QSH1020 0215-2009套管刮削器通用技术条件
- 格式:pdf
- 大小:217.75 KB
- 文档页数:8
通井刮削一体化工具使用说明书Xxx地址:XXX电话:XXX一、概述近年来,随着采油厂进入开采后期,作业井井次逐年增加,修井作业费用逐年上升。
通井工序和刮削工序是两趟独立完成的工序,一般配套使用(先通井再刮削),并且这两种工序在绝大多数措施井以及部分维护性作业井中使用较多。
我公司生产的通井刮削一体化工具可以将原来的两趟工序变成一趟来完成,这样既节约作业费用,又可以缩短占井周期。
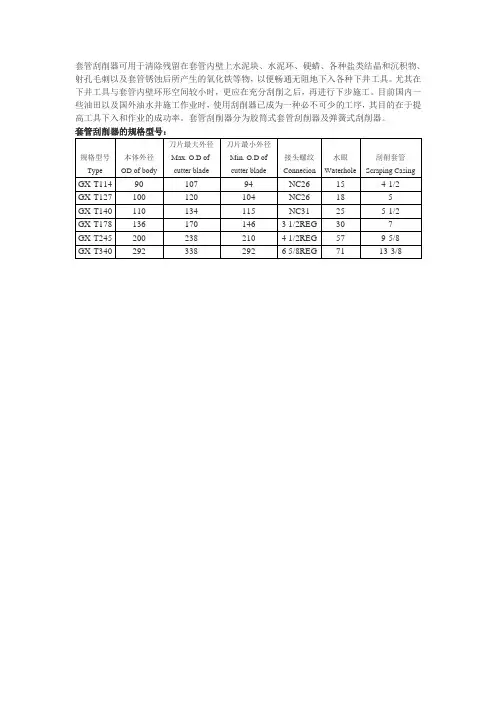
二、主要参数及技术性能1、总长度:15502、公称直径:1183、工具耐压:35Mpa4、刮削启动压力:10~20Mpa5、投入钢球直径:406、上、下部螺纹:2 7/8TBG7、排量:4~12L/s8、刀片伸出最大外径:130排量为参考数据,可根据现场情况合理选择排量。
三、结构及工作原理3.1结构本一体工具主要有通井、试压、刮削三大功能。
其外部结构由通井筒体、刮削刀片组成,内部主要由上下接头、活塞、锁紧等结构组成。
在工具筒体上装有6片可在活塞槽内滑动的刮削刀片及弹簧,投球后密封中心通孔,活塞下行推升刮削刀片伸出,同时推动锁套前行与筒体锁死,活塞不再相对运动,活塞下行后液体可从其旁孔进入中心通道。
刮削刀片均开有槽,能轴向滑动及径向伸缩,其特殊的刀齿具有良好的刮削功能。
图:通井刮削一体化工具3.2工作原理通井:工具与钻杆或油管连接,下入井内进行通井作业,刮削刀片卡入活塞槽内,活塞内孔通畅,不能下行,刀片外径小于筒体直径,可正反循环洗井。
试压:投入钢球,打压至所需压力并稳压,以试验油管压力。
刮削:根据施工要求,投球后打压至10-20MPa,剪切销钉剪断,活塞下行,刮削片在弹簧作用下外伸,锁套在活塞的推动下进入本体内齿处,完全撑开锁套,活塞不再轴向移动,刮削进行。
上下刮削:刮削片被弹簧撑开后,管柱上下刮削,套管内径逐渐增大。
刮削刀刃是螺旋形的,上下刮削时内外两刃轮流工作。
右旋及上下往复刮削:在刮削井段内,可边右旋钻具,边上提或下放,无论向上或向下的旋转刮削,刀片所受的刮削阻力方向是一致的,没有旋松工具接头螺纹的力矩,这种刮削方式是安全可靠的。
塑料管剪切刀执行标准
一、材料标准
1. 刀片应采用高强度、耐磨损的合金钢材料制造,以确保剪切性能和使用寿命。
2. 刀片表面应进行硬化处理,提高其抗磨损能力。
3. 刀片应无气孔、裂纹等缺陷,并应符合相关材料标准。
二、结构设计
1. 塑料管剪切刀应设计为手持式结构,操作简单、方便。
2. 刀片应设计为可更换式,以便于维修和更换。
3. 剪切刀应具备对刀功能,以便于调整刀片间隙和剪切角度。
4. 剪切刀应设有安全防护装置,以防止意外伤害。
三、剪切性能
1. 塑料管剪切刀应能剪切不同规格和类型的塑料管,包括PVC、PE、PP等材料。
2. 剪切性能应满足以下要求:剪切效率高、剪切面平整、无毛刺、无破损。
3. 剪切刀应能适应不同角度的剪切要求,角度调整范围应在90°-180°之间。
四、尺寸公差
1. 剪切刀的尺寸应符合设计要求,包括刀片长度、刀片宽度、手柄长度等。
2. 刀片间隙和剪切角度的调整应准确、可靠,符合设计要求。
3. 安全防护装置的位置和尺寸应准确、合理,确保有效防止意外伤害。
五、外观质量
1. 剪切刀表面应光滑、平整,无划痕、无锈蚀现象。
2. 塑料件应色泽均匀、无气泡、无杂质等缺陷。
3. 金属件应进行防锈处理,以防止生锈和腐蚀。
六、安全性
1. 剪切刀应设有安全开关,确保只有在打开安全开关后才能进行剪切操作。
2. 安全开关应具有可靠的锁定功能,防止误操作和意外触碰导致剪切刀启动。
JC/T211-2009简介JC/T211-2009是中国轻工业标准化技术委员会制定的一项标准,该标准涉及到某个领域的技术规范和要求。
本文档将对这个标准的主要内容进行介绍和解析,并对标准的重要性进行分析。
标准内容JC/T211-2009标准主要包括以下几个方面的内容: 1. 范围:该标准适用于特定领域的产品、设备或服务。
2. 规范:详细列出了各项技术规范和要求,包括产品的设计、制造、测试、质量控制等方面的要求。
