车刀切削部分几何角度
- 格式:doc
- 大小:277.50 KB
- 文档页数:9
车刀几何角度的测量实验报告车刀几何角度的测量实验报告引言:车刀是机械加工过程中常用的切削工具之一,其几何角度的精确测量对于保证加工质量至关重要。
本实验旨在通过测量车刀的几何角度,探讨其对加工效果的影响,为工程实践提供参考。
实验装置与方法:实验所用装置包括车床、测量仪器(如角度尺、卡尺等)以及标准车刀。
首先,将标准车刀装在车床上,调整至适当位置。
然后,使用角度尺等测量仪器对车刀的几何角度进行测量。
实验过程中,需注意保持测量仪器与车刀表面的接触稳定,并进行多次测量取平均值以提高测量精度。
实验结果与讨论:1. 切削角度的测量:通过实验测量,我们得到了车刀的切削角度为30°。
切削角度是车刀前刀面与工件表面之间的夹角,它决定了切削力的大小和切削刃的尖锐程度。
较大的切削角度可以减小切削力,但容易导致切削刃的磨损加剧;较小的切削角度则会增大切削力,但有利于延长切削刃的使用寿命。
因此,在具体加工过程中,需要根据工件材料和加工要求选择合适的切削角度。
2. 后角的测量:后角是车刀刃后面与工件表面之间的夹角,它对切削刃的强度和切屑的形态有重要影响。
实验测量得到的后角为10°。
较大的后角可以提高切削刃的强度,但会增加切削力和切削温度;较小的后角则会减小切削力,但切削刃的强度较弱。
因此,后角的选择需要综合考虑工件材料、切削刃的使用寿命和加工效率等因素。
3. 侧角的测量:侧角是车刀切削刃两侧面与工件表面之间的夹角,它对切削力、切削温度和切削刃的尖锐程度等都有影响。
实验测量得到的侧角为60°。
较大的侧角可以减小切削力和切削温度,但对切削刃的尖锐度要求较高;较小的侧角则会增大切削力和切削温度,但切削刃的尖锐度相对较低。
因此,在具体加工过程中,需要根据工件材料和加工要求选择合适的侧角。
结论:通过对车刀几何角度的测量实验,我们得到了切削角度为30°,后角为10°,侧角为60°。
车刀的主要角度及其作用车刀的主要角度有前角(γ0)、后角(α0)、主偏角(Kr)、副偏角(Kr’)和刃倾角(λs)。
为了确定车刀的角度,要建立三个坐标平面:切削平面、基面和主剖面。
对车削而言,如果不考虑车刀安装和切削运动的影响,切削平面可以认为是铅垂面;基面是水平面;当主切削刃水平时,垂直于主切削刃所作的剖面为主剖面。
(1)前角γ0在主剖面中测量,是前刀面与基面之间的夹角。
其作用是使刀刃锋利,便于切削。
但前角不能太大,否则会削弱刀刃的强度,容易磨损甚至崩坏。
加工塑性材料时,前角可选大些,如用硬质合金车刀切削钢件可取γ0=10~20,加工脆性材料,车刀的前角γ0应比粗加工大,以利于刀刃锋利,工件的粗糙度小。
(2)后角α0在主剖面中测量,是主后面与切削平面之间的夹角。
其作用是减小车削时主后面与工件的摩擦,一般取α0=6~12°,粗车时取小值,精车时取大值。
(3)主偏角Kr在基面中测量,它是主切削刃在基面的投影与进给方向的夹角。
其作用是:1)可改变主切削刃参加切削的长度,影响刀具寿命。
2)影响径向切削力的大小。
小的主偏角可增加主切削刃参加切削的长度,因而散热较好,对延长刀具使用寿命有利。
