无损探伤在起重机检测中的应用
- 格式:doc
- 大小:937.00 KB
- 文档页数:8

磁粉检测与渗透检测在工程机械结构件无损检测中的应用摘要:起重机械臂架、钻进机械钻杆等工程机械的关键结构件在工作中承受着关键载荷,其品质极大地关系到工程进度及人身安全。
工程机械结构件有焊件、铸件、锻件及热处理件等多种形式,结构复杂;对比超声检测、射线检测及涡流检测等其他无损检测方法,磁粉检测及渗透检测方法具有对受检工件结构要求低、检测成本低、操作简单、表面检测灵敏度高且适用于现场检测的优点,在工程机械关键结构件的无损检测中应用广泛,且具有很好的检测效果。
笔者以臂架、钻杆、裙阀等典型工程结构件为对象,介绍了磁粉检测及渗透检测在工程机械制造中的应用。
介绍了磁粉检测及渗透检测在工程机械关键结构件中的应用情况,分析了磁粉检测及渗透检测的原理、工艺及在工程机械结构件无损检测中的实用性。
重点介绍了起重机臂架、旋挖钻机驱动套、混凝土泵车裙阀、钻机钻杆等结构件不同制造工艺下的磁粉检测与渗透检测实例。
关键词:磁粉检测;渗透检测;工程机械结构件无损检测技术是指在不被检测对象影响的情况下,能够保证检测对象的性能和结构完整,利用检测对象在结构上出现的异常情况,来反映该检测对象是否存在质量安全问题。
无损检测也叫作非破坏性检测,就是要让检测对象的组织结构,不会影响其他性能的改变,因此能够最大限度地保护检测对象的基本情况。
无损检测技术,一般采用电子或化学方面的现代化装备仪器,或者使用物理或化学的方法进行无损检测,通过分析其表面和内部的结构,从中寻找异常情况,这是具有一定兼容性的特征。
被检测对象的状态和质量问题进行检测,能够充分反映出该检测对象的质量是否存在问题,可以根据其位置、程度以及类型等内容进行信息反馈。
1表面检测原理及工艺1.1磁粉检测磁粉检测是一种常规的检测方式,也是目前无损检测技术方面最常用的技术之一。
通过对磁粉这种检测介质的作用,能够有效地分析出压力管道存在的质量缺欠,进一步确保检测过程的精准度和观察的有效性,在检测前,也需要对压力管道进行磁化处理,然后再喷洒磁粉,覆盖管道的各个位置,这样才能保证均匀地处理管道的每个位置。

起重机超声波检测报告一、引言起重机是工业生产和物流运输中常用的设备,它承担着重要的任务。
因此,确保起重机的安全运行至关重要。
超声波检测是一种常用的无损检测方法,可以帮助评估起重机的结构完整性和故障情况,为其安全运行提供保障。
二、检测对象本次检测的对象工业厂房内使用的起重机,主要检测其抱杆、大臂、小臂和升降机构等部位。
三、检测方法采用超声波检测仪器对起重机进行检测。
检测仪器将超声波信号传输至起重机各个部位,并接收反射回来的超声波信号。
通过分析反射信号的波形和特征,提取出有关起重机结构完整性的信息。
四、检测结果1.抱杆抱杆是起重机最重要的结构之一,负责承载货物的重量。
经过超声波检测,发现抱杆表面存在少量表面裂纹,但无深度裂纹。
整体结构完整,未发现其他异常。
2.大臂和小臂大臂和小臂负责承载抱杆及货物的运动。
经过超声波检测,发现大臂和小臂表面存在少量表面腐蚀,但未影响其强度和稳定性。
未发现裂纹和其他结构缺陷。
3.升降机构升降机构控制起重机的升降运动。
经过超声波检测,发现升降机构的支撑结构存在轻微的压力疲劳现象,但尚未达到出现裂纹的程度。
我们建议对该部位进行定期检查,并进行相关维修和加固。
五、结论通过超声波检测,我们对起重机的结构完整性和故障情况进行了评估。
抱杆、大臂和小臂等部位表面存在少量表面裂纹和腐蚀,但整体结构完整,未发现其他异常。
