浇注硬糖工艺流程图
- 格式:doc
- 大小:24.97 KB
- 文档页数:1
硬糖及其制作工艺硬糖是一种比较常见的糖果,有着坚硬的口感和独特的口味。
它的制作工艺相对较为简单,下面将详细介绍硬糖的制作过程。
硬糖的制作一般包括以下几个步骤:原料的准备、溶糖、煮沸、模具填充、冷却、脱模、打磨等。
首先是原料的准备。
制作硬糖的主要原料是白砂糖、水和食用色素及香精等。
白砂糖是主要的糖源,可以提供甜味。
水是用来溶解砂糖,使其变为糖浆。
食用色素和香精则是为了给硬糖增色和增加口感。
接下来是溶糖的环节。
将水和砂糖放入锅中加热溶解,形成糖浆。
通常情况下,糖浆的比例为1:1,即糖和水的质量相等。
接着是煮沸。
将糖浆加热到适当的温度,通常为摄氏150摄氏度以上。
在加热过程中,需要不断搅拌糖浆,以免糖粘锅底或者糊化。
煮沸的目的是将多余的水分蒸发,使糖浆变浓稠。
然后是模具填充。
在煮沸的糖浆中,可以适当加入食用色素和香精,调整硬糖的颜色和味道。
煮熟的糖浆需要迅速倒入模具中,填满每一个小盖子,以防止糖浆凝固。
接下来是冷却。
糖浆在模具中冷却时将逐渐凝固,形成坚硬的硬糖。
通常将模具放置在通风处或冷凉地方,等待糖浆完全凝固。
然后是脱模。
当硬糖完全凝固后,可将硬糖倒出,并小心地从模具上取下。
有时还需用刀子轻轻刮一下模具,以便更容易脱模。
最后是打磨。
将脱模的硬糖放置在特制的研磨机中,用于去除硬糖表面的粗糙或不均匀的部分。
经过打磨,硬糖会变得更加光滑、均匀,口感更好。
以上就是硬糖的制作工艺。
当然,不同地区和不同人对硬糖的制作可能会有一些差异,但基本的步骤是相似的。
硬糖以其坚硬的口感和独特的口味,深受大众喜爱,不仅是一道美食,更是一种文化的体现。
硬糖及其制作方法硬糖是经高温熬煮而成的糖果。
干固物含量很高,约在97%以上。
糖体坚硬而脆,故称为硬糖。
属于无定形非晶体构造。
比重在~之间,复原糖含量范围10~18%。
进口熔解慢,耐咀嚼,糖体有透明的、半透明的和不透明的,也有拉制成丝光状的。
硬糖的类型有水果味型、奶油味型、清冷味型以及控白、拌砂和烤花硬糖等。
关于水果味型硬糖要求是要与该种水果的色、香、味、形相同。
硬糖的构成硬糖是由糖类和调味调色资料两种基本成分构成的。
1.糖类:它包含双单糖,高糖和糊精等碳水化合物。
各种糖在硬糖中的成分构成以下:蔗糖80~50%复原性糖10~20%糊精高糖10~30%2.调味料:硬糖中所用的调味资料包含两部分:一是水果味型的硬糖,它们所用的调味资料有香料、香精和有机酸。
最理想的是天然香料,不只香味醇和,并且无毒无害。
合成香精是由酯类、醛类、酮类、醇类、酸类、烯萜类等各样芬芳化合物调制而成。
香气激烈,增添过度有碍食品卫生,增添量不得超出食品卫生规范的限量。
柠檬酸是糖果中调味的主要有机酸。
别的,也能够用酒石酸,乳酸或苹果酸。
调味资料在形成硬糖的风味上起侧重要作用。
硬糖的另一种调味资料是用天然食品。
如奶制品、可可制品、茶叶、麦乳精和果仁等。
增添后不只改良了硬糖的风味,并且改变了硬糖的构造和状态,使硬糖别具风格。
