钢材表面预处理
- 格式:doc
- 大小:34.00 KB
- 文档页数:3
不锈钢耐高温的表面预处理有多种方法,以下是其中几种常用的方法:
1. 喷丸处理:通过喷丸处理,可以在不锈钢表面形成一层均匀的硬化层,从而提高其耐高温性能。
2. 热处理:通过热处理,可以提高不锈钢的抗拉强度和屈服强度,使其在高温下保持更好的机械性能。
3. 涂层处理:通过涂层处理,可以在不锈钢表面形成一层保护膜,防止高温氧化和腐蚀。
常用的涂层材料包括陶瓷涂层、玻璃涂层和金属涂层等。
4. 渗碳处理:通过渗碳处理,可以将碳原子渗入不锈钢表面,形成一层高硬度的硬化层,从而提高其耐高温性能。
5. 渗氮处理:通过渗氮处理,可以将氮原子渗入不锈钢表面,形成一层高硬度的硬化层,从而提高其耐高温性能。
渗氮处理后不锈钢的抗拉强度和屈服强度会明显提高,同时具有良好的耐腐蚀性能。
需要注意的是,不同的预处理方法适用于不同类型的不锈钢材料,因此在实际应用中需要根据具体情况选择合适的预处理方法。
同时,预处理后的不锈钢材料也需要进行质量检测,以确保其性能符合要求。
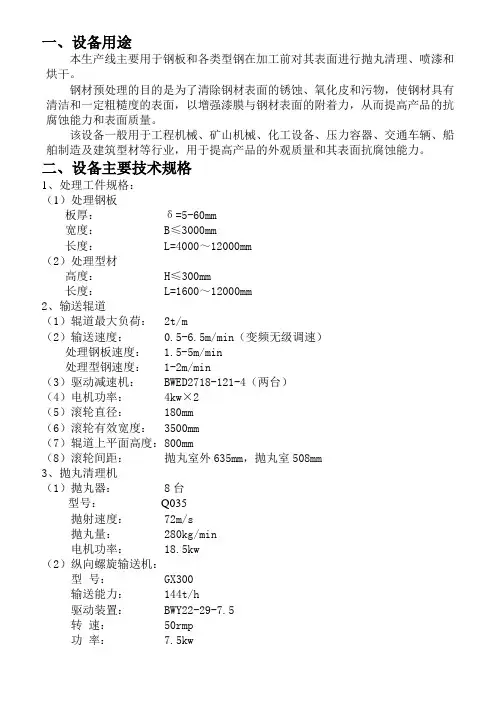
一、设备用途本生产线主要用于钢板和各类型钢在加工前对其表面进行抛丸清理、喷漆和烘干。
钢材预处理的目的是为了清除钢材表面的锈蚀、氧化皮和污物,使钢材具有清洁和一定粗糙度的表面,以增强漆膜与钢材表面的附着力,从而提高产品的抗腐蚀能力和表面质量。
该设备一般用于工程机械、矿山机械、化工设备、压力容器、交通车辆、船舶制造及建筑型材等行业,用于提高产品的外观质量和其表面抗腐蚀能力。
二、设备主要技术规格1、处理工件规格:(1)处理钢板板厚:δ=5-60mm宽度: B≤3000mm长度: L=4000~12000mm(2)处理型材高度: H≤300mm长度: L=1600~12000mm2、输送辊道(1)辊道最大负荷: 2t/m(2)输送速度: 0.5-6.5m/min(变频无级调速)处理钢板速度: 1.5-5m/min处理型钢速度: 1-2m/min(3)驱动减速机: BWED2718-121-4(两台)(4)电机功率:4kw×2(5)滚轮直径: 180mm(6)滚轮有效宽度: 3500mm(7)辊道上平面高度:800mm(8)滚轮间距:抛丸室外635mm,抛丸室508mm3、抛丸清理机(1)抛丸器: 8台型号: Q035抛射速度: 72m/s抛丸量: 280kg/min电机功率: 18.5kw(2)纵向螺旋输送机:型号: GX300输送能力: 144t/h驱动装置: BWY22-29-7.5转速: 50rmp功率: 7.5kw(3)横向螺旋输送机:型号: GX300输送能力: 144t/h驱动装置: BWY22-29-5.5转速: 50rmp功率: 5.5kw(4)斗式提升机型号: D450提升能力: 144t/h料斗运行速度: 1.25m/s驱动装置: BWY22-17-11输出转速: 88rpm功率: 11kw(5)丸砂分离器分离能力: 120t/h分离区风速: 4-5m/s通风量: 