焊接工作记录表
- 格式:doc
- 大小:2.44 MB
- 文档页数:64

. . .. . .
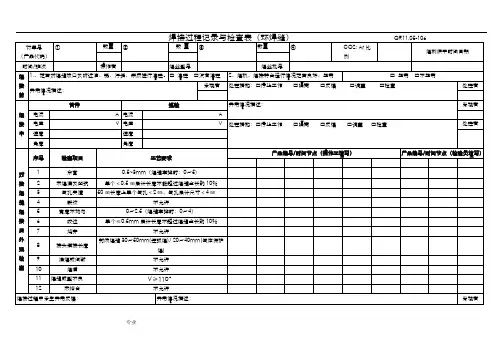
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
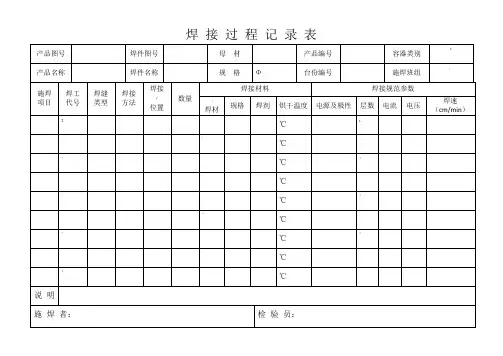
金属焊接工艺参数记录表
1. 引言
本记录表用于记录金属焊接工艺参数,以便对焊接过程进行记录和分析。
2. 工艺参数
焊接工艺参数是指在金属焊接过程中影响焊缝形成和质量的各种参数。
以下是常见的焊接工艺参数:
- 焊接电流:焊接过程中通过焊接电极传递的电流。
- 焊接电压:焊接过程中电极与工件之间的电压差。
- 焊接速度:焊接过程中焊枪移动的速度。
- 焊接时间:焊接过程中的焊接时间。
- 焊接气体流量:焊接过程中使用的保护气体的流量。
3. 记录表格
4. 结论
根据上述记录表格可以看出,焊接工艺参数对焊接结果评价有着重要影响。
合格的焊接工艺参数能够产生良好的焊缝质量,而不合格的焊接工艺参数可能导致焊接缺陷。
5. 建议
为了提高焊接质量,我们建议进行以下改进:
- 对每一次焊接过程进行仔细记录,包括焊接日期和具体的工艺参数。
- 在焊接过程中严格控制焊接电流和电压,确保其在规定范围内。
- 根据记录分析结果,及时调整焊接工艺参数,以达到合格的焊缝质量。
6. 参考。
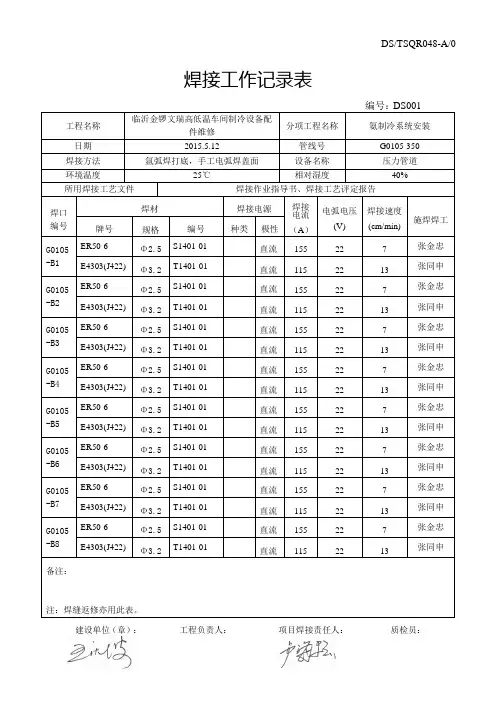
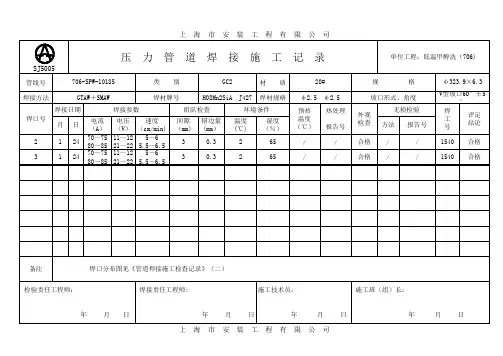
焊接工作记录表工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
钢筋焊接工艺记录表一、工程概述本工程为工程,包括部位的钢筋焊接工艺记录表。
二、焊接材料1.焊接电极:选用型号电极,规格为。
2.焊接材料:选用材料,规格为。
三、焊接设备1.焊接机:型号为,参数为。
2.焊接工具:包括焊接钳、刷子、磨具等。
四、工艺要求1.焊接前的钢筋清洁度要求:表面不能有杂质和水分。
2.焊接钢筋的准备工作:包括调整焊接机参数、准备焊接电极等。
3.焊接顺序:按照工程要求和图纸进行焊接。
4.焊接工艺参数:包括焊接电流、电压、焊接速度等。
5.焊接质量控制:焊接完毕后,对焊点进行检查,确保焊缝牢固。
五、工艺操作步骤1.准备工作:–将焊接机连接电源,并进行电源调试。
–准备焊接所需的钢筋、焊接电极、焊接工具等。
2.清洁钢筋:–使用钢刷将钢筋表面的杂质清除。
–使用布擦拭钢筋表面, 保持干燥。
3.准备焊接机:–根据焊接材料的要求,调整焊接机的参数,如电流、电压等。
–安装焊接电极。
4.开始焊接:–按照图纸要求,先从焊接点A开始焊接。
–将焊接电极放在焊接点A附近,进行钢筋焊接。
–确保焊接电极充分接触钢筋,并进行均匀的焊接,直到焊缝形成。
5.检查焊接质量:–检查焊缝的牢固性,确保焊接牢固。
–清理焊缝周围的焊渣和杂物。
6.继续焊接:–按照图纸要求,继续从焊接点B开始焊接。
–重复步骤4和5,直到所有焊接点完成焊接。
7.完成工作:–关闭焊接机电源。
–清理工作区域,清除焊渣和杂物。
六、安全注意事项1.操作人员必须佩戴防护设备,如安全手套、护目镜等。
2.焊接机操作前应检查电源线是否接地良好。
3.钢筋焊接过程中,必须保持周围环境通风良好。
4.使用钢刷等工具时要小心操作,避免划伤皮肤。
为钢筋焊接工艺记录表,详细描述了焊接材料、设备、工艺要求、操作步骤以及安全注意事项。
在进行钢筋焊接工作时,请操作人员严格按照记录表的要求进行操作,确保焊接质量符合要求。
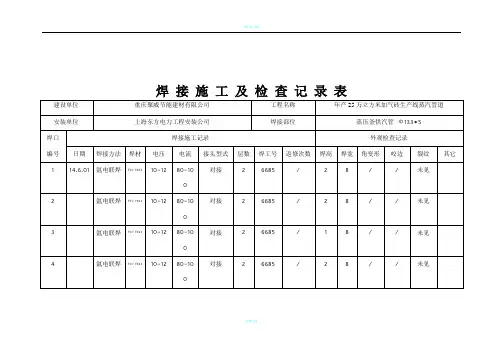
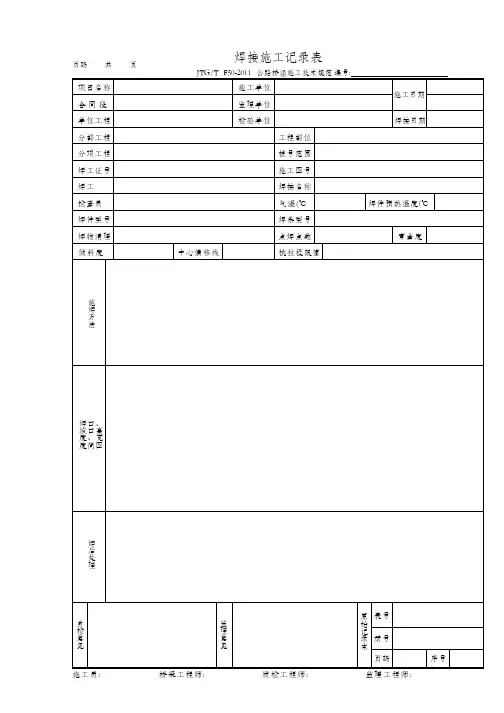
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
页脚内容。
工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
质检员:工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B9 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B10 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B11 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B12 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B13 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B14 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B15 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B16 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战备注:注:焊缝返修亦用此表。
质检员:工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B17 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B18 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B19 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B20 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B21ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B22ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B23ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B24ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环备注:注:焊缝返修亦用此表。
质检员:工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B25 ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B26 ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B27 ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B28 ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B29ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B30ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B31ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B32ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华备注:注:焊缝返修亦用此表。
质检员:工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B33 ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B34 ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B35 ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B36 ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B37ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B38ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B39ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B40ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华备注:注:焊缝返修亦用此表。
质检员:工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.13 管线号L0102-150/L0103-150 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度26℃相对湿度42%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性L0102 -A1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申L0102 -A2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申L0102 -A3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申L0102 -A4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申L0102 -A5ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申L0103 -A1ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申L0103 -A2ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申L0103 -A3ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。