但在加工细长轴时,工件刚度不足,小的主偏角会使刀具作用在工件上的径向力增大,易产生弯曲和振动,因此,主偏角应选大些。
车刀常用的主偏角有45°、60°、75°、90°等几种,其中45°多。
(4)副偏角Kr’在基面中测量,是副切削刃在基面上的投影与进给反方向的夹角。
其主要作用是减小副切削刃与已加工表面之间的摩擦,以改善已加工表面的精糙度。
在切削深度ap、进给量f、主偏角Kr相等的条件下,减小副偏角Kr’,可减小车削后的残留面积,从而减小表面粗糙度,一般选取Kr′=5~15°。
(5)刃倾角入λs 在切削平面中测量,是主切削刃与基面的夹角。
其作用主要是控制切屑的流动方向。
车刀属于单锋刀具,因车削工作物形状不同而有很多型式,但它各部位的名称及作用却是相同的。
一支良好的车刀必须具有刚性良好的刀柄及锋利的刀锋两大部份。
车刀的刀刃角度,直接影响车削效果,不同的车刀材质及工件材料、刀刃的角度亦不相同。
车床用车刀具有四个重要角度,即前间隙角、边间隙角、后斜角及边斜角。
1)前间隙角自刀鼻往下向刀内倾斜的角度为前间隙角,因有前间隙角,工作面和刀尖下形成一空间,使切削作用集中于刀鼻。
若此角度太小,刀具将在表面上摩擦,而产生粗糙面,角度太大,刀具容易发生震颤,使刀鼻碎裂无法光制。
装上具有倾斜中刀把的车刀磨前间隙角时,需考虑刀把倾斜角度。
高速钢车刀此角度约8~10度之间,碳化物车刀则在6~8度之间。
2)边间隙角刀侧面自切削边向刀内倾斜的角度为边间隙角。
边间隙角使工作物面和刀侧面形成一空间使切削作用集中于切削边提高切削效率。
高速钢车刀此角度约10~12度之间。
3)后斜角从刀顶面自刀鼻向刀柄倾斜的角度为后斜角。
此角度主要是在引导排屑及减少排屑阻力。
切削一般金属,高速钢车刀一般为8~16度,而碳化物车刀为负倾角或零度。
4)边斜角从刀顶面自切削边向另一边倾斜,此倾斜面和水平面所成角度为边斜角。
此角度是使切屑脱离工作物的角度,使排屑容易并获得有效之车削。
切削一般金属,高速钢车刀此角度大约为10~14度,而碳化物车刀可为正倾角也可为负倾角。
5)刀端角刀刃前端与刀柄垂直之角度。
此角度的作用为保持刀刃前端与工件有一间隙避免刀刃与工件磨擦或擦伤已加工之表面。
6)切边角刀刃前端与刀柄垂直之角度,其作用为改变切层的厚度。
同时切边角亦可改变车刀受力方向,减少进刀阻力,增加刀具寿命,因此一般粗车时,宜采用切边角较大之车刀,以减少进刀阻力,增加切削速度。
7)刀鼻半径刀刃最高点之刀口圆弧半径。
刀鼻半径大强度大,用于大的切削深度,但容易产生高频振动。
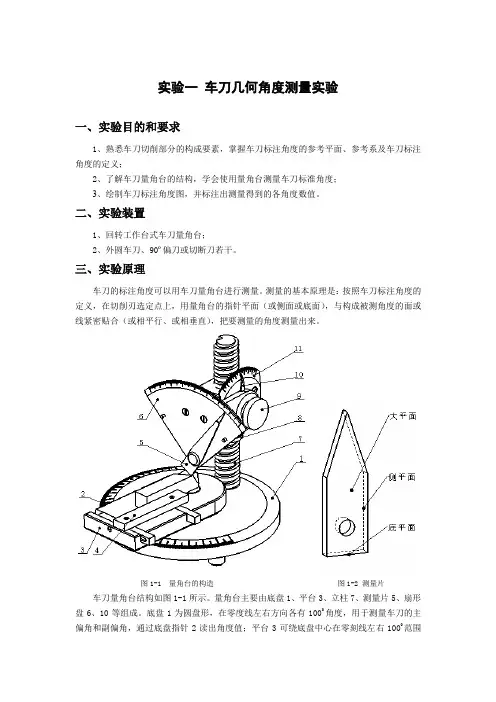
实验一车刀几何角度测量实验一、实验目的和要求1、熟悉车刀切削部分的构成要素,掌握车刀标注角度的参考平面、参考系及车刀标注角度的定义;2、了解车刀量角台的结构,学会使用量角台测量车刀标准角度;3、绘制车刀标注角度图,并标注出测量得到的各角度数值。
二、实验装置1、回转工作台式车刀量角台;2、外圆车刀、90º偏刀或切断刀若干。
三、实验原理车刀的标注角度可以用车刀量角台进行测量。