10000m3/h驱动装置: BWY22-29-4功率: 4kw(6)清丸装置清扫滚直径: 900mm滚刷材质:四氟乙烯(进口刷丝)驱动装置: BLY18-23-3清丸风机: 9-19-6.3A风机功率: 15kw(7)清丸升降装置:提升高度: 500mm驱动电机: XWED63-289-3(电磁制动)电机功率: 3kw4、设备除尘系统(1)除尘通风量: 28000 m3/h(2)除尘器型号: MC-48(3)离心通引风机型号:4-72-8C(4)电机功率: 30kw(5)过滤风速: 0.4~0.8m/min5、自动喷漆装置:(1)喷漆形式:高压无气喷漆喷漆泵型号: 241-84R45:1高压喷涂机压力比: 45:1排量: 13L进气压力: 0.2~0.6MPa数量: 1(2)喷枪喷枪型号: 206-513自动喷枪喷枪到工件距离: 300mm(根据工件高度调整)喷枪数量: 4+1支(一把为手动喷枪,用于补漆或需要手动喷漆)(3)输送小车喷枪移动速度: 20m/min-50m/min(变频调速)数量: 2台(上下各一)(4)风动搅拌器: S-100型(5)G-01型油漆过滤器:25L6、烘干房(1)加热装置:采用燃油加热,30万大卡蒸汽加热器或电烘干加热风机功率: 15kw(2)通风机:结构:内置式耐热风机型号: GW-8C功率: 15kw(3)板链输送机:输送速度: 0.5~6m/min驱动装置: BWEY3322-121-5.5电机功率: 5.5kw7、漆物处理装置(1)风机:型号: B4-72 No8C左90º处理风量: 13000 m3/h风压: 1507Pa功率: 11kw(2)漆雾滤纸: 500×500×358、电气控制:采用控制面板集中控制,9、抛丸清理后的工件表面质量:Sa2.5级 GB8923-8810、喷漆漆膜厚度: 15-25µm(涂料为无机硅酸锌)11、烘干区温度: 40-70℃12、设备最大外形尺寸(长、宽、高):48000mm 、10000mm、10000mm13、年处理钢板量: 100000t14、设备最大功率:约280KW三、工作原理及工艺流程钢板被吊放至上料辊道,由上料辊道直接送到抛丸清理室进行清理,利用抛丸器高速抛射出的弹丸将工件表面进行清理;然后利用弹丸清扫装置(收丸刮板、清丸滚刷、高压吹管等)将工件表面的积丸和灰尘吹扫干净;除锈后的钢材直接进入喷漆室,通过装在上、下喷漆小车上的喷枪,将车间保养底漆涂在工件表面上,再进入烘干室,使钢材表面漆膜达到指干状态后由输出辊道输送出,进行下料。

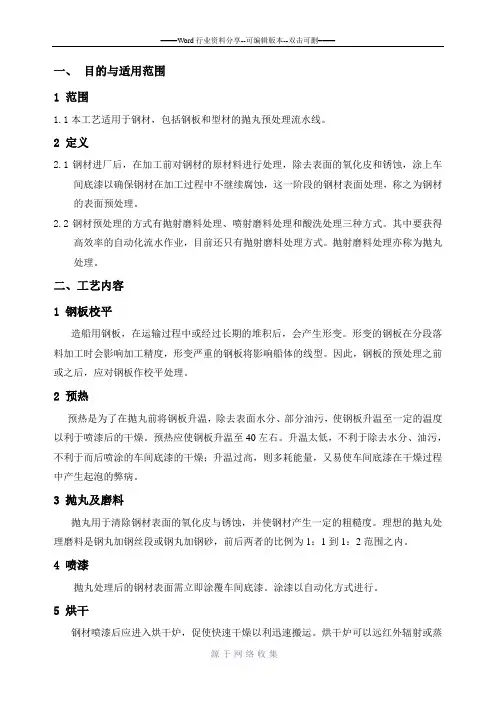
一、目的与适用范围1 范围1.1本工艺适用于钢材,包括钢板和型材的抛丸预处理流水线。
2 定义2.1钢材进厂后,在加工前对钢材的原材料进行处理,除去表面的氧化皮和锈蚀,涂上车间底漆以确保钢材在加工过程中不继续腐蚀,这一阶段的钢材表面处理,称之为钢材的表面预处理。
2.2钢材预处理的方式有抛射磨料处理、喷射磨料处理和酸洗处理三种方式。
其中要获得高效率的自动化流水作业,目前还只有抛射磨料处理方式。