3.调色料:硬糖调色所用的资料有天然着色剂和人工合成色素。
在糖果中倡导使用天然着色剂,因为它的食用安全性很高。
在使用人工合成色素时必定要严格恪守食品卫生规范所规定的限量。
在设计和生产硬糖时,不论糖体自己和包装资料都应切合该种糖果所应有的色、香、味、形要求。
生产原理一粒沙糖是由好多蔗糖分子齐整摆列而成的结晶体。
当加水熔解时,蔗糖分子便分别而解溶于水中。
在酸性条件下加热熬煮时,部分蔗糖分子水解而成为转变糖,连同加入的淀粉糖浆经浓缩后就构成了糖坯,糖坯是由蔗糖、转变糖、糊精和麦芽糖等混淆物而构成的非晶体构造。
非晶体构造糖坯的特点是不稳固,它们有渐渐转变成晶体的特征,这即是返砂。
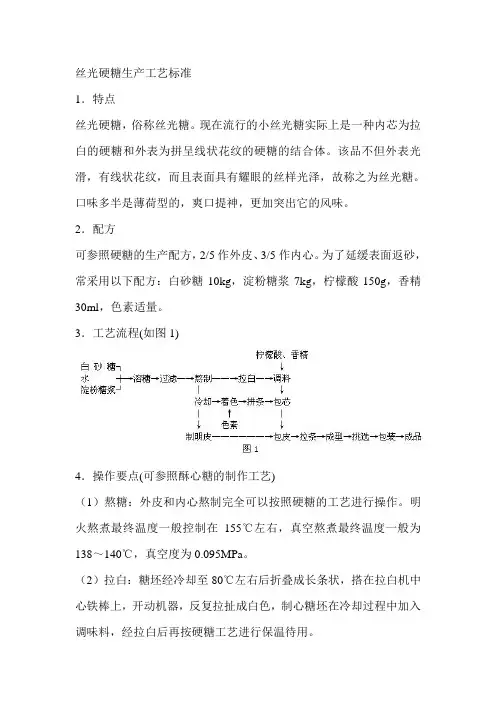
丝光硬糖生产工艺标准1.特点丝光硬糖,俗称丝光糖。
现在流行的小丝光糖实际上是一种内芯为拉白的硬糖和外表为拼呈线状花纹的硬糖的结合体。
该品不但外表光滑,有线状花纹,而且表面具有耀眼的丝样光泽,故称之为丝光糖。
口味多半是薄荷型的,爽口提神,更加突出它的风味。
2.配方可参照硬糖的生产配方,2/5作外皮、3/5作内心。
为了延缓表面返砂,常采用以下配方:白砂糖10kg,淀粉糖浆7kg,柠檬酸150g,香精30ml,色素适量。
3.工艺流程(如图1)4.操作要点(可参照酥心糖的制作工艺)(1)熬糖:外皮和内心熬制完全可以按照硬糖的工艺进行操作。
明火熬煮最终温度一般控制在155℃左右,真空熬煮最终温度一般为138~140℃,真空度为0.095MPa。
(2)拉白:糖坯经冷却至80℃左右后折叠成长条状,搭在拉白机中心铁棒上,开动机器,反复拉扯成白色,制心糖坯在冷却过程中加入调味料,经拉白后再按硬糖工艺进行保温待用。
(3)制皮:取2/3外皮糖坯拉白,取1/3外皮糖坯进行调色呈均一状,都将其平摊成均匀的20cm×40cm的糖片和4cm×40cm带色糖片,再将它们平列拼拢成双条,然后将其延伸一倍并从中剪断再拼拢成间色长方形糖片,剪、延、拼的次数越多,环形花纹越美观。
有时为了提高其表面的光洁度和防止内心吸湿,制皮时,往往在表面覆盖一层透明糖片,尺寸大小应和拼制的糖片一样。
(4)包心:将(2)制得的拉白糖坯置于(3)制得的外皮中心,提起两边并捏紧,必要时用针锥孔放气。
包心时,一定要注意条纹的平行,放置时要不时地定向滚动。
(5)拉条:拉条一定要均匀,直径控制在1cm,即香烟一样粗细,注意保温,定向滚动。
(6)成型:经小颗粒酥心糖机成型,防止黏连、暴皮、露心。
植物硬糖生产工艺规程厦门鹰君保健食品有限公司-8目的: 制订植物硬糖生产工艺规程, 以提供生产车间组织生产和进行生产操作的依据。
适用范围: 植物硬糖的生产。
责任: 生产车间按该工艺规程组织生产和按该规程编制标准操作程序, 生产部, 质管部负责监督该规程的实施。