测量的基本原理是:按照车刀标注角度的定义,在切削刃选定点上,用量角台的指针平面(或侧面或底面),与构成被测角度的面或线紧密贴合(或相平行、或相垂直),把要测量的角度测量出来。
图1-1 量角台的构造图1-2 测量片车刀量角台结构如图1-1所示。
量角台主要由底盘1、平台3、立柱7、测量片5、扇形盘6、10等组成。
底盘1为圆盘形,在零度线左右方向各有1000角度,用于测量车刀的主偏角和副偏角,通过底盘指针2读出角度值;平台3可绕底盘中心在零刻线左右1000范围内转动;定位块4可在平台上平行滑动,作为车刀的基准;测量片5,如图1-2所示,有主平面(大平面)、底平面、侧平面三个成正交的平面组成,在测量过程中,根据不同的情况可分别用以代表主剖面、基面、切削平面等。
大扇形刻度盘6上有正副450的刻度,用于测量前角、后角、刃倾角,通过测量片5的指针指出角度值;立柱7上制有螺纹,旋转升降螺母8就可以调整测量片相对车刀的位置。
四、实验内容1、利用车刀量角台分别测量所给车刀的几何角度,要求测量:κr、κr'、λs、γo、αo、αoˊ等角度;2、记录测得的数据,并计算出刀尖角εr和楔角βo;五、实验步骤(一)调整车刀量角台至原始位置用车刀量角台测量车刀标注角度之前,必须先调整量角台使工作台、大扇形刻度盘和小扇形刻度盘指针全部指零,使定位块侧面与测量片的大平面垂直,这样就可以认为:测量片的大平面垂直于平台平面,且垂直于平台对称线(即零度线);测量片的底平面平行于平台平面;测量片的侧平面垂直于平台平面,且平行于平台平面对称线(零度线)。
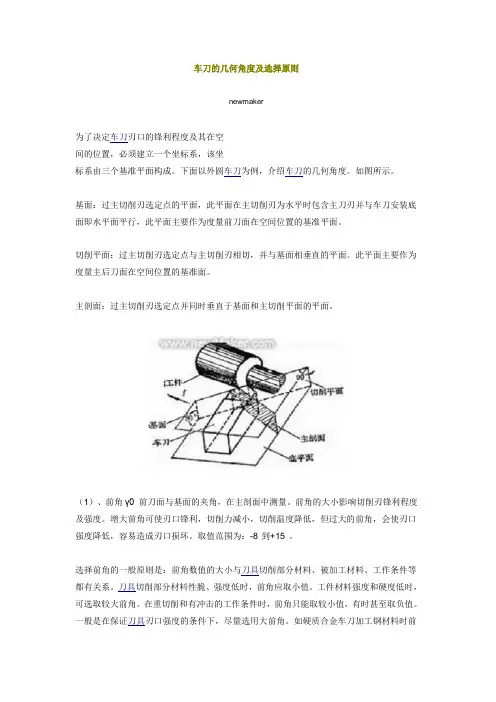
车刀的几何角度及选择原则newmaker为了决定车刀刃口的锋利程度及其在空间的位置,必须建立一个坐标系,该坐标系由三个基准平面构成。
下面以外圆车刀为例,介绍车刀的几何角度。
如图所示。
基面:过主切削刃选定点的平面,此平面在主切削刃为水平时包含主刀刃并与车刀安装底面即水平面平行,此平面主要作为度量前刀面在空间位置的基准平面。
切削平面:过主切削刃选定点与主切削刃相切,并与基面相垂直的平面。
此平面主要作为度量主后刀面在空间位置的基准面。
主剖面:过主切削刃选定点并同时垂直于基面和主切削平面的平面。
(1)、前角γ0 前刀面与基面的夹角,在主剖面中测量。
前角的大小影响切削刃锋利程度及强度。
增大前角可使刃口锋利,切削力减小,切削温度降低,但过大的前角,会使刃口强度降低,容易造成刃口损坏。
取值范围为:-8°到+15°。
选择前角的一般原则是:前角数值的大小与刀具切削部分材料、被加工材料、工作条件等都有关系。
刀具切削部分材料性脆、强度低时,前角应取小值。
工件材料强度和硬度低时,可选取较大前角。
在重切削和有冲击的工作条件时,前角只能取较小值,有时甚至取负值。
一般是在保证刀具刃口强度的条件下,尽量选用大前角。
如硬质合金车刀加工钢材料时前角值可选5°-15°。
(2)、主后角α0 主后刀面与切削平面间的夹角,在主剖面中测量。
其作用为减小后刀面与工件之间的摩擦。
它也和前角一样影响刃口的强度和锋利程度。
选择原则与前角相似,一般为0到8°。
(3)、主偏角κ r 主切削刃与进给方向间的夹角,在基面中测量。