抛射磨料处理亦称为抛丸处理。
二、工艺内容1 钢板校平造船用钢板,在运输过程中或经过长期的堆积后,会产生形变。
形变的钢板在分段落料加工时会影响加工精度,形变严重的钢板将影响船体的线型。
因此,钢板的预处理之前或之后,应对钢板作校平处理。
2 预热预热是为了在抛丸前将钢板升温,除去表面水分、部分油污,使钢板升温至一定的温度以利于喷漆后的干燥。
预热应使钢板升温至40左右。
升温太低,不利于除去水分、油污,不利于而后喷涂的车间底漆的干燥;升温过高,则多耗能量,又易使车间底漆在干燥过程中产生起泡的弊病。
3 抛丸及磨料抛丸用于清除钢材表面的氧化皮与锈蚀,并使钢材产生一定的粗糙度。
理想的抛丸处理磨料是钢丸加钢丝段或钢丸加钢砂,前后两者的比例为1:1到1:2范围之内。
4 喷漆抛丸处理后的钢材表面需立即涂覆车间底漆。
涂漆以自动化方式进行。
5 烘干钢材喷漆后应进入烘干炉,促使快速干燥以利迅速搬运。
烘干炉可以远红外辐射或蒸汽为热源,不能采用明火直接加热。
烘干炉应设排风装置,防止炉内溶剂气体积聚而引起燃爆事故。
6 抛丸预处理流水线工艺要求车间底漆一般采用无机硅酸锌涂料。
普通钢板及型材采用灰色的车间底漆,特殊强度的钢材则采用浅绿色车间底漆加以区分。
钢材在进行预处理前必须采用清洁剂擦洗及高压淡水冲洗等方法去除钢材表面的油污等杂物(如有任何污物)。
一般厚度介于6mm与40mm之间的钢板,需经钢板预处理流水线抛丸队锈,除锈标准为ISO8501-1:1988中规定的S级(除锈标准均采用ISO标准),粗糙度必须控制在40—70微米范围,相当于ISO8503Medium Grade 至Course Grade的表面粗糙度。
1-1.钢材堆放及预处理1-1-1.钢材堆放1)概要钢材堆场是进行船舶生产中最先行工程的钢材卸货、堆放及预处理的地方,此处的流程与所有工程及生产工程有联系,因此确保钢材的稳定物流是至关重要的。
因此,钢材堆场的运行要以维持整个工程为前提,必须实现自动化以达到合理化及活性化。
从设计部钢材取材及下订单开始确保钢材厂的钢材后在堆放场储存一段时间然后按加工类型及始点重新分类后再按加工始点进行钢材预处理并送出去进行切割及加工工作,建立使上述一系列流程与船体生产设计信息及生产管理系统联系后可圆滑的运行的自动化系统。
现韩国船厂钢材收取体系不仅不稳定且大部分还停留在人工操作或机械化阶段因此存在很多问题,为解决这些问题也可考虑采用共同运营专门处理各船厂所需钢材的厂家或中介厂并按JIT(just in time)概念实现钢材收取的方法。
今后造船行业想确保熟练的高技术劳动力会越发困难是毋庸置疑的事实,因此为克服这些困难实现高效生产,造船生产自动化中一环的钢材堆放及预处理也要建立自动化系统。
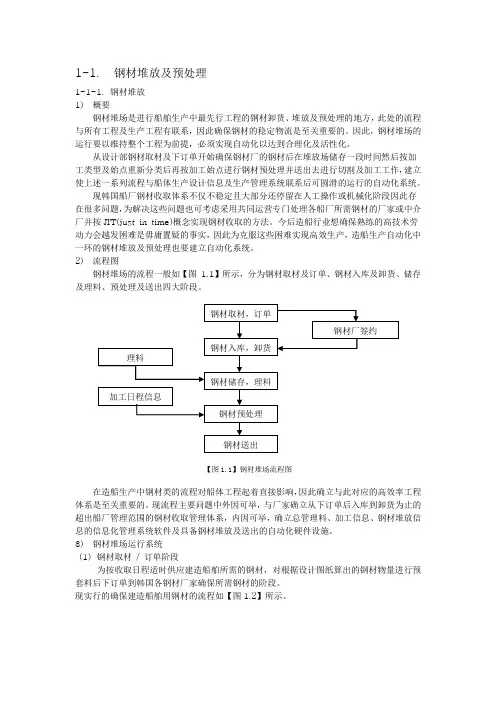
2)流程图钢材堆场的流程一般如【图 1.1】所示,分为钢材取材及订单、钢材入库及卸货、储存及理料、预处理及送出四大阶段。
【图1.1】钢材堆场流程图在造船生产中钢材类的流程对船体工程起着直接影响,因此确立与此对应的高效率工程体系是至关重要的。