内容:目录1.品名2.剂型3.产品概述4.处方5.生产工艺流程6.生产工艺操作要求及工艺技术参数7.物料、中间产品、成品的质量标准8.成品容器、包装材料要求9.使用设备一览表10.技术安全、 劳动保护与工艺卫生 11.物料消耗定额12.技术经济指标及计算方法 13.操作工时与生产周期 14.劳动组织与岗位定员 1 品名: 复合氨基酸口服液 2 剂型: 硬糖3 产品概述: 本品为药食两用药材与白砂糖制成的硬糖, 味甜, 具有薄荷等天然植物成分的特有气味。
4 产品配方: 略5 工艺流程简图熬糖锅★保温辊床拉条机成型机振动冷却筛铝塑泡罩机注: 方框内生产工序均在洁净区进行。
★为关键质量控控制点。
6 操作过程及工艺条件6.1 领料及中间站管理:6.1.1投料前的原料必须进行严格的检查, 核对品名、规格、数量, 对于霉变、生虫、混有异物或其它感官性状、不符合质量标准要求的, 不得投产使用。
6.1.2定额领用原料白砂糖、淀粉糖浆、药材、薄荷脑等。
依据原料管理规定进行物料验收、贮存和发放。
6.2 中药提取: 根据品种领取所需的药食两用中药, 如金银花、胖大海、甘草等, 每次加入8-10倍量的饮用水, 煎煮二次, 第一次煎煮2h, 第二次煎煮1.5h,合并煎液,120目筛过滤,滤液浓缩至每料(50kg白砂糖)10kg左右。
6.3 化糖: 加入固形物30%的水( 包括药液) , 倒入称量好的白糖, 打开蒸汽进行化糖, 待白糖全部化开并煮沸, 气压控制在0.38-0.42MPa。
温度控制在105℃—110℃。
注意点: 温度的控制化糖的目的是用适量的水将砂糖晶体充分化开。
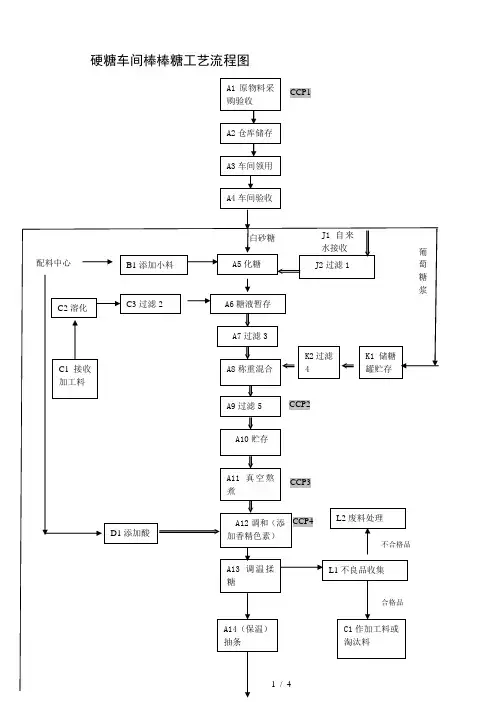
硬糖车间棒棒糖工艺流程图备注:表示管道硬糖车间棒棒糖工艺流程描述A:A1原物料采购验收:物资部或后勤部依《采购控制程序》在合格的供应商处采购符合标准要求的白砂糖等原材料,品管部按《原物料验收作业管理规定》进行抽样检验及审核原料供应商产品质量保证书或检测报告书是否合格,在合格的供方采购,凭检验合格单验收,进货时抽样检查;合格则入库。
A2仓库储存:控制储存时间和条件,按原料类别放于不同的仓库内储存,防虫鼠害、防包装破损、灰尘和杂质等导致污染内容物;A3车间领用:按照生产计划提前一天领用所需原物料;A4车间验收:按照不同原物料的质量标准进行感官检查验收;A5化糖:按照配方要求定量加水;按照配方要求在蒸汽夹层锅里加入定量的白砂糖、水并加热溶化:打开蒸汽保持压力0.4-0.6MPa,升温15-20分钟至105-110℃,使糖粒全部溶化;按照顺序定量加入相应辅料;糖浆固形物:81±1%,注:未添加加工料液;A6糖液暂存:以溶化前加工料计,同品种可加入不超过10%的加工料;A7过滤3:除去原料白砂糖所带来的各种杂质,糖浆在抽送至储存罐时60目过滤网过滤;过滤网每班前检查,班中每小时检查一次完好性,发现异物时及时清洗;A8称重混合:按照配方要求称量不同重量的白砂糖浆和葡萄糖浆(DE值:42-44,固形物:80%±0.5% ),在称重锅中搅拌混合;A9过滤5:除去混合糖浆中可能存的杂质,混合后的糖浆用(水果味≥120目、酸奶味≥120目、鲜奶味≥80目、奶油味≥80目、巧克力味≥60目)过滤网过滤,过滤网每班前检查,班中每小时检查一次完好性,发现异物时及时清洗;A10贮存:混合后的糖浆贮存在保温锅里浓度80±1%;A11真空熬煮:糖液经过蒸汽熬煮、真空浓缩进行灭菌及浓缩,产出符合生产工艺要求的糖膏。
