个圆形的塑料管模样的东西。
这个塑料管呢,就像一条长长的、软软的蛇,不过是空心的哦。
再接下来就是吹塑这个神奇的环节啦。
往这个刚刚挤出来的塑料管里吹气,这就真的像吹气球一样了。
空气就像一个神奇的魔法力量,把这个软软的塑料管给吹得鼓起来。
不过这吹气可不能乱来,得控制好气压,就像吹气球的时候不能太用力,不然就爆了。
这时候,塑料管在气压的作用下,就按照模具的形状一点点膨胀起来,从一根简单的管子变成了想要的形状,可能是个瓶子,可能是个桶之类的东西。
在吹塑的过程中,模具就像一个严格的塑形老师。
它把吹起来的塑料紧紧地包裹住,让塑料按照它的样子成型。
而且这个模具的温度也很有讲究呢,不能太热也不能太冷。
太热了,塑料可能会粘在模具上,就像糖粘在手上一样,不好取下来;太冷了呢,塑料可能就不能很好地贴合模具,形状就不那么完美了。
等吹塑完成了,还有个冷却的过程。
这就像刚出锅的馒头得晾凉一样。
让成型的塑料制品慢慢冷却下来,这样它才能保持住形状。
吹塑的成型工艺哎呀,说起吹塑成型工艺,这玩意儿可真是个技术活儿,不是随便哪个人都能玩得转的。
记得上次去工厂参观,亲眼见识了这门手艺,那叫一个震撼啊!那天,我穿着一身工作服,戴着安全帽,跟着师傅走进了车间。
一进去,那机器轰鸣声震得我耳朵嗡嗡响,空气中还弥漫着一股塑料的味道。
师傅指着一台巨大的机器说:“看,这就是吹塑机,我们今天的主角。
”我凑近一看,那机器真不小,像个钢铁巨兽似的。
师傅开始给我讲解,说吹塑成型啊,就是先把塑料加热融化,然后通过一个模具,吹成各种形状的塑料制品。
听起来简单,但实际操作起来,那可是门大学问。
师傅带我走到一台正在工作的机器前,只见那机器的一端,有个大铁管子,里面装满了融化的塑料。
师傅说,这塑料得加热到一定的温度,太热了不行,太冷了也不行,得恰到好处。
我心想,这跟炒菜差不多,火候得掌握好。
接着,师傅让我看那模具,模具里面是空心的,形状各异,有的像瓶子,有的像桶。
他说,这模具可是关键,形状得精确,不然吹出来的塑料制品就不合格。
我看着那模具,心想,这得有多精细的手艺才能做得出来啊。
然后,师傅打开了机器,那大铁管子里的塑料就开始流动,通过模具,慢慢吹成了一个塑料桶。
我看着那塑料一点点成型,心里那个激动啊,就像看魔术一样。
师傅说,这速度得控制好,太快了塑料会变形,太慢了又影响效率。
我看着那塑料桶一点点成型,心里那个佩服啊。
这吹塑成型工艺,真是个技术活儿,得有经验,有耐心,还得有手艺。
我看着师傅熟练地操作着机器,心想,这手艺得练多少年才能这么熟练啊。
参观完车间,我走出工厂,心里感慨万千。
这吹塑成型工艺,看似简单,实则复杂,每一个细节都至关重要。
就像人生一样,看似平淡无奇,实则充满了学问和挑战。
这一趟工厂之旅,让我对吹塑成型工艺有了新的认识,也让我对生活有了新的感悟。
所以啊,下次你看到那些塑料制品,不妨想想,这背后可是有着一群手艺人的辛勤付出和智慧结晶呢。
吹塑成型工艺,不仅仅是制造塑料制品那么简单,它更是人类智慧和创造力的体现。