升降机构的支撑结构存在轻微的压力疲劳现象,但尚未出现裂纹。
建议对升降机构进行定期检查,及时进行维修和加固。
六、建议1.对抱杆、大臂和小臂等部位进行定期清洁和防腐处理,以延长其使用寿命。
2.对升降机构的支撑结构进行定期检查,密切关注其压力疲劳情况,及时进行维修和加固。
3.提供起重机使用和维护的培训,确保操作人员能正确使用和保养起重机,避免不必要的故障和事故。
七、附录1.超声波检测仪器型号:XXXX2.检测仪器参数:工作频率:XMHz,探头类型:X型3.检测时间:XX时XX分~XX时XX分4.检测人员:XXX(检测员编号:X)。

特种设备常用无损检测方法综述摘要:近年来,社会发展迅速,特种设备是指对人身和财产安全有较大危险性的锅炉、压力容器(含气瓶)压力管道、电梯、起重机械、客运索道、大型游乐设施、场(厂)内专用机动车辆。
特种设备是与人民群众生活密切相关,是国民经济建设的重要基础,确保其安全运行,对于保障人民群众生命财产安全,促进经济发展和社会稳定至关重要。
为确保特种设备安全运行,我国颁布相关法规,监督管理其设计、制造、安装、改造、修理、检验、检测和使用等过程。
无损检测作为一种必备的有效质量检测手段,对特种设备各个环节的质量控制和安全使用极为重要。
随着新型材料和复杂结构的出现以及无损检测应用的推广,各行业对无损检测技术水平也提出更高要求。
例如超声检测,在实际检测前需要制定一份高效准确的检测工艺,其中包括探头的选取,需通过对所有探头的实践验证来确定,显然是不现实的。
对于如何能低成本、高效率、高准确度的确定最佳探头,计算机仿真软件显示出其强大优势。
仿真软件可以对无损检测过程进行模拟仿真,通过与实际检测对比验证,指导确定最佳检测工艺。
CIVA软件是20世纪90年代法国原子能委员会开发并最初应用于超声无损探伤方面的仿真软件。
它集成了数据处理、图像显示和过程模拟工具,在数据分析、性能验证、探头设计和培训等方面广泛应用。
经过多年的研究,CIVA最终集成了UT、RT、ECT等多个模块,功能越来越强大。
CIVA是应用于无损检测的专业仿真平台,它的计算时间较短,满足工业上对复杂件缺陷准确检测的需求,指导、优化检测工艺,预测在实际的无损探伤工作中的检测能力。
CIVA仿真平台在特种设备的无损检测领域拥有广泛的应用空间。
关键词:特种设备;常用无损检测;方法综述引言结合载荷运载形式的差异,起重机械的主体结构也存在着较大的不同。
主体结构包括多种钢结构件,在钢结构各个功能部件中安装着一系列的电气结构,包括操作、控制、驱动等类型。
这些结构部件往往是用金属材料加工制作,采用焊接或者螺栓等方式联接这些金属结构。

矿用钢丝绳无损检测摘要:矿用钢丝绳作为矿井提升、运输及承载设备中的关键零机构,其安全性极为重要。
本文以矿用钢丝绳为研究对象,简述矿用钢丝绳无损检测的意义,分析了矿用钢丝绳的结构、缺陷类型及报废标准,针对矿用钢丝绳的局部LF缺陷,简述了矿用钢丝绳漏磁检测原理和合适的励磁技术,根据磁荷分析理论和磁场矢量叠加基本原理,采用局部缺陷LF法对钢丝绳断丝漏磁理论进行了分析,最后阐述了矿用钢丝绳漏磁检测系统的构成。