现流程主要问题中外因可举,与厂家确立从下订单后入库到卸货为止的超出船厂管理范围的钢材收取管理体系,内因可举,确立总管理料、加工信息、钢材堆放信息的信息化管理系统软件及具备钢材堆放及送出的自动化硬件设施。
3)钢材堆场运行系统(1)钢材取材/ 订单阶段为按收取日程适时供应建造船舶所需的钢材,对根据设计图纸算出的钢材物量进行预套料后下订单到韩国各钢材厂家确保所需钢材的阶段。
现实行的确保建造船舶用钢材的流程如【图1.2】所示。
【图1.2】确保建造船舶用钢材流程如【图1.3】所示,船厂与钢材厂间的钢材收取要在开工105~130天前下发POR,签合同后从开工60天前开始最初纳期到开工30天前的30天为纳期。

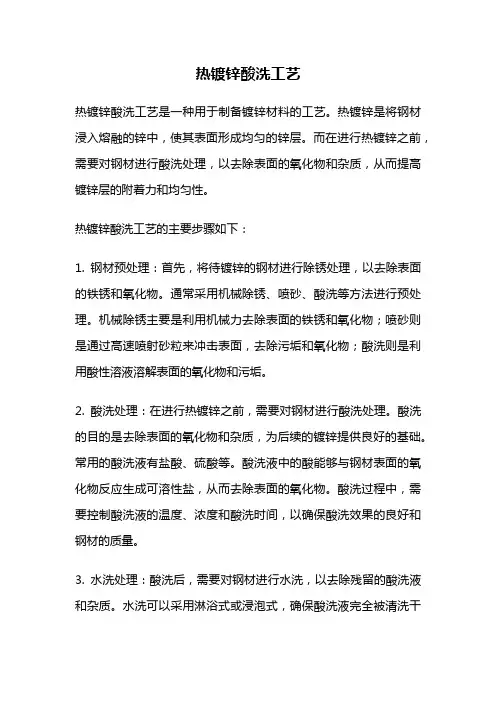
热镀锌酸洗工艺热镀锌酸洗工艺是一种用于制备镀锌材料的工艺。
热镀锌是将钢材浸入熔融的锌中,使其表面形成均匀的锌层。
而在进行热镀锌之前,需要对钢材进行酸洗处理,以去除表面的氧化物和杂质,从而提高镀锌层的附着力和均匀性。
热镀锌酸洗工艺的主要步骤如下:1. 钢材预处理:首先,将待镀锌的钢材进行除锈处理,以去除表面的铁锈和氧化物。
通常采用机械除锈、喷砂、酸洗等方法进行预处理。
机械除锈主要是利用机械力去除表面的铁锈和氧化物;喷砂则是通过高速喷射砂粒来冲击表面,去除污垢和氧化物;酸洗则是利用酸性溶液溶解表面的氧化物和污垢。
2. 酸洗处理:在进行热镀锌之前,需要对钢材进行酸洗处理。
酸洗的目的是去除表面的氧化物和杂质,为后续的镀锌提供良好的基础。
常用的酸洗液有盐酸、硫酸等。
酸洗液中的酸能够与钢材表面的氧化物反应生成可溶性盐,从而去除表面的氧化物。
酸洗过程中,需要控制酸洗液的温度、浓度和酸洗时间,以确保酸洗效果的良好和钢材的质量。
3. 水洗处理:酸洗后,需要对钢材进行水洗,以去除残留的酸洗液和杂质。
水洗可以采用淋浴式或浸泡式,确保酸洗液完全被清洗干净。
4. 热镀锌处理:经过酸洗和水洗处理后的钢材即可进行热镀锌处理。
热镀锌是将钢材浸入熔融的锌中,使其表面形成均匀的锌层。
熔融锌温度通常在450℃左右,钢材在锌液中停留一定时间后取出,使锌液充分渗透到钢材表面并形成锌层。
5. 冷却处理:热镀锌后的钢材需要进行冷却处理,使其温度逐渐降低。
冷却处理可以采用自然冷却或水冷却等方法。
通过以上的热镀锌酸洗工艺,可以得到具有良好耐腐蚀性能的镀锌材料。
热镀锌层具有优异的防腐性能和装饰性能,能够有效延长钢材的使用寿命,并广泛应用于建筑、汽车制造、电力设备等领域。
同时,合理控制酸洗液的浓度和温度,严格控制工艺参数,能够提高产品的质量,提高镀锌层的附着力和均匀性。
热镀锌酸洗工艺是一种重要的表面处理工艺,能够为钢材提供优异的耐腐蚀性能和装饰性能。
简述钢材预处理的一般步骤钢材预处理的一般步骤:一、去除锈蚀钢材在储存和运输过程中容易受到空气和水的侵蚀,形成表面锈蚀。
为了保证钢材的质量和使用寿命,首先需要对钢材进行去除锈蚀的处理。
常用的方法包括机械除锈、酸洗和喷砂除锈。