其作用体现在影响切削刃工作长度、吃刀抗力、刀尖强度和散热条件。
主偏角越小,吃刀抗力越大,切削刃工作长度越长,散热条件越好。
选择原则是:工件粗大刚性好时,可取小值;车细长轴时为了减少径向切削抗力,以免工件弯曲,宜选取较大的值。
常用在15°到90°之间。
(4)、副偏角κ 'r 副切削刃与进给反方向间的夹角,在基面中测量。



车削基础一、车刀切削部分的几何角度(一)车刀的组成部分车刀分为刀头和刀体两大部分。
车刀的刀头是车刀的切削部分,它由以下几个要素组成:1。
前刀面:切屑流出时,刀头与切屑相接触的表面。
又称前面。
2。
主后刀面:刀头上与切削表面相对的表面。
又称主后刀面。
3。
副后刀面:刀头上与工件已加工表面相对的表面。
又称副后刀面。
4。
主切削刃:前刀面与主后刃面的交线。
它担负主要的切削工作。
5。
副切削刃:前面与副后刃面的交线。
它也起切削作用。
6。
刀尖:主切削刃与副切削刃的交点。
任何车刀都是由上述组成,而其数目不完全相同。
如切断刀就有两个副切削刃的两个刀尖。
另外,切削刃可以、是直线的,也可以是曲线的。
如样板车刀的切削刃就是曲线的。
(二)辅助基准平面为了确定和测量车刀的几何角度,需要选择几个辅助平面作为基准面。
1切削平面:切削刃上任一点的切削平面,是通过这点与工件的切削表面相切的平面。
2基面:通过切削刃上一点并垂直于切削平面的平面。
切削刃上的同一点的基面与切削平面一定是垂直的。
3主截面:主切削刃上任一点的主截面,是通过这一点而垂直于主切削刃在基面上的投影的截面。
当主切削刃与水平面平行时,切屑流出的方向正接近于这一平面所处的位置,因此车刀上主要切削角度(如前角,后角)都在主截面上进行测量。
(三)车刀的切削角度过车刀的切削角度共有10项,用于表示切削部分的几何形状,并可在上述三个辅助基准面内度量。
1。
在主截面内测量的角度(1)前角:前面与基面在主截面的夹角。
前角影响切屑形成与流出的难易程度以及切削力的大小和刀具强度。
(2)后角:主后面与切削平面在主截面的夹角。
后角影响后面与工件加工表面之间的磨擦和刀具强度。
(3)楔角:前面与主后面在主截面内的夹角。
楔角的大小影响刀头的强度和刃口和锋利程度。
(4)切削角:切削平面与前面在主截面内的夹角。
它是前角的余角。
2。
在基面内测量的角度1主偏角:主切削刃与进给方向在基面上投影的夹角。
又称导角。
实验五1.2.3.1.2.测量五把不同类型的车刀(包括直头外圆车刀、弯头外圆车刀、端面车刀、切断刀、三角螺纹车刀)的五个主要几何角度。
车刀量角台,五种被测车刀。
1.本量角台能方便地测量主剖面内的前角γ0,后角α0Kr,副偏角K′;切削平面内的刃倾角λsγ0:-30°~+40α0:<30Kr(K′r):<90λs:±45°。
2.结构(见图10-1)松开锁紧螺钉10,刻度板8可绕立柱4旋转,并可用螺母5将其调整至任意高度。
指度板9可绕其轴在刻度板8上转动,对准零点时,互相垂直的A,B两平面则分别平行和垂直于底座1松开锁紧螺钉12,刻度板8可绕其水平轴旋转,旋转角度由指针7在度板6上指出。