关键词:矿用钢丝绳断丝漏磁检测Nondestructive Testing for Mine Wire Rope Abstract:Mine wire rope, as key transport and hoist equipment in the production of mine, whose safety is very important. This paper, takes the mine wire rope as the object of study, describes the significance of nondestructive testing of mine wire rope, analyzes its structure, fault types and scrapped rules. In the light of the Localized Fault of the steel rope, researches the principle and appropriate excitation technique of magnetic leakage detection for mine steel wire rope, according to the analysis of the basic theory of the principle of magnetic charge and the magnetic field vector superposition, uses the Localized Fault method to analyzes the broken wires of wire rope magnetic flux leakage theory. andfinally elaborates the framework of the wire rope magnetic leakage detection system.Keywords: mine wire rope broken wire nondestructive testing1.前言1.1矿用钢丝绳无损检测的意义钢丝绳是一种重要的绕性构件,因其具有较高的抗拉强度和抗疲劳强度、自重轻、弹性好、工作平稳可靠、承受动载和过载能力强以及在高速工作条件下运行和卷绕无噪声等诸多优点,在矿产、冶金、交通、建筑等国民经济主要行业和部门的提升、运输及牵引等设备中得到广泛的应用,如各类矿井提升机、起重机、货运客运索道、电梯、等都大量地使用钢丝绳。
无损探伤的五种检测方式无损检测就是利用声、光、磁和电等特性,在不损害或不影响被检对象使用性能的前提下,检测被检对象中是否存在缺陷或不均匀性,给出缺陷的大小、位置、性质和数量等信息,进而判定被检对象所处技术状态(如合格与否、剩余寿命等)的所有技术手段的总称无损检测是指对材料或工件实施一种不损害或不影响其未来使用性能或用途的检测手段。
无损探伤的五种检测方式:超声检测Ultrasonic Testing(缩写UT);射线检测Radiographic Testing(缩写RT);磁粉检测Magnetic particle Testing(缩写MT);渗透检测Penetrant Testing (缩写PT);涡流检测Eddy Current Testing (缩写ET);无损检测检测产品:压力管道:工业压力管道、油气长输管道、工业金属热力管道、工业金属燃气管道压力容器(含气瓶):电力工业锅炉压力容器、固定式压力容器、移动式压力容器钢结构工程:建筑工程用钢结构、路桥钢结构、水利工程钢结构、电力工程钢结构锅炉:蒸汽锅炉、热水锅炉、有机热载体锅炉起重机械:桥式起重机、门式起重机、塔式起重机、流动式起重机、铁路起重机、门座起重机、桅杆起重机、悬臂式起重机、缆索起重机、轻小型起重机客运索道、大型游乐设施船舶及船用产品:动力装置、舱室设备、甲板机械海上设施水面以上钢结构铸件、钢锻件、紧固件螺栓、螺钉、螺柱和螺母相关无损检测标准GB/T 5616-2014无损检测应用导则GB/T 7704-2017无损检测X射线应力测定GB/T 11343-2008无损检测接触式超声斜射检测GB/T 11344-2008无损检测接触式超声脉冲回波法测厚GB/T 11345-2013焊缝无损检测超声检测技术、检测等级和评定GB/T 12604.1-2005无损检测术语超声检测GB/T 12604.2-2005无损检测术语射线照相检测。