熬糖温度:果味137-142℃、酸奶味134-137℃、奶味134-137℃,真空度:-0.85~-0.92bar;A12调和(添加香精色素):将配好的香精、色素溶液加入香精色素桶,调整香精色素泵流量,按照配方的用量定量添加香精、色素,调制成不同颜色、口味的糖膏;A13调温揉糖:通过调整揉糖钢带温度使糖膏冷却降温,揉糖钢带温度:前段35±5℃、中段40±5℃、后段45±5℃;A14(保温)抽条:环境温度≤30℃相对温度≤65% 调好温的糖膏导入保温抽条机里,并均匀抽条;A15成型:糖条经抽条及四段轮整形后送入装有模具的成型机制成不同规格重量棒棒形糖粒;A16冷却:成型后的糖粒冷却,确保不变形。
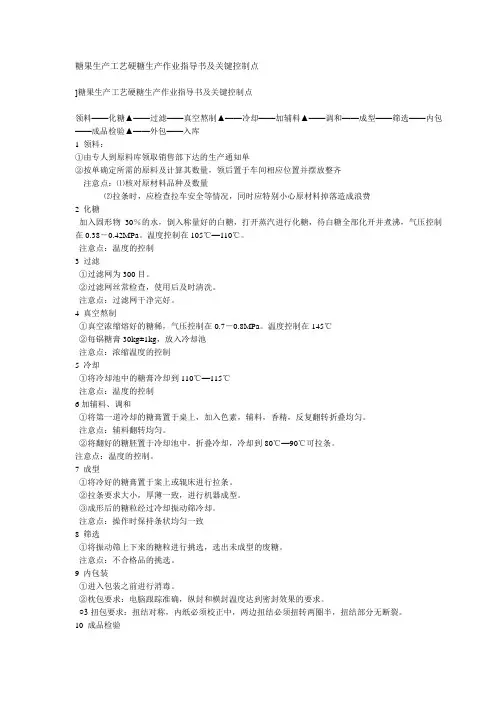
糖果生产工艺硬糖生产作业指导书及关键控制点]糖果生产工艺硬糖生产作业指导书及关键控制点领料——化糖▲——过滤——真空熬制▲——冷却——加辅料▲——调和——成型——筛选——内包——成品检验▲——外包——入库1 领料:①由专人到原料库领取销售部下达的生产通知单②按单确定所需的原料及计算其数量,领后置于车间相应位置并摆放整齐注意点:⑴核对原材料品种及数量⑵拉条时,应检查拉车安全等情况,同时应特别小心原材料掉落造成浪费2 化糖加入固形物30%的水,倒入称量好的白糖,打开蒸汽进行化糖,待白糖全部化开并煮沸,气压控制在0.38-0.42MPa。
温度控制在105℃—110℃。
注意点:温度的控制3 过滤①过滤网为300目。
②过滤网丝常检查,使用后及时清洗。
注意点:过滤网干净完好。
4 真空熬制①真空浓缩熔好的糖稀,气压控制在0.7-0.8MPa。
温度控制在145℃②每锅糖膏30kg±1kg,放入冷却池注意点:浓缩温度的控制5 冷却①将冷却池中的糖膏冷却到110℃—115℃注意点:温度的控制6加辅料、调和①将第一道冷却的糖膏置于桌上,加入色素,辅料,香精,反复翻转折叠均匀。
注意点:辅料翻转均匀。
②将翻好的糖胚置于冷却池中,折叠冷却,冷却到80℃—90℃可拉条。
注意点:温度的控制。
7 成型①将冷好的糖膏置于案上或辊床进行拉条。
②拉条要求大小,厚薄一致,进行机器成型。
③成形后的糖粒经过冷却振动筛冷却。
注意点:操作时保持条状均匀一致8 筛选①将振动筛上下来的糖粒进行挑选,选出未成型的废糖。
注意点:不合格品的挑选。
9 内包装①进入包装之前进行消毒。
②枕包要求:电脑跟踪准确,纵封和横封温度达到密封效果的要求。
○3扭包要求:扭结对称,内纸必须校正中,两边扭结必须扭转两圈半,扭结部分无断裂。
10 成品检验检验员在内包车间随机抽取样品,按照本产品相关标准进行检验。
做好原始记录并出具检验报告。
11 外包经检验合格的产品送入外包车间进行外包装,对外包装袋及纸箱进行生产日期、品名的标注及净含量的检验。
