焊接接头的组织
- 格式:doc
- 大小:814.50 KB
- 文档页数:6
1、焊接接头的组成,影响焊接接头组织和性能的因素。
(1)接头组成:包括焊缝、熔合区和热影响区。
(2)组织1)焊缝区接头金属及填充金属熔化后,又以较快的速度冷却凝固后形成。
焊缝组织是从液体金属结晶的铸态组织,晶粒粗大,成分偏析,组织不致密。
但是,由于焊接熔池小,冷却快,化学成分控制严格,碳、硫、磷都较低,还通过渗合金调整焊缝化学成分,使其含有一定的合金元素,因此,焊缝金属的性能问题不大,可以满足性能要求,特别是强度容易达到。
2)熔合区熔化区和非熔化区之间的过渡部分。
熔合区化学成分不均匀,组织粗大,往往是粗大的过热组织或粗大的淬硬组织。
其性能常常是焊接接头中最差的。
熔合区和热影响区中的过热区(或淬火区)是焊接接头中机械性能最差的薄弱部位,会严重影响焊接接头的质量。
3)热影响区被焊缝区的高温加热造成组织和性能改变的区域。
低碳钢的热影响区可分为过热区、正火区和部分相变区。
(1)过热区最高加热温度1100℃以上的区域,晶粒粗大,甚至产生过热组织,叫过热区。
过热区的塑性和韧性明显下降,是热影响区中机械性能最差的部位。
(2)正火区最高加热温度从Ac3至1100℃的区域,焊后空冷得到晶粒较细小的正火组织,叫正火区。
正火区的机械性能较好。
(3)部分相变区最高加热温度从Ac1至Ac3的区域,只有部分组织发生相变,叫部分相变区。
此区晶粒不均匀,性能也较差。
在安装焊接中,熔焊焊接方法应用较多。
焊接接头是高温热源对基体金属进行局部加热同时与熔融的填充金属熔化凝固而形成的不均匀体。
根据各部分的组织与性能的不同,焊接接头可分为三部分。
,在焊接发生熔化凝固的区域称为焊缝,它由熔化的母材和填充金属组成。
而焊接时基体金属受热的影响(但未熔化)而发生金相组织和力学性能变化的区域称为热影响区。
熔合区是焊接接头中焊缝金属与热影响区的交界处,熔合区一彀很窄,宽度为0.1~0.4mm。
(3)影响焊接接头性能的因素焊接材料焊接方法焊接工艺2、减少焊接应力常采用的措施有哪些?(1)选择合理的焊接顺序(2)焊前预热(3)加热“减应区”(4)焊后热处理3焊接变形的基本形式有哪些?消除焊接变形常用的措施有哪些?(1)焊接变形1)收缩变形2)角变形3)弯曲变形4)波浪形变形5)扭曲变形(2)措施1)合理设计焊接构件2)采取必要的技术措施①反变形法②加裕量法③刚性夹持法④选择合理的焊接顺序⑤采用合理的焊接方法4、为什么要对焊接冶金过程进行保护?采用的保护技术措施有哪些?焊接冶金过程特点:电弧焊时,被熔化的金属、熔渣、气体三者之间进行着一系列物理化学反应,如金属的氧化与还原,气体的溶解与析出,杂质的去除等。
焊缝接头组织的金相观察分析一、实验目的1、认识焊缝区和热影响区各区段的组织特征。
2、了解焊缝金相检验方法和焊接接头的形成过程3、掌握焊接组织对性能的影响二、实验原理焊接是工业生产中用来连接金属材料的重要加工方法。
根据工艺特点不同,焊接方法又分为许多种,其中熔化焊应用得最广泛。