钢丝绳无损检测方法钢丝绳是一种在工业领域中广泛使用的重要材料,在吊装、电梯、起重机等领域都有着重要的应用。
然而,随着使用时间的增加,钢丝绳可能会出现各种问题,比如磨损、断丝、变形等。
为了确保钢丝绳的安全运行,无损检测方法成为了一项重要的任务。
本文将介绍常见的几种钢丝绳无损检测方法。
一、视觉检测方法视觉检测方法是最常见也是最简单的一种方法。
通过肉眼观察钢丝绳的表面,可以发现明显的问题,比如磨损、锈蚀、断丝等。
视觉检测方法的优点在于操作简单,不需要特殊的设备,但缺点是只能发现表面问题,无法检测到内部隐患。
二、磁粉探伤方法磁粉探伤方法是一种利用磁化作用检测钢丝绳表面和近表面缺陷的方法。
在磁化的状态下,将磁粉涂覆在钢丝绳表面,缺陷处会形成磁漏磁场,通过观察磁粉的沉积情况,可以判断钢丝绳是否存在缺陷。
磁粉探伤方法的优点在于能够快速、准确地检测出表面和近表面的缺陷,但缺点是无法检测到更深处的缺陷。
三、超声波检测方法超声波检测方法是一种利用超声波的声波特性检测钢丝绳内部缺陷的方法。
通过将超声波传入钢丝绳内部,当超声波遇到缺陷时会发生反射、散射、吸收等现象,通过接收和分析反射超声波的特征,可以确定钢丝绳是否存在内部缺陷。
超声波检测方法的优点在于能够检测到更深处的缺陷,同时可以定量地评估缺陷的大小和位置,但缺点是操作复杂,需要专业设备和专业技术人员。
四、磁记忆检测方法磁记忆检测方法是一种利用磁性材料内部的磁记忆效应检测钢丝绳的方法。
磁记忆效应是指在应力作用下,磁性材料内部的磁场分布会发生变化。
通过在钢丝绳上布置磁传感器,可以实时监测钢丝绳的磁场分布,进而评估钢丝绳的健康状况。
磁记忆检测方法的优点在于能够实时、非接触地监测钢丝绳的健康状况,同时可以检测到较小的缺陷,但缺点是对磁场的要求较高,同时也受到外界干扰的影响。
综上所述,以上介绍了常见的几种钢丝绳无损检测方法,每种方法都有其优缺点。
在实际应用中,根据具体情况选择合适的方法进行检测是十分重要的。
起重机械无损检测技术摘要作为特种设备,起重机械的结构相差巨大,种类庞杂,对其检测方法也不尽相同。
起重机械作为重要的生产设备,其能否顺利运行不仅关乎施工进度,也与生产安全关系密切。
从零件设计到整体的材料安装与实验,存在着许多的标准规范着起重机械。
无损检测在起重机械检测上发挥着突出作用,但没有专用标准作为参考。
关键词起重机械;无损检测;技术1 起重机械与无损检测技术概述起重机械多种多样,检测应该根据其设计、检验与验收的技术要求进行。
对特殊部件、不同结构存在的缺陷做好针对性的无损检测,同时做好探伤与测评。
裂纹等机械损伤在一切零部件,如吊链、真空吸盘、吊钩、车轮、齿轮、滑轮、集装箱的吊具、卷筒、安全钩等都不应存在,同时,试验后的永久变形、裂纹也应避免;对于摩擦部件的表面磨损量,如吊具、滑轮、齿轮、吊链环等规定也相当严格;对于部件与其焊缝的当量尺寸,规定也较为明确;钢丝绳等专用零部件的质量要求较为严格,甚至存在对防腐层涂料厚度的规定。
所以,起重机械各机构存在着差异性的技术质量要求,在进行无损检测时,利用的检测工艺与方法必须具有针对性。