机械除锈主要利用刷子或砂纸等工具进行刮擦,酸洗则是利用酸性溶液溶解锈蚀物质,喷砂除锈则是利用高速喷射砂粒将锈蚀物质冲刷掉。
二、去除油污钢材在加工和使用过程中可能会受到润滑油或其他油污的污染,这些油污会影响钢材的表面质量和涂层附着力。
因此,在进行下一步处理之前,需要将钢材表面的油污去除。
通常采用溶剂清洗和碱洗两种方法。
溶剂清洗是利用溶剂溶解油污,碱洗则是利用碱性溶液将油污中的脂肪酸和其他有机物质转化为肥皂和水溶性盐类。
三、表面处理钢材的表面处理是为了增加钢材的机械性能和耐腐蚀性。
常用的表面处理方法有镀锌、镀镍、镀铬和喷涂等。
镀锌是将锌层覆盖在钢材表面,以增加钢材的耐腐蚀性;镀镍和镀铬则是为了提高钢材的硬度和耐磨性;喷涂则是利用喷涂设备将涂料喷涂在钢材表面,以增加钢材的防腐性和美观性。
四、调质处理调质处理是指通过对钢材进行加热和冷却处理,改变钢材的组织结构和性能。
常用的调质处理方法有正火、淬火和回火。
正火是将钢材加热至适当温度保持一段时间后冷却,以改善钢材的韧性和强度;淬火则是将钢材加热至临界温度后迅速冷却,以增加钢材的硬度和耐磨性;回火是在淬火后将钢材重新加热至较低温度,然后冷却,以减轻淬火过程中产生的内应力和提高钢材的韧性。
五、尺寸整理钢材在预处理过程中可能会出现一些尺寸误差,需要进行尺寸整理。
尺寸整理包括修整、切割和矫直等步骤。
修整是对钢材表面进行修整,使其符合规定的尺寸要求;切割则是将钢材切割成符合要求的长度或形状;矫直是对钢材进行拉伸或压缩,使其恢复到原来的形状和尺寸。
六、质量检验钢材预处理完成后,需要进行质量检验,以确保钢材的质量和性能符合要求。
常用的质量检验方法有外观检查、化学成分分析、物理性能测试和机械性能测试等。
常用钢材表面处理工艺流程SANY GROUP system office room 【SANYUA16H-常用钢材表面处理工艺流程(1)钢铁件电镀锌工艺流程┌酸性镀锌除油→除锈→│→纯化→干燥└碱性镀锌(2)钢铁件常温发黑工艺流程┌浸脱水防锈油││烘干除油→除锈→常温发黑→│浸肥皂液——→浸锭子油或机油││└浸封闭剂(3)钢铁件磷化工艺流程除油→除锈→表调→磷化→涂装(4)ABS/PC塑料电镀工艺流程除油→亲水→预粗化(PC≥50%)→粗化→中和→整面→活化→解胶→化学沉镍→镀焦铜→镀酸铜→镀半亮镍→镀高硫镍→镀亮镍→镀封→镀铬(5)PCB电镀工艺流程除油→粗化→预浸→活化→解胶→化学沉铜→镀铜→酸性除油→微蚀→镀低应力镍→镀亮镍→镀金→干燥(6)钢铁件多层电镀工艺流程除油→除锈→镀氰化铜→镀酸铜→镀半亮镍→镀高硫镍→镀亮镍→镍封→镀铬(7)钢铁件前处理(打磨件、非打磨件)工艺流程1、打磨件→除蜡→热浸除油→电解除油→酸蚀→非它电镀2、非打磨件→热浸除油→电解除油→酸蚀→其它电镀(8)锌合金件镀前处理工艺流程除蜡→热浸除油→电解除油→酸蚀→镀碱铜→镀酸铜或焦磷酸铜→其它电镀(9)铝及其合金镀前处理工艺流程除蜡→热浸除油→电解除油→酸蚀除垢→化学沉锌→浸酸→二次沉新→镀碱铜或镍→其它电镀除蜡→热浸除油→电解除油→酸蚀除垢→铝铬化→干燥→喷沫或喷粉→烘干或粗化→成品