熔化焊的实质就是利用能量高度集中的热源,将被焊金属和填充材料快速熔化,热后冷却结晶而形成牢固接头。
由于熔化焊过程的这一特点,不仅焊缝区的金属组织与母材组织不一样,而且靠近焊缝区的母材组织也要发生变化。
这部分靠近焊缝且组织发生了变化的金属称为热影响区。
热影响区内,和焊缝距离不一样的金属由于在焊接过程中所达到的最高温度和冷却速度不一样,相当于经受了不同规范的热处理,因而最终组织也不一样。
根据组织和性能区别,焊接接头分为焊接区和焊接影响区。
焊缝区,是熔池泠凝后为铸态组织,在冷却过程中,液态金属自熔合区向焊缝的中心方向结晶形成的柱状晶组织,焊缝金属的性能一般不低于母材性能,但易产生裂纹。
以低碳钢为例,根据热影响区内各区段在焊接过程中所达到的最高温度范围,依次分为熔合区(固相线一液相线),过热区(1100℃——固相线);完全正火区(AC3——1100℃);不完全旺火区(AC1~AC3)。
对易淬火钢而言,还会出现淬火组织。
热影响区如图所示如图所示(1)熔合区即融合线附近焊缝金属到基体金属的过渡部分,温度处在固相线附近与液相线之间,金属处于局部熔化状肪,晶粒十分粗大,化学成分和组织极不均匀,冷却后的组织为过热组织,呈典型的魏氏组织。
这段区域很窄(0.1-1mm),金相观察实际上很难明显的区分出来,但该区对于焊接接头的强度、塑性都有很大影响,往往熔合线附近是裂纹和脆断的发源地。
(2)过热区(粗晶粒区)加热温度范围Tks-Tm(Tks为开始晶粒急剧长大温度,Tm 为熔点),当加热至1100℃以上至熔点,奥氏体晶粒急剧长大,尤其在1300℃以上,奥氏体晶粒急剧粗化,焊后空冷条件下呈粗大的魏氏组织,塑性、韧性降低,使接头处易出现裂纹。
焊接接头的组织一、实验目的1.掌握焊接接头各区域典型的金相组织。
2.熟悉焊接接头各区域的性能变化。
二、实验设备及材料 1.金相显微镜。
2.焊接试样。
3.预磨机4.抛光机 三、实验原理熔化焊是局部加热的过程,焊缝及其附近的母材都经历一个加热和冷却的过程。
焊接热过程将引起焊接接头组织和性能的变化,从而影响焊接质量。
焊接接头组织由焊缝金属和热影响区两部分组成。
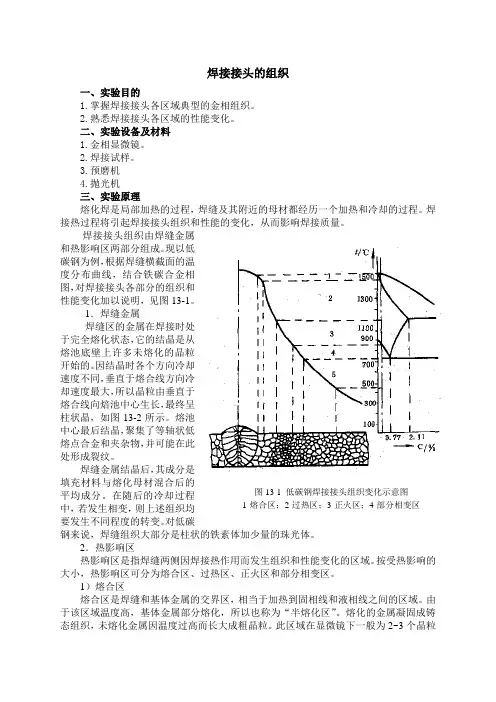
现以低碳钢为例,根据焊缝横截面的温度分布曲线,结合铁碳合金相图,对焊接接头各部分的组织和性能变化加以说明,见图13-1。
1.焊缝金属焊缝区的金属在焊接时处于完全熔化状态,它的结晶是从熔池底壁上许多未熔化的晶粒开始的。
因结晶时各个方向冷却速度不同,垂直于熔合线方向冷却速度最大,所以晶粒由垂直于熔合线向焙池中心生长,最终呈柱状晶,如图13-2所示。
熔池中心最后结晶,聚集了等轴状低熔点合金和夹杂物,并可能在此处形成裂纹。
焊缝金属结晶后,其成分是填充材料与熔化母材混合后的平均成分。
在随后的冷却过程中,若发生相变,则上述组织均要发生不同程度的转变。
对低碳钢来说,焊缝组织大部分是柱状的铁素体加少量的珠光体。
2.热影响区热影响区是指焊缝两侧因焊接热作用而发生组织和性能变化的区域。