2.2.1糖化车间工艺流程示意图(图2-1)粉碎糊化糖化过滤麦槽麦汁煮沸锅酒花渣分离器回旋澄淀槽薄板冷却器酒花糟热凝固物冷凝固物图2-1啤酒厂糖化车间工艺流程示意图第三章主要设备计算与选型3.1发酵罐的计算与选型3.1.1 发酵罐的选型圆筒体锥底立式发酵罐(简称锥形罐),已广泛用于上面或下面发酵啤酒生产。
它与传统的发酵方式相比有如下特点:a锥形发酵罐具有锥形罐底,所以前发酵结束后回收酵母非常方便。
b 锥形发酵罐在罐体上设有冷却部件,冷却面积能够满足工艺降温要求,锥底部分也设有冷却部件,以利于酵母的沉降和保存。
而且膳体自身进行保温处理,大大降低冷耗。
c锥形发酵罐是密封容器,可以进行CO2洗涤,也方便回收CO2,可做发酵罐及贮酒罐。
d罐内的发酵液由于罐体的高度而产生的CO2梯度以及冷却方位的控制,可以使发酵液形成自下而上的自然对流。
对流情况与罐体的形状、大小和冷却系统都有着密切的关系。
e锥形发酵罐易于实现自动化控制,操作十分方便,还可以进行自动清洗,改善了劳动条件和卫生条件。
f锥形发酵罐向立面发展,节约了大量的站地面积。
锥形发酵罐的规格很多,—般常用的规格见表3-1[10]。
其D:H1.5—6均可取得良好的效果。
但从以往的设计和使用情况来看,控制D:H=1:2—4的范围较合适。
锥底角α一般采用60°或75°为宜。
本设计采用为α为60°。
麦汁、酵母、啤酒均由锥底口进入或排出,发酵结束后回收酵母方便,所采用的酵母菌株应该是凝集沉淀性好的酵母菌种。
锥底表面尽可能打光,这样有利于酵母的沉降和排除。
3.1.2 发酵罐的冷却设备罐体设夹套冷却,冷媒采用25%的乙二醇或乙醇间接冷却,也可用液氨直接冷却。
冷却面积要能够满足工艺上降温要求。
啤酒发酵罐的冷却面积可参考表3-2计算[11]。
上述简体面积视圆柱体部分高度可分为2—3段均匀分布,上段冷带的顶部一般设置在工作液面以下150mm;锥体部分也应设一段冷带,冷带面积一般为锥表3-1 锥形发酵耀常用规格表3-2 发酵耀冷却面积参考值体般设置在工作液面以下150mm;锥体部分也应设一段冷带,冷带面积一般为锥体表面积的1/3左右,冷却面积区域应小于锥体表面积的1/3左右,冷却面积区域应小于锥体表面积的70%,冷却区域应尽量靠近锥体底部,以有利于酵母的沉降和保存[12,13]。
糖果生产工艺流程糖果生产工艺流程:领料——化糖——过滤——真空熬制——冷却——加辅料——调和——成型——筛选——内包——成品检验——外包——入库1 领料:①由专人到原料库领取销售部下达的生产通知单②按单确定所需的原料及计算其数量,领后置于车间相应位置并摆放整齐注意点:⑴核对原材料品种及数量⑵拉条时,应检查拉车安全等情况,同时应特别小心原材料掉落造成浪费2 化糖加入固形物30%的水,倒入称量好的白糖,打开蒸汽进行化糖,待白糖全部化开并煮沸,气压控制在0.38-0.42MPa。
温度控制在105℃—110℃。
注意点:温度的控制3 过滤①过滤网为300目。
②过滤网丝常检查,使用后及时清洗。
注意点:过滤网干净完好。
4 真空熬制①真空浓缩熔好的糖稀,气压控制在0.7-0.8MPa。