3. 试验方法:给出了测试产品性能和规格的标准试验方法和程序。
4. 标志、标识:对产品的标志、标识等进行了规范和要求。
5. 包装、运输:对产品包装和运输过程中的要求进行了详细说明。
6. 质量控制:明确了质量控制的要求,包括原材料的选择和检验、生产过程的控制、产品检验和验收等内容。
标准的重要性JC/T211-2009标准的发布对于特定领域的产品或服务具有重要意义,具体体现在以下几个方面: 1. 保证产品质量:该标准规定了产品的设计、制造、测试等方面的要求,通过遵守这些要求,可以有效保证产品的质量和性能的稳定性。
2.提高市场竞争力:与其他产品相比,按照标准制造的产品更能符合市场需求,并且具备可替代性。
产品符合标准,能够增加企业的市场竞争力,并获得更多的订单和销售额。
3. 增加消费者信心:产品按照标准制造,消费者可以更加放心地购买和使用。
标准的存在可以提高产品在市场上的知名度和口碑,增强消费者对企业的信任。
在竞争激烈的市场中,消费者信心是企业赢得市场份额的重要因素之一。
结论综上所述,JC/T211-2009标准是一项重要的技术规范和要求,对特定领域的产品或服务具有指导作用。
遵循该标准可以保证产品质量,提高市场竞争力,增加消费者信心。
因此,在特定领域从事产品制造或服务提供的企业,应充分认识到该标准的重要性,并按照标准的要求进行操作和管理,以获得更好的市场表现和经济效益。
参考文献: - JC/T211-2009标准(以上为虚拟助手生成的示例文档,请根据实际情况进行修改和完善。
含硫化氢含二氧化碳气井油套管选用技术要求下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!一、引言在油气开采过程中,含硫化氢和二氧化碳的气井油套管选用技术具有极高的重要性。
弧焊机器人通用技术条件GB/T20723-2006弧焊机器人通用技术条件General specifications of arc welding robots前言本标准是在原JB/T5065-1991《弧焊机器人通用技术条件》基础上制定的。
本标准由中国机械工业联合会提出。
本标准由全国工业自动化系统与集成标准化技术委员会归口。
本标准起草单位:沈阳新松机器人自动化股份有限公司、北京机械工业自动化所。
本标准主要起草人:董吉顺、徐方、杨书评。
本标准是首次发布。
弧焊机器人通用技术条件1 范围本标准规定了弧焊机器人的技术要求、试验方法和检验规则等本标准适用于一般气体保护焊的弧焊机器人。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T191-2000 包装储运图示标志(eqv ISO 780:1997)GB2893-2001 安全色(neq ISO 3864:1984)GB2894—1996安全标志(neq ISO 3864:1984)GB/T4768-1995 防霉包装(neq IEC 68:1988)GB/T4879-1999 防锈包装GB/T5048—1999 防潮包装GB5226.1-2002 机械安全机械电气设备第1部分:通用技术条件(IEC 60204-1:2000,IDT)GB/T8118-1995 电弧焊机通用技术条件(neq IEC 974-1:1989)GB11291-1997 工业机器人安全规范(eqv ISO 10218:1992)GB/T12642-2001 工业机器人性能规范及其试验方法(eqv ISO 9283:1998)GB/T 12644-2001 工业机器人特性表示(eqv ISO 9946:1999)GB15579.1-2004 弧焊设备第1部分:焊接电源(IEC 60974-1:2000,IDT)GB/Z19397-2003 工业机器人电磁兼容性试验方法和性能评估准则指南(ISO/TR 11062:1994,IDT)GB50169-2006 电气装置安装工程接地装置施工及验收规范JB/T7835-1995 弧焊整流器JB/T8747-1 998 手工钨极惰性气体保护弧焊机(TIG焊机)技术条件JB/T8748-1998 MIG/MAG 弧焊机JB/T8896-1999 工业机器人验收规则3 产品分类3.1 按坐标型式分a)直角坐标型弧焊机器人;b)圆柱坐标型弧焊机器人;c)球坐标型弧焊机器人;d)关节型弧焊机器人。