按受热影响的大小,热影响区可分为熔合区、过热区、正火区和部分相变区。
1)熔合区熔合区是焊缝和基体金属的交界区,相当于加热到固相线和液相线之间的区域。
由于该区域温度高,基体金属部分熔化,所以也称为“半熔化区”。
熔化的金属凝固成铸态组织,未熔化金属因温度过高而长大成粗晶粒。
此区域在显微镜下一般为2~3个晶粒图13-1 低碳钢焊接接头组织变化示意图 1-熔合区;2-过热区;3-正火区;4-部分相变区的宽度,有时难以辩认。
该区城虽然很窄,但强度、塑性和韧性都下降;同时此处接头断面变化.将引起应力集中,很大程度上决定着焊接接头的性能。
2)过热区过热区是热影响区中最高加热温度在1100℃以上至固相线温度区间的区域.该区域在焊接时.由于加热温度高,奥氏体晶粒急剧长大,形成过热组织,所以也称为“粗晶区”。
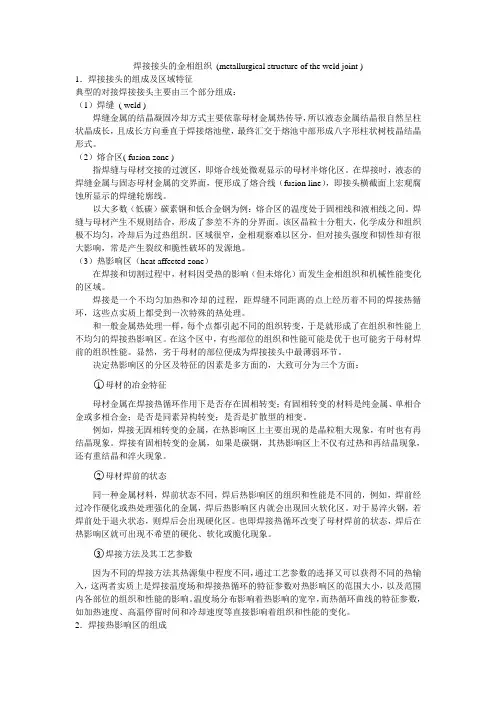
焊接接头的金相组织(metallurgical structure of the weld joint )1.焊接接头的组成及区域特征典型的对接焊接接头主要由三个部分组成:(1)焊缝( weld )焊缝金属的结晶凝固冷却方式主要依靠母材金属热传导,所以液态金属结晶很自然呈柱状晶成长,且成长方向垂直于焊接熔池壁,最终汇交于熔池中部形成八字形柱状树枝晶结晶形式。
(2)熔合区( fusion zone )指焊缝与母材交接的过渡区,即熔合线处微观显示的母材半熔化区。
在焊接时,液态的焊缝金属与固态母材金属的交界面,便形成了熔合线(fusion line),即接头横截面上宏观腐蚀所显示的焊缝轮廓线。
以大多数(低碳)碳素钢和低合金钢为例:熔合区的温度处于固相线和液相线之间。
焊缝与母材产生不规则结合,形成了参差不齐的分界面。
该区晶粒十分粗大,化学成分和组织极不均匀,冷却后为过热组织。
区域很窄,金相观察难以区分,但对接头强度和韧性却有很大影响,常是产生裂纹和脆性破坏的发源地。
(3)热影响区(heat affected zone)在焊接和切割过程中,材料因受热的影响(但未熔化)而发生金相组织和机械性能变化的区域。
焊接是一个不均匀加热和冷却的过程,距焊缝不同距离的点上经历着不同的焊接热循环,这些点实质上都受到一次特殊的热处理。
和一般金属热处理一样,每个点都引起不同的组织转变,于是就形成了在组织和性能上不均匀的焊接热影响区。
在这个区中,有些部位的组织和性能可能是优于也可能劣于母材焊前的组织性能。
显然,劣于母材的部位便成为焊接接头中最薄弱环节。
决定热影响区的分区及特征的因素是多方面的,大致可分为三个方面:○1母材的冶金特征母材金属在焊接热循环作用下是否存在固相转变;有固相转变的材料是纯金属、单相合金或多相合金;是否是同素异构转变;是否是扩散型的相变。
例如,焊接无固相转变的金属,在热影响区上主要出现的是晶粒粗大现象,有时也有再结晶现象。
焊接接头的金相组织实验注意事项《焊接接头的金相组织实验注意事项》
嘿呀,说起焊接接头的金相组织实验,那可真是有不少要注意的地方呢!