温度控制在145℃②每锅糖膏30kg±1kg,放入冷却池注意点:浓缩温度的控制5 冷却①将冷却池中的糖膏冷却到110℃—115℃注意点:温度的控制6加辅料、调和①将第一道冷却的糖膏置于桌上,加入色素,辅料,香精,反复翻转折叠均匀。
注意点:辅料翻转均匀。
②将翻好的糖胚置于冷却池中,折叠冷却,冷却到80℃—90℃可拉条。
注意点:温度的控制。
7 成型①将冷好的糖膏置于案上或辊床进行拉条。
②拉条要求大小,厚薄一致,进行机器成型。
③成形后的糖粒经过冷却振动筛冷却。
注意点:操作时保持条状均匀一致8 筛选①将振动筛上下来的糖粒进行挑选,选出未成型的废糖。
注意点:不合格品的挑选。
9 内包装①进入包装之前进行消毒。
②枕包要求:电脑跟踪准确,纵封和横封温度达到密封效果的要求。
○3扭包要求:扭结对称,内纸必须校正中,两边扭结必须扭转两圈半,扭结部分无断裂。
10 成品检验检验员在内包车间随机抽取样品,按照本产品相关标准进行检验。
做好原始记录并出具检验报告。
11 外包经检验合格的产品送入外包车间进行外包装,对外包装袋及纸箱进行生产日期、品名的标注及净含量的检验。
硬糖及其制作方法硬糖是经高温熬煮而成的糖果。
干固物含量很高,约在97%以上。
糖体坚硬而脆,故称为硬糖。
属于无定形非晶体结构。
比重在1.4~1.5之间,还原糖含量范围10~18%。
入口溶化慢,耐咀嚼,糖体有透明的、半透明的和不透明的,也有拉制成丝光状的。
硬糖的类别有水果味型、奶油味型、清凉味型以及控白、拌砂和烤花硬糖等。
对于水果味型硬糖要求是要与该种水果的色、香、味、形相同。
硬糖的组成硬糖是由糖类和调味调色材料两种基本成分构成的。
1.糖类:它包括双单糖,高糖和糊精等碳水化合物。
各类糖在硬糖中的成分构成如下:蔗糖80~50% 还原性糖10~20% 糊精高糖10~30%2.调味料:硬糖中所用的调味材料包括两部分:一是水果味型的硬糖,它们所用的调味材料有香料、香精和有机酸。
最理想的是天然香料,不但香味醇和,而且无毒无害。
合成香精是由酯类、醛类、酮类、醇类、酸类、烯萜类等各种芳香化合物调制而成。
香气强烈,添加过量有碍食品卫生,添加量不得超过食品卫生规范的限量。
柠檬酸是糖果中调味的主要有机酸。
此外,也可以用酒石酸,乳酸或苹果酸。
调味材料在形成硬糖的风味上起着重要作用。
硬糖的另一种调味材料是用天然食品。
如奶制品、可可制品、茶叶、麦乳精和果仁等。
添加后不但改善了硬糖的风味,而且改变了硬糖的结构和状态,使硬糖别具风格。
3.调色料:硬糖调色所用的材料有天然着色剂和人工合成色素。
在糖果中提倡使用天然着色剂,因为它的食用安全性很高。
在使用人工合成色素时一定要严格遵守食品卫生规范所规定的限量。
在设计和生产硬糖时,不论糖体本身和包装材料都应符合该种糖果所应有的色、香、味、形要求。
生产原理一粒砂糖是由很多蔗糖分子整齐排列而成的结晶体。
当加水溶化时,蔗糖分子便分散而解溶于水中。
在酸性条件下加热熬煮时,部分蔗糖分子水解而成为转化糖,连同加入的淀粉糖浆经浓缩后就构成了糖坯,糖坯是由蔗糖、转化糖、糊精和麦芽糖等混合物而组成的非晶体结构。