塑胶模具设计工作流程书.pptx
- 格式:pptx
- 大小:4.93 MB
- 文档页数:56
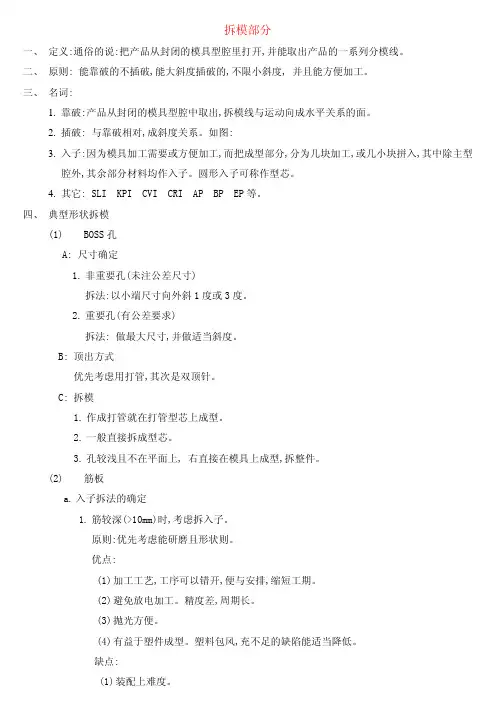
拆模部分一、定义:通俗的说:把产品从封闭的模具型腔里打开,并能取出产品的一系列分模线。
二、原则: 能靠破的不插破,能大斜度插破的,不限小斜度, 并且能方便加工。
三、名词:1.靠破:产品从封闭的模具型腔中取出,拆模线与运动向成水平关系的面。
2.插破: 与靠破相对,成斜度关系。
如图:3.入子:因为模具加工需要或方便加工,而把成型部分,分为几块加工,或几小块拼入,其中除主型腔外,其余部分材料均作入子。
圆形入子可称作型芯。
4.其它: SLI KPI CVI CRI AP BP EP等。
四、典型形状拆模(1)BOSS孔A: 尺寸确定1.非重要孔(未注公差尺寸)拆法:以小端尺寸向外斜1度或3度。
2.重要孔(有公差要求)拆法: 做最大尺寸,并做适当斜度。
B: 顶出方式优先考虑用打管,其次是双顶针。
C: 拆模1.作成打管就在打管型芯上成型。
2.一般直接拆成型芯。
3.孔较浅且不在平面上, 右直接在模具上成型,拆整件。
(2)筋板a.入子拆法的确定1.筋较深(>10mm)时,考虑拆入子。
原则:优先考虑能研磨且形状则。
优点:(1)加工工艺,工序可以错开,便与安排,缩短工期。
(2)避免放电加工。
精度差,周期长。
(3)抛光方便。
(4)有益于塑件成型。
塑料包风,充不足的缺陷能适当降低。
缺点:(1)装配上难度。
(2)模具强度相对降低。
(3)溢料可能性增大。
2.浅筋(<5mm)时,考虑拆整件b.筋的拆模1.底部有R角拆模: 一般如右图,保证有0.1~0.2, 甚至0.5的直面,剩余部分做R角(图纸上基本会提示清楚)。
2.底部有R角,中间有一段直角。
拆模: 一般如右图,沿R角的端面拆模。
图纸有要求, 筋底部重要,可按1方法拆模。
3.底部是直面拆模:沿底部单边拆模。
注: 加强筋,是要做拔模斜度的。
图档尺,寸一般是直角,拆模时,应先把筋倒斜度后,再行拆模,沿筋底部。
(3)靠破穴穴在模具上反应为公母仁料靠死。
拆模:形复杂,又尺寸较小时,考虑拆入子,否则直接成形。
文件制修订记录1.0目的:对影响塑胶模具生产品质的各个环节进行控制,确保生产作业在规定的方法和程序在受控状态下进行。
2.0适用范围:塑胶模具的生产和管理过程的控制。
3.0相关文件3.1文件资料和记录管制程序3.2采购管理程序3.3设计开发管制程序3.4工程变更作业管理程序3.5模具易损耗件更换及研磨标准4.0职责4.1研发部:负责开立(工作执行单)及样品确认。
4.2塑模课:负责模具之设计制作、组装、维修、二、三级保养及零配件生产,管理,自制零件与委外加工零件验收及数量核对。
4.3品保课:负责模具之零件配件及委外加工零件的检验,及试模产品之检验。
4.4采购课:负责模具材料购买,及零件委外加工。
4.5射出课:负责塑胶模具试模及模具验收。
5.0作业内容5.1塑胶模具作业流程:5.2生产计划:5.2.1塑模课依据“研发部”开立的<工作执行单>作<模具开发进度表>。