图10-11—底座;2—标尺座;3—锁紧螺钉;4—立柱;5—调整螺母;6—度板;7—指针;8—刻度板;9—指度板;10—锁紧螺钉;11—标尺;12—锁紧螺钉;13—挡销;14—滑板;15—锁紧螺钉松开锁紧螺钉3,标尺11及标尺座2可绕立柱4旋转。
标尺座2上的零点与底座1之零点对准时,固定在滑板14上的两个挡销之中心连线垂直于标尺11松开锁紧螺钉15,滑板14可在底座1上横向滑动,行程为70 mm1.在主剖面内测量车刀的前角和后角(见图10-1)使指针7对准度板6之零线,拧紧螺钉121)γ0转动刻度板8,使指度板9所在平面与主刀刃在底座的工作面上的投影(相当于主刀刃在基面上的投影)垂直。
然后调整指度板9,使平面A与车刀前面吻合,指度板9即可在刻度板8上指示前角γ2)测量后角α0同上动作,使B平面与车刀后面吻合,指度板9即可在刻度板8上指示后角α0的数值。
2.在切削平面内测量刃倾角λs使车刀主切削刃位于指度板9所在平面内,当平面A与主切削刃吻合时,在刻度板8上即可读出刃倾角λs或者使指度板9对准刻度板8的零线,指度板9所在平面垂直于主刀刃在底座工作面上的投影时,松开螺钉12,使刻度板8绕水平轴转动。
张家口煤矿机械制造技工学校教案第课编号:QD-0507-02王颖博09年 03 月01 日年月日年月日以下是附加文档,不需要的朋友下载后删除,谢谢顶岗实习总结专题13篇第一篇:顶岗实习总结为了进一步巩固理论知识,将理论与实践有机地结合起来,按照学校的计划要求,本人进行了为期个月的顶岗实习。
这个月里的时间里,经过我个人的实践和努力学习,在同事们的指导和帮助下,对村的概况和村委会有了一定的了解,对村村委会的日常工作及内部制度有了初步的认识,同时,在与其他工作人员交谈过程中学到了许多难能可贵经验和知识。
通过这次实践,使我对村委会实务有所了解,也为我今后的顺利工作打下了良好的基础。
一、实习工作情况村是一个(此处可添加一些你实习的那个村和村委会的介绍)我到村村委会后,先了解了村的发展史以及村委会各个机构的设置情况,村委会的规模、人员数量等,做一些力所能及的工作,帮忙清理卫生,做一些后勤工作;再了解村的文化历史,认识了一些同事,村委会给我安排了一个特定的指导人;然后在村委会学习了解其他人员工作情况,实习期间我努力将自己在学校所学的理论知识向实践方面转化,尽量做到理论与实践相结合。
在实习期间我遵守了工作纪律,不迟到、不早退,认真完成领导交办的工作。
我在村委会主要是负责管理日常信件的工作,这个工作看似轻松,却是责任重大,来不得办点马虎。
一封信件没有及时收发,很有可能造成工作的失误、严重的甚至会造成巨大的经济损失。
很感谢村委会对我这个实习生的信任,委派了如此重要的工作给我。
在实习过程中,在信件收发管理上,我一直亲力亲为,片刻都不敢马虎。
为了做好信件的管理工作,我请教村委会的老同事、上网查阅相关资料,整理出了一套信函管理的具体方法。
每次邮递员送来的信件,我都要亲自检查有无开封、损坏的函件,如果发现有损坏的函件,我马上联络接收人亲自来查收。
需要到邮局领取的函件,我都亲自到邮局领取,并把信函分别发放到每个收件人的手里。
张家口煤矿机械制造技工学校教案
第课编号:QD-0507-02