有一次我做这个实验的时候啊,就差点出了岔子。
我呀,一到实验室就兴奋得不行,着急忙慌地就开始准备了。
结果呢,我连焊接接头都没好好处理,上面还有些脏东西呢,就直接拿去观察了。
等我在显微镜下一看,哎呀,那画面简直是乱七八糟的,啥都看不清。
这时候我才意识到,哎呀,我太粗心大意啦!
所以啊,做这个实验,首先就得把焊接接头清理得干干净净的,可不能像我那次一样马虎。
然后呢,在制备样本的时候,一定要小心翼翼的,别一不小心就把样本给弄坏了。
还有啊,在使用显微镜的时候,要慢慢调节焦距,别一下子就调得乱七八糟的。
另外呀,实验过程中要保持耐心,不能着急。
就像我那次,心太急了,结果啥都没做好。
要一步一步来,稳稳当当的。
还有就是要注意安全哦,那些化学试剂啥的可不能乱碰。
总之呢,做焊接接头的金相组织实验,一定要细心、耐心、注意安全。
可别像我那次一样犯傻啦!哈哈,希望大家都能顺利做好实验呀!。
第3章焊接接头的组织和性能★焊接熔池和焊缝焊接熔池的结晶特点、结晶形态,焊缝的相变组织及焊缝组织和性能的控制。
★焊接热影响区焊接热影响区的组织转变特点、组织特性及性能。
★熔合区熔合区的边界,熔合区的形成机理,熔合区的特征焊接熔池:由熔化的局部母材和填加材料所组成的具有一定几何形状的液态区域。
焊缝:熔池凝固后所形成的固态区域。
焊缝组织性能不仅取决于焊缝的相变行为,而且受到焊接熔池结晶行为的直接影响。
一. 焊接熔池的结晶特点(1) 熔池体积小、冷却速度大局部加热,熔池体积小;熔池被很大体积的母材包围,界面导热很好,熔池冷速很快。
碳当量高的钢种焊接时,易产生淬硬组织,甚至产生冷裂纹。
(2) 熔池过热、温度梯度大焊接加热速度快,熔池金属处于过热状态;熔池体积小,温度高,熔池边界的温度梯度很大。
非自发晶核质点显著减少,柱状晶得到显著发展。
(3) 熔池在动态下结晶熔池结晶和母材熔化同时进行,焊接区内各种力交互作用,使正在结晶中的熔池受到激烈的搅拌。
有利于气体的排除、夹杂物的浮出以及焊缝的致密化。
2. 联生结晶和竞争成长(1) 联生结晶焊接熔池结晶一般是从熔池边界开始,即在半熔化的母材晶粒表面上开始并长大。
结晶取向与焊缝边界母材晶粒的取向相同,初始晶粒尺寸等于焊缝边界母材晶粒的尺寸。
结晶取向与焊缝边界母材晶粒的取向相同,初始晶粒尺寸等于焊缝边界母材晶粒的尺寸。
(2) 竞争成长晶粒在不同方向上的成长趋势不同,只有最优结晶取向与温度梯度最大的方向(即散热最快的方向,亦即熔池边界的垂直方向)相一致的晶粒才有可能持续成长,并一直长到熔池中心;反之,只能长到一定尺寸而中止每个晶粒都是在不断的竞争中成长的,只有竞争优势明显的晶粒才能得到不断的成长,而竞争优势较弱的晶粒将在成长的中途夭折。
3. 结晶速度和方向动态变化(1) 结晶速度的表达式设任意晶粒主轴、任意点的结晶等温面法线方向与焊接方向的夹角为a,晶粒成长方向与焊接方向之间的夹角为在dt时间内熔池边界的结晶等温面从t时刻的位臵移到t+dt时刻的位臵。
焊接接头的金相组织(metallurgical structure of the weld joint )1.焊接接头的组成及区域特征典型的对接焊接接头主要由三个部分组成:(1)焊缝( weld )焊缝金属的结晶凝固冷却方式主要依靠母材金属热传导,所以液态金属结晶很自然呈柱状晶成长,且成长方向垂直于焊接熔池壁,最终汇交于熔池中部形成八字形柱状树枝晶结晶形式。
(2)熔合区( fusion zone )指焊缝与母材交接的过渡区,即熔合线处微观显示的母材半熔化区。