5.2.2申购、领料过程控制:依据模具设计之图面填写<请购单>申购符合HSF要求之材料,经主管核准后,交至采购办理。
5.3模具生产作业过程的控制:5.3.1生产工艺制程的控制:由模具主管负责其生产流程,各工序技术员依据图面进行作业,当相关资料需更改时,依据<<工程变更作业管理程序>>之相关设计变更进行更改。
5.3.2品质控制:各工序按<模具课制令单>生产完成后,交模具品管进行检验及HSF符合性的测试,并把所测量尺寸及HSF测试记录于<模(治)具检验记录表>及登录于<模具零件加工统计表>,判定允收后,方可交由下一道工序生产◦如判定不符合要求则退回生产单位(含分包商),并开立<模(治)具异常不良处理单>,作相关处理。
5.3.3设备品质及符合HSF的控制:设备品质\符合HSF的控制是依据<仪器、设备每日保养记录表>以及定期清洗相应设备执行。
塑胶模具设计讲义設計流程一﹑審圖1.尺寸是否完備A.詳細審視圖面各個細部尺寸是否標註。
B.可要求製工傳圖檔,直截了当於檔案上測量漏標處尺寸,但仍需請製工補正確認並簽名以減少日後之爭議。
2.開模方法A.Cavity數目、模座大年夜小、適用成型機台(Tie bar間距、最大年夜射出才能)。
B.塑膠原料類型、可成型性及其所需之週邊設備。
乾燥桶、除濕機、模溫機(Nylon series)C.模具型式:二板或三板模;Slider or not。
除25°DIMM168 SMT type 外,其餘皆不需跑滑塊。
D. 分模線、公母模側(成品圖之Top view or bottom view為公模)。
E. 頂出方法:撥塊加頂針。
F. 模仁可加工性及機械強度:a.今朝的加工才能和精度是否可達模仁設計之要求。
b.成品尺寸設計若太細微,轻易造成模仁強度不足或有尖角而易損傷。
G. 公差合理性:是否具備大年夜量製造的才能。
3.Design Review Meeting將上述有疑慮及困難的部分或須與其他零件段合营之事項於Design Review會議上提出並供给改良之建議案。
二﹑Shrinkage1.塑料縮水率(α)一样計算成型收縮率的方法是由常溫的模具尺寸D與成型品的實際尺寸M:D MD-=α在決定模具設計的實際尺寸時,依圖面所用的塑料而先查得成型縮水率,再計算出模具的尺寸。
2. Desktop Memory Socket Connector常用之塑料A. “Sumitomo LCP E6006” (ref. x:0.1%;y:0.16%;z:0.16%)B.“Polly LCP L140”C.“Toray LCP”D. “Wuno LCP ”E. “南亞、耐特、晉綸PA66”F. “Arlen PA6T ”G. “DSM PA46(F8、HF5040)”3. 可過IR 製程之塑料為“Sumitomo LCP E6006” ,同时其收縮率专门小,尺寸安定性極佳,故平日以此種原料為設計基準,其他塑料則以實際射出之尺寸為該料號之圖面尺寸(今朝於DIMM 168與DDR 皆採用大年夜範圍之公差將不合原料之成品總長涵蓋,如140.9525.005.0-+;RIMM 則因為是高頻connector 且Intel 對生產製程尺寸之cpk 值要求专门嚴格,故採用E6006原料) 。