2 无损检测应用于起重机械2.1 目视检测该办法适用于检查机械的表面质量、几何尺寸、安全保护与机械装置的试验、载荷试验等机械部分检测与接地保护、电控装置、检验照明电路等电气部分检测。
试运行机构与器具测量是主要的检测手段。
2.2 渗透检测裂纹是常见的起重机械缺陷种类,危险系数较高的要数表面开口裂纹。
因为磁探仪检测对结构与材料要求较为特殊,同时因检测效果要求,只能选用无损检测中的渗透检测法。
将机械表面进行干燥清理,除去铁屑、氧化皮、铁锈、毛刺、焊接飞溅等杂物是必要的检测前工作。
以Ra《12.5m为表面构件粗糙度取值,在合格测试对比试块之后,可进行<10min的渗透,后清洗并进行5~10min的干燥,在经<7min的显像即可。
如果检测时不利观察或光线阴暗,可以荧光渗透剂作业。
特种设备检验中无损检测技术的应用摘要:随着我国整体经济的不断改善,我国工业化进程的发展速度也在不断提升,特别是特种设备的使用和技术升级已实现了全面优化,在工业市场中也发挥着重要作用,但是,对于特殊设备,在使用过程中,必须确保安全性的提高,以防止特殊设备问题造成的不良后果。
关键词:特种设备;无损检测技术;应用;引言在传统的特种设备检测过程中,经常使用多种方法来识别特种设备,但无一例外,这会给特种设备带来一定程度的损坏,因此,特种设备的报废率一直处于数据状态,这不仅会导致加工企业的资金投入高,而且在随后的使用过程中,一些测试留下了一个小疤痕,也可能使特殊设备提前退役,或在运行阶段出现问题,为此,为了避免这种检测方法带来的问题,对专用设备进行了全面的无损检测。
1.无损检测技术的应用现状特种设备在应用过程中,一般的外部环境比较复杂,大多数设备都会在极端恶劣的条件下运行,因此在生产过程中,必须确保其自身能够承受外界的高温、高压损坏,同时还要防止低温损坏或雨水侵蚀等问题,因此,特种设备的质量和安全是当前工业生产阶段的关键问题,对于特种设备的检验和测试,它是工业发展过程中最重要的内容之一,在世界上较发达国家的特种设备测试过程中,都设立了专门的检验机构,可以通过相应的法律法规实现对检验过程的限制,同时,也可以扩大检查的范围,发展起来的无损检测技术在其研发时间和研究过程中积累起来,所以目前的检测技术比较成熟;最常用的无损检测技术有超声波检测、磁粉检测、射线检测和脉冲涡流检测;随着信息时代的到来,近年来无损检测技术的应用在我国得到了广泛的应用,特种设备的无损检测技术得到了提高,通过有效应用现代管理系统,还可以对特种设备进行全面的安全检测,可以提高我国特种设备无损检测的信息化水平,在技术上实现特种设备的无损检测。
1.特种设备无损检测的意义和重要性2.1意义特种设备在我国的发展中起着重要作用,在工业化进程中,大多数工业企业主要以石油化工生产为基础,因此,其运输的物质具有高度腐蚀性和风险性,因此,储存这些物品的运输管道、压力设备和油罐等,在实际生产过程中需要储存这些液体或高温气体,这也使得其运输过程会显示出其易燃易爆特性,基于此,如果相关的特种设备在应用优质检验之前不进行,很容易导致生产过程中的安全事故,这不仅会给企业带来巨大的经济损失,还会导致人员伤亡事故,这将造成严重的社会影响,使企业声誉下降;此外,对于特种设备的整个应用环境,其自身的工作环境也相当特殊,因此通过常规的特种设备检测手段无法显示其合理性和科学性,无法保证不会对其特种设备造成损坏,因此,在现阶段,对于工业专用设备的应用,只有通过无损检测技术的应用才能满足设备的正常运行,并且不能同时损坏其内部结构和外部结构,才能有效地检测其质量,也可以说,特种设备无损检测技术不仅是一种高端的精密检测方法,也是确保工业企业安全的有效措施。