在焊接时,液态的焊缝金属与固态母材金属的交界面,便形成了熔合线(fusion line),即接头横截面上宏观腐蚀所显示的焊缝轮廓线。
以大多数(低碳)碳素钢和低合金钢为例:熔合区的温度处于固相线和液相线之间。
焊缝与母材产生不规则结合,形成了参差不齐的分界面。
该区晶粒十分粗大,化学成分和组织极不均匀,冷却后为过热组织。
区域很窄,金相观察难以区分,但对接头强度和韧性却有很大影响,常是产生裂纹和脆性破坏的发源地。
(3)热影响区(heat affected zone)在焊接和切割过程中,材料因受热的影响(但未熔化)而发生金相组织和机械性能变化的区域。
焊接是一个不均匀加热和冷却的过程,距焊缝不同距离的点上经历着不同的焊接热循环,这些点实质上都受到一次特殊的热处理。
和一般金属热处理一样,每个点都引起不同的组织转变,于是就形成了在组织和性能上不均匀的焊接热影响区。
在这个区中,有些部位的组织和性能可能是优于也可能劣于母材焊前的组织性能。
显然,劣于母材的部位便成为焊接接头中最薄弱环节。
决定热影响区的分区及特征的因素是多方面的,大致可分为三个方面:○1母材的冶金特征母材金属在焊接热循环作用下是否存在固相转变;有固相转变的材料是纯金属、单相合金或多相合金;是否是同素异构转变;是否是扩散型的相变。
例如,焊接无固相转变的金属,在热影响区上主要出现的是晶粒粗大现象,有时也有再结晶现象。
焊接接头的金相组织实验注意事项
嘿,咱今天来聊聊焊接接头的金相组织实验那些得特别注意的事儿啊。
做这个实验,首先得把样品准备好,可别小瞧这一步,样品要是没处理好,后面啥都白搭。
得把焊接接头切得平平整整的,不能有啥坑坑洼洼的地方。
然后就是打磨了,打磨得细致点儿,可别马虎,不然到时候看金相组织不清楚,你都不知道问题出在哪儿。
接着就是腐蚀啦,这可是关键的一步。
腐蚀液的浓度得掌握好,时间也得掐准,不然不是腐蚀得不够,就是过头了,那可就麻烦啦。
还有啊,在操作过程中,得小心别把腐蚀液弄得到处都是,那玩意儿可不好清理。
观察的时候也得仔细,眼睛瞪大了看,别放过任何一个细节。
选好合适的放大倍数,把金相组织看个清楚明白。
总之,做焊接接头的金相组织实验,每一步都得小心翼翼,认真对待,这样才能得到准确可靠的结果。
这就是我的看法,大家可得记住咯!。
焊接接头的组织一、实验目的1.掌握焊接接头各区域典型的金相组织。
2.熟悉焊接接头各区域的性能变化。
二、实验设备及材料 1.金相显微镜。
2.焊接试样。
3.预磨机4.抛光机 三、实验原理熔化焊是局部加热的过程,焊缝及其附近的母材都经历一个加热和冷却的过程。
焊接热过程将引起焊接接头组织和性能的变化,从而影响焊接质量。
焊接接头组织由焊缝金属和热影响区两部分组成。
现以低碳钢为例,根据焊缝横截面的温度分布曲线,结合铁碳合金相图,对焊接接头各部分的组织和性能变化加以说明,见图13-1。
1.焊缝金属焊缝区的金属在焊接时处于完全熔化状态,它的结晶是从熔池底壁上许多未熔化的晶粒开始的。
因结晶时各个方向冷却速度不同,垂直于熔合线方向冷却速度最大,所以晶粒由垂直于熔合线向焙池中心生长,最终呈柱状晶,如图13-2所示。
熔池中心最后结晶,聚集了等轴状低熔点合金和夹杂物,并可能在此处形成裂纹。
焊缝金属结晶后,其成分是填充材料与熔化母材混合后的平均成分。
在随后的冷却过程中,若发生相变,则上述组织均要发生不同程度的转变。
对低碳钢来说,焊缝组织大部分是柱状的铁素体加少量的珠光体。
2.热影响区热影响区是指焊缝两侧因焊接热作用而发生组织和性能变化的区域。