10kV带电作业用电动工具通用技术条件目次前言................................................................... 错误!未定义书签。
1范围. (1)2规范性引用文件 (1)3术语和定义 (1)4 技术要求 (1)5 试验方法 (3)6 试验检测 (7)7 运输、储存及保管 (8)附录A(规范性)机械冲击试验-摆锤法 (9)10kV带电作业用电动工具通用技术条件1范围本标准规定了10kV配电线路带电作业用电动工具的技术要求、检测项目等内容。
本标准适用于海拔3000m及以下地区10kV配电线路带电作业用电动工具。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2423.1 电工电子产品环境试验第2部分:试验方法试验A:低温GB/T 2423.2 电工电子产品环境试验第2部分:试验方法试验B:高温GB/T 2423.3 电工电子产品环境试验第3部分:试验方法试验Cab:恒定湿热方法GB/T 2423.10 电工电子产品环境试验第2部分:试验方法试验Fc:振动(正弦)GB/T 2900.55 电工术语带电作业GB 4208 外壳防护等级GB/T 4857.23 包装运输包装件基本试验第23部分:随机振动试验方法GB 13398 带电作业用空心绝缘管、泡沫填充绝缘管和实心绝缘棒GB/T 14286 带电作业工具设备术语GB/T 17626.2 电磁兼容试验和测量技术静电放电抗扰度试验GB/T 17626.3 电磁兼容试验和测量技术射频电磁场辐射抗扰度试验GB/T 17626.8 电磁兼容试验和测量技术工频磁场抗扰度试验GB/T 17626.9 电磁兼容试验和测量技术脉冲磁场抗扰度试验GB/T 17626.10 电磁兼容试验和测量技术阻尼振荡磁场抗扰度试验GB/T 22677 电动冲击扳手3术语和定义GB/T 2900.55中确立的以及下列术语和定义适用于本标准。
Q/SH1020 2193-2013高温稠油降粘剂通用技术条件2013-07–05 发布 2013-07–15 实施Q/SH1020 2193-2013前 言本标准按照 GB/T 1.1—2009 给出的规则起草。
本标准由胜利石油管理局油气采输专业标准化委员会提出并归口。
本标准起草单位:胜利油田分公司采油工艺研究院。
本标准主要起草人:贺文媛、曹秋芳、宋 丹、赵晓红、王善堂。
IQ/SH1020 2193-20131高温稠油降粘剂通用技术条件1 范围本标准规定了水溶性高温稠油降粘剂的技术要求、试验方法、检验规则、标志、包装、运输和贮存 以及 HSE 要求。
本标准适用于水溶性高温稠油降粘剂的采购和质量检验。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件, 仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 6678-2003 化工产品采样总则GB/T 6679 固体化工产品采样通则GB/T 6680 液体化工产品采样通则GB/T 8170 数值修约规则与极限数值的表示和判定Q/SH1020 2093 油田化学剂中有机氯含量测定方法3 技术要求高温稠油降粘剂的质量要求应符合表 1的规定。
表 1 高温稠油降粘剂的质量要求 指标 项目液体 固体 外观均匀液体,无机械杂质 自由流动粉末及颗粒,无结块 水溶性溶于水 pH 值(1.0%的水溶液)7.0~9.0 固含量≥30.0% 2000~5000 ≥95.0% 5000~10000 ≥98.0% 降粘率(50℃或油层温度) 原油粘度 mPa·s10000~50000 ≥99.0% 耐温性能(300℃、24h 处理)降粘率保持在原有的92%以上 乳液状态油滴均匀分散在水中,未见透明水层 高温后沉降脱水率≥80% 有机氯含量 0.0%Q/SH1020 2193-201324 试验仪器a)分析天平:感量 0.01g;b)恒温干燥箱:室温~350℃,控温精度±2℃;c)高温高压热处理容器:内径 25mm,长度 150mm;d)BROOKFIELD 粘度计或同类产品:精度 1mPa·s;e) 搅拌器;f)精密 pH 试纸;g)恒温水浴:可控制在(50±1)℃。