除蜡→热浸除油→电解除油→酸蚀除垢→阳极氧化→染色→封闭→干燥→成品(10)铁件镀铬工艺流程:除蜡→热浸除油→阴极→阳极→电解除油→弱酸浸蚀→预镀碱铜→酸性光亮铜(选择)→光亮镍→镀铬或其它除蜡→热浸除油→阴极→阳极→电解除油→弱酸浸蚀→半光亮镍→高硫镍→光亮镍→镍封(选择)→镀铬(11)锌合金镀铬工艺流程除蜡→热浸除油→阴极电解除油→浸酸→碱性光亮铜→焦磷酸铜(选择性)→酸性光亮铜(选择性)→光亮镍→镀铬(12)电叻架及染色工艺流程前处理或电镀→纯水洗(2-3次)→预浸→电叻架→回收→纯水洗(2-3次)→烘干→成品电镀锌的技术很多,提供一些专利技术的给你看看。
yb行业热浸镀锌标准热浸镀锌是一种常见的金属防腐方法,用于延长钢材的使用寿命和增加其耐腐蚀性。
热浸镀锌的过程包括将钢材放入熔融的锌液中,通过反应在钢材表面形成一层致密的锌层。
这种镀层可以有效地保护钢材免受腐蚀和锈蚀的影响。
一、概述热浸镀锌标准是一组关于热浸镀锌过程、质量要求和测试方法的规范。
这些标准通常由行业协会或政府机构制定,以确保热浸镀锌的质量和可靠性。
热浸镀锌标准不仅规定了锌层的厚度、附着力和耐腐蚀性等质量要求,还规定了测试方法、取样规则和标识要求等。
二、热浸镀锌的过程热浸镀锌的过程包括以下步骤:1.预处理:将钢材表面进行清洗和除锈,以去除表面的油污、铁锈和氧化皮等杂质。
2.熔融锌液制备:将锌块放入熔炉中加热至熔融状态,形成锌液。
3.浸镀:将预处理后的钢材放入锌液中,保持一定的时间,使锌液与钢材表面反应形成锌层。
4.冷却和钝化:将浸镀后的钢材取出,进行冷却和钝化处理,以增加锌层的硬度和耐腐蚀性。
5.后处理:对镀层进行质量检查和修整,以满足客户的要求。
三、热浸镀锌的质量要求热浸镀锌的质量要求包括以下几个方面:1.锌层厚度:根据不同的应用场合和使用环境,对锌层的厚度有不同的要求。
一般来说,锌层的厚度在20-30微米之间比较常见。
2.附着力:锌层应与钢材表面牢固结合,无起皮、脱落等现象。
3.耐腐蚀性:热浸镀锌的主要目的是提高钢材的耐腐蚀性,因此对耐腐蚀性有较高的要求。
一般来说,要求在一般环境下至少能够达到10-20年不生锈。
4.外观质量:锌层表面应光滑、平整、色泽一致,无明显瑕疵和缺陷。
5.硬度:根据应用场合的不同,对锌层的硬度也有不同的要求。
一般来说,硬度在80-120HB之间比较常见。
四、热浸镀锌的测试方法为了确保热浸镀锌的质量符合标准要求,需要对镀层进行一系列的测试。
以下是一些常见的测试方法:1.外观检查:通过目视或放大镜对锌层表面进行观察,检查是否存在明显的瑕疵和缺陷。
2.厚度测量:使用测厚仪对锌层厚度进行测量,以确定是否符合要求。