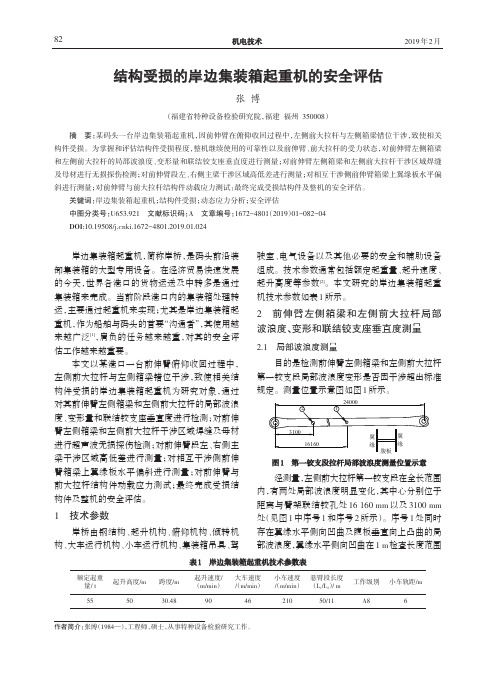
无损探伤在起重机检测中的实现摘要:根据近年来采用无损检测手段对起重机进行安全检测的经验和取得的成果,对起重机各个重点部位的检测项目和采用的无损检测方式进行了逐一分析和比较,应在起重机检测中广泛推广和使用无损检测手段。
关键词:起重机;无损检测;无损检测手段(NDT)作为一种先进的综合性应用科学技术,在工业生产上发挥着巨大作用。
国外将无损检测称之为现代工业的基础。
随着改革开放的不断深入,NDT也越来越受到人们的关注与重视。
就铁路装卸系统来说,对于门式起重机(以下简称门吊)这种国家明定的特种起重设备的检测上,也越来越需要这种现代技术手段的介入。
1 .起重机采用无损探伤检测的必要性起重机作为大型工程机械,其安全性是十分重要的,起重机事故往往会造成巨大的财产损失,人员伤亡。
所以对于设计制造单位,应加强对产品的质量控制,把安全性指标作为重中之重。
同时对于使用单位,应该建立严格合理的操作规范。
同时应该加强起重机在使用过程中的监测,对可能出现的问题早发现,早维修。
在起重机工作中,由于操作不慎而造成的碰撞。
或者长期的超负荷运行,都会对起重机的金属结构造成损伤。
这是就要及时的对结构进行诊断,在这方面,无损探伤技术较之于传统的检测方法,以其方便,操作简单,测试准确的优点值得大力推广。
一般对起重机的日常检查主要有:门吊的安全装置、吊钩、钢丝绳、卷筒、滑轮、制动器、联轴器、车轮、电气设备、主梁及悬臂的拱翘度、支腿的相对高差及不垂直度、主要受力构件焊缝、表面腐蚀及桁架结构受力杆件变形等。
使用的仪器主要有水准仪、经纬仪、钢卷尺、摇表、接地电阻测量仪等,主要用来对门吊的主要几何尺寸及电气线路进行测量。
在这些检测中,都没有应用无损检测手段。
以上检测手段多年来在保证门吊安全方面起到了一定的作用。
但是由于技术手段的限制,不能定量地对门吊状态进行可靠的评估,因此也存在很大的欠缺。
例如:对于关系到港口门机安全的钢结构的检查中,做为港口门机使用状态的一种判定尺度,以往只是根据门机的拱翘度来判定门机的钢结构是否良好。
而在实际工作中,经常出现门机主梁的拱翘度变化不大,而钢结构本身却出现多处劣化状态的情况。
以我校港口机械质量检测中心于2008年5月30日~31日对南京港四公司的第2#,3#门机的检测为例。
两台机器型号均为M10-30由上海港机厂分别于1985年和1984年制造,使用至今。
由1999年12月投入使用至2001年6月,共计作业量820 581 t,作业时间4 297 h。
由于长期满负荷作业,造成门吊4个支腿处出现较长裂纹,支腿处出现裂纹,主钩压力轴承损坏。
但在用常规的应变仪检测臂架以及象鼻梁的结构变形中却没有发现异常。
对于危及安全的钢结构疲劳裂纹,以往只能采用目视方法进行。
由于门吊表面有油漆覆盖,对于小的裂纹难用目视方法发现,而一旦由肉眼可以看出,则裂纹的扩展已达到危险阶段。
对于门吊起升用钢丝绳的检测,长期以来由技术人员用手摸、目视的方法进行检查,只能发现钢丝绳中外露的缺陷,如断丝等,但对于内部缺陷则无能为力。
更换钢丝绳只能根据经验或使用时间进行,这样一方面使得有潜在危险的钢丝绳仍在使用;另一方面又将未使用到期的钢丝绳提早报废。
目前门机使用一副线接触钢丝绳大约为2 400~3 000元,提前报废会造成很大浪费。
对于钢结构的表面腐蚀情况,以往也只能目视进行,无法定量地判断到底腐蚀了多少。