带电作业用提线工具通用技术条件1主题容与适用围本标准规定了带电作业提线工具的分类、技术要求、试验方法、检验规则和标志等。
本标准适用于 110—500 kV带电更换悬垂绝缘子串提线工具。
2引用标准GB311.1—83高压输变电设备的绝缘配合GB311.2—311.6—83高电压实验技术GB311.7—88高压输变电设备的绝缘配合使用导则GB5129.5—85环氧层压玻璃布板GB5131.2—85环氧层压玻璃布管GB13034—91带电作业用绝缘滑车GB13035—91带电作业用绝缘绳索GB13398—92带电作业用绝缘杆通用技术条件DL409—91电业安全工作规程DL408─91电业安全工作规程QJ502—80铝合金、铜合金锻件技术条件YB3205—80机械装配通用技术条件YB3206—80机械加工通用技术条件YB3207—80锻件通用技术条件YB3212—80热处理件通用技术条件 3术语提线工具用以取代悬垂绝缘子串绝缘强度和其承受的机械负荷,由两端金属挂具、长度调整机构和中间绝缘部件构成的提吊导线的工具的总称。
4分类提线工具可根据中间绝缘部件材形选择的不同,分为管、棒、板及绝缘绳索等四类。
5技术要求5.1一般要求5.1.1用于制造带电作业提线工具的原材料应预先检验。
5.1.1.1提线工具端部的金属部件应选用 LC4铝合金材料或超过其性能的材料, LC4铝合金材料应符合 QJ502的规定。
5.1.1.2提线工具中间绝缘部件,板类制件要符合 GB5129.5的规定;管类制件要符合 GB5131. 2的规定;绝缘绳索的材料要符合 GB13035的规定;棒类制件不低于 GB5129.;的规定。
5.1.1.3长度调整机构的选材及其检验可根据结构的具体设计要求规定。
5.1.2提线工具中,凡铝合金材料制件均应做表面阳极氧化处理。
绝缘层压类材料制件成件后,加工表面应进行绝缘处理。
管类制件的孔必须进行绝缘处理。
骨水泥套管组件适用范围:用于混匀骨水泥,并将骨水泥注入(或填充)至骨髓腔或所需部位。
1. 产品型号/规格及其划分说明骨水泥套管组件产品由骨水泥枪、骨水泥搅拌器两部分组成。
骨水泥套管组件型号代号为QA,骨水泥枪规格代号为00,骨水泥搅拌器规格代号为20。
2.性能指标2.1材料2.1.1 骨水泥枪选用符合GB/T1220-2007中的12Cr18Ni9和GB/T3190-2008中的2A12金属材料;骨水泥搅拌器选用符合YY/T 0242-2007中的PP-R热塑性聚丙烯无规共聚物材料制造,密封圈采用符合GB/T14233.1-2008中的硅橡胶非金属材料制造。
2.1.2 骨水泥枪材料12Cr18Ni9化学成份、力学性能应符合GB/T 1220-2007中的规定,2A12材料化学成份、力学性能应符合GB/T3190-2008、GB/T 3191-2010的规定;2.1.3 骨水泥搅拌器材料的物理机械性能拉伸屈服应力、雾度应符合YY/T 0242-2007标准中4.2条表1要求;化学性能应符合YY/T 0242-2007标准中4.3条表2的要求;简支梁缺口冲击强度(23℃)应不小于5.0 KJ/m2;熔体流动速率应为(10~14)g/10min;色粒不大于5个/kg。
2.2 表面粗糙度器械各部件表面粗糙度Ra的值应不大于表1的规定表1 表面粗糙度单位为微米2.3 耐腐蚀性能12Cr18Ni9材料耐腐蚀性应符合YY/T 0149-2006中5.4b的规定2.4 重要部位尺寸各部件的重要部位尺寸应符合图1~图3中的尺寸的规定,尺寸公差见表2。
表2 重要尺寸公差单位:mm2.5 密封圈物理性能密封圈的物理机械性能,应符合表4的规定表4 密封圈的物理机械性能2.6 密封圈的化学性能指标。
2.6.1可萃取金属含量密封圈浸取液中的铅、锌、锡、铁重金属的总含量应≤5μg/ml,镉的含量应≤0.1μg/ml。
2.6.2酸碱度密封圈浸取液的PH值与同批空白液对照,PH值之差不得超过1.0。