钢结构常用表面处理方法可以参考GB 8923 《涂装前钢材表面锈蚀等级和除锈等级》钢材表面原始锈蚀程度等级分A,B,C,D四个锈蚀等级:A级:全面地覆盖着氧化皮而几乎没有铁锈的钢材表面B级:已发生锈蚀,且部分氧化皮已经剥落的钢材表面C级:氧化皮已因锈蚀而剥落或者可以刮除,且有少量点蚀的钢材表面D级:氧化皮已因锈蚀而全面剥离,且已普遍发生点蚀的钢材表面钢材表面除锈后的质量等级分St2,St3,Sa1,Sa2,Sa2.5五个除锈等级:St2:彻底的手工和动力工具除锈St3:非常彻底的手工和动力工具除锈Sa1:轻度的喷射或抛射除锈Sa2:彻底的喷射或抛射除锈Sa2.5:非常彻底的喷射或抛射除锈锈蚀等级和除锈等级的典型样板照片见GB 8923 《涂装前钢材表面锈蚀等级和除锈等级》判断在表面处理的程度时,我们要引用到很多的标准。
在实际工作中经常会遇到的表面处理标准主要有:(1) GB 8923-88(2) ISO 8501-1:1988(3) SIS 055900:1967(4) SSPC/NACEGB8923-88是我国的国家标准,ISO8501则是现在普遍采用的国际标准,SIS 055900是世界上最早的影响也最大的标准。
美国由于科技力量的强大,SSPC/NACE是他们使用的主要标准而不使用ISO国际标准,并且随着NACE在全球推广涂装检查培训认证,以及很多钢结构设计机构使用这一标准,因此在中国SSPC/NACE标准也经常会遇到。
表面处理中影响最大的标准是瑞典标准SIS 05 5900 1967,该标准最早由瑞典腐蚀研究所、美国测试和材料协会(ASTM)和钢结构涂装协会(SSPC)联合制定。
其它国家的标准,比如德国DIN 55928、丹麦DS 2019等都是在此基础上建立起来的。
瑞典标准现在已经与国际标准ISO 8501-1:1988合并且由后者取代。
标准中的照片和定义、描述得到了最大程度的保留。
中国的国家标准GB8923等效采用于ISO8501-1:1988,因此在本这里将不再作更多介绍。
一、目的与适用范围
1 范围
1.1本工艺适用于钢材,包括钢板和型材的抛丸预处理流水线。
2 定义
2.1钢材进厂后,在加工前对钢材的原材料进行处理,除去表面的氧化皮和锈蚀,涂上
车间底漆以确保钢材在加工过程中不继续腐蚀,这一阶段的钢材表面处理,称之为钢材的表面预处理。
2.2钢材预处理的方式有抛射磨料处理、喷射磨料处理和酸洗处理三种方式。
其中要获
得高效率的自动化流水作业,目前还只有抛射磨料处理方式。
抛射磨料处理亦称为抛丸处理。
二、工艺内容
1 钢板校平
造船用钢板,在运输过程中或经过长期的堆积后,会产生形变。
形变的钢板在分段落料加工时会影响加工精度,形变严重的钢板将影响船体的线型。
因此,钢板的预处理之前或之后,应对钢板作校平处理。
2 预热
预热是为了在抛丸前将钢板升温,除去表面水分、部分油污,使钢板升温至一定的温度以利于喷漆后的干燥。
预热应使钢板升温至40左右。
升温太低,不利于除去水分、油污,不利于而后喷涂的车间底漆的干燥;升温过高,则多耗能量,又易使车间底漆在干燥过程中产生起泡的弊病。
3 抛丸及磨料
抛丸用于清除钢材表面的氧化皮与锈蚀,并使钢材产生一定的粗糙度。
理想的抛丸处理磨料是钢丸加钢丝段或钢丸加钢砂,前后两者的比例为1:1到1:2范围之内。
4 喷漆
抛丸处理后的钢材表面需立即涂覆车间底漆。
涂漆以自动化方式进行。
5 烘干
钢材喷漆后应进入烘干炉,促使快速干燥以利迅速搬运。
烘干炉可以远红外辐射或蒸汽为热源,不能采用明火直接加热。