王颖博
09年 03 月01 日年月日年月日
板
板书设计
一、车刀切削部分的几何角度
六个基本角度 :
γο、αο、αο’、κr、κr’、λѕ两个派生角度: β
ο、εr
1、前角(γ
ο) 在正交平面内,前刀面与基面间的夹角。
2、主后角(α
ο) 在正交平面后刀面与切削平面间的夹角。
3、副后角(α
ο’) 在副正交平面内,副后刀面与切削平面间的夹角。
4、γ
ο、αο的正负值规定
在主正交平面中,前刀面与切削平面间夹角<900,前角为正;>900前角,为负;=900,前角为零。
后刀面与基面夹角<900,α
ο
为正;>900,α
ο为负;=90
0,α
ο
为零。
5、主偏角(κ
r
) 主切削刃在基
面上的投影与进给方向间的夹
角。
6、副偏角(κ
r
’) 副切削刃在
基面上的投影与背离进给方向间
的夹角。
7、刃倾角(λѕ) 在切削平面内,
主切削刃与基面间的夹角。
8、刃倾角(λѕ)的正负值规定
p
+λ
ѕ切屑排向待加工表面,切
屑不易擦毛已加工表面。
工件表
面粗糙度小,刀尖强度差。
-λ
ѕ切屑排向已加工表面,
易擦毛已加工表面,刀尖强度好。
λѕ=00 切屑沿垂直于主切削
刃方向排出。
尤其断续切削时,
+λ
ѕ刀尖易损;-λѕ刀尖强度好
9、楔角(β
ο) 在主截面内,前
刀面与后刀面间的夹角。
影响刀
头强度。
β
ο=90
0-(γ
ο+αο)
10、刀尖角(ε
γ) 主切削刃和
副切削刃在基面上投影间的夹
角。
ε
γ=180
0-(κ
r、
+κ
r
’)
二、车刀主要角度的初步选择
1、前角(γ
ο)
工件材料
γο数值与加工性质有关
刀具材料
软→选较大γ
ο
硬→选较小γ
ο
工件材料
塑性材料→选较大γ
ο
脆性材料→选较小γο
粗加工,尤其是车有
硬皮的铸、锻件
→选较小γ
ο加工性质
精加工,为减小Rα
→选较大γ
ο
刀具材料强度、韧性
较差(如硬质合金)
→选较小γ
ο刀具材料
刀具材料强度、韧性
较好(如高速钢)
→选较大γο
γο=-50~250,车削45钢用
高速钢车刀γ
ο=20
0~250用硬质
合金车刀粗加工γ
ο=10
0~50,精
加工γ
ο=13
0~180。
2、后角(α
ο)
硬质合金α
ο=5
0~70
粗加工取较小α
ο
高速钢α
ο=6
0~80
硬质合金α
ο=8
0~100
精加工取较大α
ο
高速钢α
ο=8
0~120
3、副后角(α
ο’)
一般与α
ο相同
切断刀α
ο’为保证强度
αο’取很小值αο’=10~20。
4、主偏角(κ
r
)
车刀常用主偏角有450、600、
750、900,选择κ
r
首先考
虑工件形状。
加工台阶轴κ
r
=890~930
中间切入工件κ
r
=450~600
5、副偏角(κ
r
’)
减小κ
r
’可减小工件表面粗
糙度,κ
r
’太大,使ε
γ减小,
影响刀头强度.一般, κr’取60~
80,加工中间切入工件
κr’=450~600。
11、刃倾角(λѕ)
一般车削(工件圆整,切削
层厚度均匀)取λѕ =00
断续切削
λѕ取负值λѕ =-150~
-50以增加刀头强度;
强力切削
精车λѕ取正值λѕ =00~80。