特别是近年来,各个港口大量使用的20世纪70~80年代的门机基本上都接近了使用年限,部分由20 t进行增吨改造后的起重机在使用中部分出现裂纹等,因此急需对这些门吊的状态进行全面的检测与鉴定,以防止重大事故的发生。
但传统检测手段显然无法全面准确地完成这一任务,因此,急需引入更先进的手段对门吊进行检测。
2门吊中应用无损检测手段的可行性虽然目前对港口门机全面检测时使用无损检测手段尚不十分普及,但从目前无损检测手段的发展来看已具备了大量适用阶段。
从技术角度来说,由于门机本身是由金属结构和电气结构构成,对于金属结构的无损检测,可参照《钢结构工程施工及验收规范》进行,对于门机钢结构中主要受力构件,如主梁、端梁、支腿、臂架等重要焊缝,可按照JB928-67《焊缝射线探伤标准》中二级焊缝或JB1152-81《锅炉和钢制压力容器对接焊缝超声波探伤》中一级焊缝的规定及《钢焊缝手工超声波探伤方法和探伤结果的分类》要求进行;对于重要的轴,可采用超声波手段进行检测;钩头可采用磁粉检测法进行;钢丝绳可采用局部缺陷检测法或截面积损耗型检测法进行检测,这些全部是成熟的技术,有可靠的检测仪器和技术标准。
从经济角度来说,以前无损探伤的费用很高,这是制约无损检测手段在门吊检测中大量采用的原因之一。
而目前地方各大型厂矿无损检测的设备和人员都十分齐全,有的单位还专门设有无损检测中心,完全可以利用其人员和设备对港口内的门机进行检测,而且从经济上服务上完全可以接受3工业常用无损探伤原理及特点分析随着现代工业的发展,对产品质量和结构安全性、使用可靠性提出了越来越高的要求,由于无损检测技术具有不破坏试件、检测灵敏度高等优点,所以其应用日益广泛。
但是任何无损检测方法都不是万能的,每种无损检测方法都有它自己的优点,也有它的缺点。
现代无损检测的定义是:在不损坏试件的前提下,以物理或化学方法为手段,借助先进的技术和设备器材,对试件的内部及表面的结构、性质、状态进行检查和测试的方法。
无损检测是在现代科学技术发展的基础上产生的。
例如,用于探测工业产品缺陷的X射线是在德国物理科学家伦琴发现X射线基础上发生的,超声波检测是在二次世界大战中迅速发展的声纳技术和雷达技术的基础上开发出来的,磁粉检测建立在电磁学理论的基础上,而渗透检测得益于物理化学的进展,等等。
1射线探伤射线探伤法是利用射线透过物体时,会发生吸收和散射这一特性,通过测量材料中因缺陷存在而影响射线的吸收来探测缺陷的,以胶片作为记录信息器材的无损检测方法,该方法是最基本的、应用最广泛的一种射线检测方法。
一般把被检的物体安放在离射线装置500~1000mm的位置处,把胶片紧贴在试样背后,让射线照射适当的时间(几分钟到几十分钟)进行曝光.把曝光后的胶片在暗室中进行显影、定影、水洗和干燥。
将干燥的底片放在观片灯的显示屏上观察,根据底片的黑度和图像来判断存在缺陷的种类、大小和数量,随后按通行的标准对缺陷进行评定分级2超声波探伤超声波检测主要用于探测试件的内部缺陷,所谓超声波是指超过人耳听觉、频率大于20kHz的声音。
目前用的最多的探伤方法是脉冲反射法。
脉冲反射法在探伤时用纵波或者横波把超声波射入被检物的一面,然后在同一面接收从缺陷处反射回来的回波,根据回波情况判断缺陷的情况。
目前在超声波检测中应用最多的是脉冲反射法。
脉冲反射法是把超声波射入被检物的一面,然后在同一面接收从缺陷处反射回来的回波,根据回波情况来判断缺陷的情况3磁粉探伤自然界有些物体具有吸引铁、钴、镍等物质的特性,我们把这些具有磁性的物体称为磁体。
使原来不带磁性的物体变得具有磁性叫磁化,能够被磁化的材料称为磁性材料。