按受热影响的大小,热影响区可分为熔合区、过热区、正火区和部分相变区。
1)熔合区熔合区是焊缝和基体金属的交界区,相当于加热到固相线和液相线之间的区域。
由于该区域温度高,基体金属部分熔化,所以也称为“半熔化区”。
熔化的金属凝固成铸态组织,未熔化金属因温度过高而长大成粗晶粒。
此区域在显微镜下一般为2~3个晶粒图13-1 低碳钢焊接接头组织变化示意图 1-熔合区;2-过热区;3-正火区;4-部分相变区的宽度,有时难以辩认。
该区城虽然很窄,但强度、塑性和韧性都下降;同时此处接头断面变化.将引起应力集中,很大程度上决定着焊接接头的性能。
2)过热区过热区是热影响区中最高加热温度在1100℃以上至固相线温度区间的区域.该区域在焊接时.由于加热温度高,奥氏体晶粒急剧长大,形成过热组织,所以也称为“粗晶区”。
冷却以后形成粗大的铁素体和珠光体组织,在有些情况下还形成魏氏组织(如图13-3所示),使该区域的塑性和韧性大大降低。
所以过热区是热影响区中力学性能最差的部位。
3)正火区正火区是指热影响区中加热温度在Ac3到1100℃之间的区间。
该区温度虽较高,但加热时间较短,晶粒不容易长大。
焊后空冷,金属将发生重结晶,得到晶粒较细小的正火组织,即均匀细小的铁素体和珠光体组织,如图13-4所示。
所以该区称为正火区.也称为细晶区或相变重结晶区。
该区的组织比退火(或轧制)状态的母材组织细小,其力学性能优于母材。
4)部分相变区部分相变区是指热影内区中加热温度在Ac1至Ac3之间的区域。
焊接加热时,由于时间较短,该区只有部分铁素体溶人奥氏体。
而未溶的铁素体则晶粒长大,变成粗大的铁素体组织。
焊后空冷,该区域得到由经过重结晶的细小铁索体和珠光体与未经重结晶的粗大铁素体组成的不均匀组织,如图13-5所示。
所以该区也称为不完全重结晶区。
该区域由于组织不均匀.力学性能稍差。
图13-2 柱状晶组织图13-3 过热区粗大魏氏组织图13-4 正火区组织图13-5 部分相变区组织四、实验内容及步骤1.制备焊接接头的金相试样(展开实验过程)2.用金相显微镜低倍观察焊接接头区全貌,注意区分焊缝区及热影响区。
换用高倍进行分区观察。
3.绘出焊接接头各区域组织示意图。
冲压模具的结构分析和拆装一、实验目的1.了解常用冲压模具的结构及工作原理。
2.了解冲压模具上主要零件的用途及相互间的关系3.掌握正确拆装冲压模具的方法。
二、实验设备及材料1.冲压模具若干副。
2.拆装用工具(扳手、旋具等)。
三、实验原理冲压模具是板料冲压生产中主要的工艺装备。
模具的结构与技术性能对冲压件的质量、生产效率和工人的操作安全等都有很大的影响。
冲压模具根据其工艺用途有冲裁模、弯曲模、拉深模、翻边模等,按工序组合的程度则可分为简单模、连续模和复合模。
1.冲压模具的基本型式1)简单模在压力机的—次行程中只完成一道工序的模具、称为简单模,也称单工序模。
2)连续模在压力机的一次行程中,模具的不同部位同时完成数道冲压工序,这种模具称为连续模。
3)复合模在压力机的一次行程中,在模具的同一位置完成二道以上工序的模具称复合模。
2.冲压模具的主要零件通常分为如下五个部分:1) 工作零件冲模的工作零件是凸模和凹模。
在复合模中还有凸凹模。
它们成对互相配合.完成对坯料的成型。
它们的形状、尺寸精度、固定方法及材质处理等决定着冲模的性能、模具成本及使用寿命2) 辅助装置用于协助凸模、凹模完成工艺成型必不可少的装置。
如材料送进的定向定位装置、废料排除装置、卸料退件装置、压料抬料装置等。
它们的结构形式对工件质量、操作安全、生产效率等都至关重要。