烘干炉应设排风装置,防止炉内溶剂气体积聚而
引起燃爆事故。
6 抛丸预处理流水线工艺要求
6.1车间底漆一般采用无机硅酸锌涂料。
6.2普通钢板及型材采用灰色的车间底漆,特殊强度的钢材则采用浅绿色车间底漆加以
区分。
6.3钢材在进行预处理前必须采用清洁剂擦洗及高压淡水冲洗等方法去除钢材表面的油
污等杂物(如有任何污物)。
6.4一般厚度介于6mm与40mm之间的钢板,需经钢板预处理流水线抛丸队锈,除锈标
准为ISO8501-1:1988中规定的Sa2.5级(除锈标准均采用ISO标准),粗糙度必须控制在40—70微米范围,相当于ISO8503Medium Grade 至Course Grade的表面粗糙度。
厚度小于6mm或大于40mm的钢板和型材一般采用喷砂处理。
6.5抛丸过程中钢板的走速
在预处理时应根据钢板的不同锈蚀等级来调节钢板的走速。
A级大于3m/min
B级大于2.5m/min
C级大于2m/min
D级按实际要求而定
6.6由于在抛丸过程中,磨料磨擦和破损等原因,磨料会不断的消耗,所以要定期加入
新的磨料来补充,加入量应符合磨料的消耗量。
6.7为了与涂料的运输速度相配及防止过多的变叠层出现,在喷涂时需及时检查喷枪的
扇型面和喷枪速度,如需要应及时更换喷嘴。
6.8涂料的稀释和混合
6.8.1按不同的温度稀释涂料,如15℃时,约加入专用稀释剂8%(±5℃加入±1-2%
的稀释剂)。
6.8.2基料和固化剂必须彻底的分开搅拌,然后慢慢地把固化剂倒入锌粉里,并不断地
搅拌,不能反相进行。
6.8.3在喷涂过程或在停转过程中,涂料必须不断地搅拌,直到用完为止。
6.8.4涂料必须在下列情况下进行施工:
温度范围:0-40℃
相对湿度:必须超过50%(若低于50%,用水雾喷在室内,以增加相对湿度)
6.8.5涂料混合后必须在20小时内(25℃)用完,一旦超过使用时间,则此涂料不能
使用。
6.9加热装置的调节
6.9.1加热装置的调节是按照从加热区域出来的温度而定,钢板温度不能超过40℃(如
果温度过高,将会引起涂料的开裂)。
6.9.2钢板不能放在加热区域内超过4分钟,如果是进行修补,则需待钢板出来后进行
修补,但钢板温度不能超过40℃。
7 车间底漆的修补
7.1钢板或型钢车间底漆漏涂的地方,必须进行修补。
7.2修补前钢板表面必须无油脂,污物等,并且修补前是干燥的。
7.3修补用涂料也必须搅拌,防止锌粉可能沉积在漆桶的底部。
8 磁性铁盘
由于钢板从流水线中出来,涂料不能完全固化,因此必须检查磁性吸铁盘的清洁情况,确保其无油脂、油腻,以防污染已涂好的表面涂层。
9 车间底漆的检验方法
9.1检验车间底漆露底的方法
9.1.1用放大镜观察漆膜表面
9.1.2用100*400的玻璃片喷涂后,对光观察透明度
9.2测量车间底漆膜厚的方法
9.2.1用70*300平整光滑的铁片置于钢板上,喷涂干燥后,测量出其表面上的干燥厚
度,其数值即被认为是钢板表面的漆膜厚度。
9.2.2用干膜测厚仪直接测量干燥后的钢板表面的漆膜厚底,其数值应为真实膜厚的
60%左右。