铁磁性材料被磁化后,其内部产生很强的磁感应强度,磁力线增大几百倍到几千倍,如果材料中存在不连续性缺陷,磁力线会发生畸变,由于缺陷中空气介质的磁导率远远低于试件的磁导率,使磁力线受阻,一部分磁力线挤到缺陷的底部,一部分穿过裂纹,一部分排挤出工件的表面再进入工件。
如果这时在工件上撒上磁粉,漏磁场就会吸附磁粉,形成与缺陷形状相近的磁粉堆积。
我们称之为磁痕,从而显示缺陷。
4渗透探伤零件表面被施涂含有荧光染料或者着色染料的渗透液后,在毛细管作用下,经过一定时间,渗透液可以渗进表面开口的缺陷中;经去除零件表面多余的渗透液后,再在零件表面施涂显影剂,同样,在毛细管作用下,显像剂将吸引缺陷中保留的渗透液,渗透液回渗到显像剂中;在一定的光源下(紫外线或者白光),缺陷处的渗透液痕迹被显示(黄绿色荧光或者鲜艳红光),从而探测出缺陷的型貌以及分布状态。
5红外探伤红外无损探伤是通过人为地在被测物上注入(或移走)固定热量,然后测定被测物体表面温度域热流变化规律,并以此分析判断被测物的质量,探测其内部缺陷的。
红外无损探伤不受表面形状限制,因此尽管焊口表面起伏不平,也能快速发现焊接区域是否存在缺陷、缺陷大小及缺陷位置。
3门吊采用无损检测的项目及方法3.1门吊钢结构及焊缝检测鉴于钢结构在门吊安全中的重要性,因此在对钢结构和焊缝的检查中应首先使用无损检测手段。
但由于使用中的门吊为一大型空间结构,体积大、焊缝多,从技术和经济角度来讲,都不可能像在出厂检测一样,对所有的焊缝和钢板进行检测。
由于门吊钢结构的主要破坏形式为疲劳破坏,因此,检测的重点可放在最可能产生疲劳裂纹部位,对钢结构的重点部位和关键焊缝进行分类,重点进行检查。
参考港口起重机焊缝分类标准,将对受拉及各铰点处焊缝定为一级,受压焊缝为二级,其他焊缝为三级,检验的方法及数量分级见表1。
针对每类结构型式的门机,应利用有限元方法建立几何模型,进行单元剖分。
按照不同工况,计算各点的应力值,并从中找出各工况下应力差值较大的点(区域),作为疲劳裂纹的重点检测点(区域)。
一般为支腿与转台联接处,支腿与主梁连接处,悬臂主梁根部,主梁中部,马鞍拐角处,加固处等。
针对各种无损检测手段的优点(见表2)和现场检测的实践,可认为对于检测焊缝及钢板裂纹应以超声波法为主。
因为其设备体积小,精度高,即使不对焊缝表面(侧面)进行处理(打磨),检测数据也能达到很高的精度,大大提高了作业效率。
3.2钢丝绳的检测对于钢丝绳的无损检测一般采用磁检测法。
其基本原理为:用一磁场沿钢丝绳轴向对钢丝绳段进行磁化,当钢丝绳存在缺陷时,磁场就会产生漏磁或引起磁通量的变化。
根据磁信号的变化,即可判断钢丝绳的状态。
该法分为局部缺陷检测法(LF)和截面积损耗型检测法(LAM)。
目前市场有售专用的便携式和固定式的钢丝绳检测机,如LM120型钢丝绳检测仪等。
利用其可方便快捷地对门吊钢丝绳进行定量检测,必要时还可对重要门吊的钢丝绳进行实时监测。
根据检测数据,对照《起重机械用钢丝绳检验和报废实用规范》标准,即可对钢丝绳的状态进行准确判定。
3.3重要轴类零件的检测对于门机的大车走行轴、滑轮轴、卷筒轴等重要承重轴的检测,可利用超声波手段进行。
由于超声波检测穿透力强,并对变截面处的裂纹比较敏感,因此用在对轴的检测上十分方便。
在检测时,不用将轴拆下来,只需将一侧轴承盖打开,将轴表面处理干净后即可进行。
但根据几年来的探伤经验,由于现在使用的门吊的大车轮、滑轮轴、卷筒等都已实现了标准化,没有设计上的缺陷,而且一般强度富余度较大,在多次检测中都未发现有裂纹出现。
因此,建议在一般检测中对上述部位可不作检测。