3) 导向装置用于保证上模、下模推确合模的装置。
要求工作可靠,导向精度好.有一定互换性。
导向装置目前已基本标准化.并有商品供应。
4) 支承零件指上模架和下模架。
凸模、凹模和其它所有的零件安装在其上组成一个模具整体。
它们与压力机连接.传递并承受着工作压力。
5) 紧固零件如螺钉、销钉等。
四、实验内容及步骤1.打开上、下模,认真观察模具结构,并拟定拆装方案。
2.按所拟拆装方案拆卸模具。
3.对照实物面出模具装配草图,标出各零件的名称。
4.分析各零件的作用和结构特点、设计中应特别考虑的问题。
5.观察完毕将模具各零件擦拭干净、涂上机油,按正确装配顺序装配好。
6.检查装配正确与否,整理清点拆装用工具。
五、实验报告 1.实验目的。
2.实验设备及材料。
3.简述实验原理。
4.绘制模具的装配简图并标注主要零件。
5.分析模具的结构特点,详细说明模具的工作过程,并可提出对该模具的改进方案。
车刀几何角度测量一、实验目的1.学会用车刀测角仪测量车刀的主要几何角度。
2.加深对切削平面、基面、正交平面三个辅助平面概念和车刀的几何角度定义的理解。
二、实验设备及材料 1.车刀测角仪。
2.车刀若干把。
三、实验原理刀具几何角度是刀具切削部分的重要几何参数,它的大小对切削的各个方面都有重要的影响。
车刀切削部分有如下主要角度:1)前角o γ 前刀面与基面的夹角,通常o γ=-5o ~25o 。
2)后角o α 主后刀面与切削平面的夹角,通常为6o ~12o 。
3)主偏角r κ 主切削刃在基面上投影与进给方向的夹角,一般在30o ~90o 范围内选取。
4)副偏角rκ' 副切削刃在基面上投影与进给方向的夹角,一般取5o ~10o 。
5)刃倾角s λ 主切削刃与基面的夹角。
粗加工时选取负值,精加工时选取正值。
车刀测角仪的结构如图5-1所示。
在车刀测角仪上可以测量出车刀的各主要几何角度值。
四、实验内容及步骤1.测主偏角rκ将车刀平放在平台8上,使车刀侧面紧贴活动尺9侧面上,转动平台8,使主切削刃和D面贴合。
观察基线板所指的刻度,此度数即为该车刀的主偏角的度数值。
2.测刃倾角sλ将车刀平放在平台8上,使车刀侧面紧贴活动尺9侧面上,转动平台8,使主切削刃在A面的正下方(这时A面可以视为基面,它和主切削刃的夹角即为刃倾角)。
偏转大指针,使A面和主切削刃紧贴,这时大指针所指的刻度即为该车刀的刃倾角的度数。
3.测前角oγ将车刀平放在平台8上,使车刀侧面紧贴活动尺9侧面上,将主切削刃放在测量平面A的下方。
转动平台使主切削刃和D面垂直(这时A面可以视为基面),旋转螺母4使A面下降至主切削刃上。
这时大指针所指的度数即为前角的度数。
4.测后角oα将车刀平放在平台8上,使车刀侧面紧贴活动尺9侧面上,将主切削刃贴在C面上,(这时可以视C面为切削平面,它和车刀后面的夹角即为后角)。
偏转大指针,使C面和车刀后面紧贴,这时大指针所偏转的度数即为该车刀的后角的度数。
5.测副偏角rκ'将车刀平放在平台8上,使车刀侧面紧贴活动尺9侧面上,转动平台8,使副切削刃和D面贴合。
观察基线板所指的刻度,此度数即为该车刀的副偏角的度数值。
6.换一把车刀,重复上述步骤。
五、实验报告1.实验目的。
2.实验设备及材料。
3.简述实验原理。
4.记录测量结果。
几何角度刀具名称前角后角主偏角副偏角刃倾角图5-1 车刀测角仪的结构简图1-小扇形刻度板;2-小指针;3-旋钮;4-螺母;5-立柱;6-底盘;7-基线板;8-平台;9-活动尺;10-大指针;11-大扇形刻度板。