产品焊接试件施焊记录表
- 格式:docx
- 大小:12.84 KB
- 文档页数:2
焊接指导书和焊评表格范本焊接工艺评定报告焊评编号: YG·WP-GTAW-12-01 材料: TP316L Ф114*3.5工程有限公司预焊接工艺规程(pWPS)单位名称**工程有限公司预焊接工艺规程编号YG·WPS-GTAW-12-01 日期2012、09、20 所依据焊接工艺评定报告编号YG·WP-GTAW-12-01焊接方法GTAW 机械化程度(手工、机动、自动)手工焊接接头:坡口形式V型衬垫(材料及规格)其他简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)母材:类别号Fe-8 组别号Fe-8-1 与类别号Fe-8 组别号Fe-8-1 相焊或标准号ASTM A312 材料代号TP316L 与标准号ASTM A312 材料代号TP316L 相焊对接焊缝焊件母材厚度范围 1.5-7.0角焊缝焊件母材厚度范围不限管子直径、壁厚范围:对接焊缝 1.5-7.0角焊缝其他填充金属:焊材类别:FeS-8焊材标准:YB/T5092-05填充金属尺Φ2.0寸:焊材型号:GTS-316LH03Cr19Ni12Mo2Si焊材牌号(金属材料代号):填充金属类焊丝别:其他:对接焊缝焊件焊缝金属厚度范围:0-7.0角焊缝焊件焊缝金属厚度范围:不限耐时堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb其他:注:对每一种母材与焊接材料的组合均需分别填表。
电特性:电流种类:直流(DC)极性正接反接焊接电流范围(A)85-100 电弧电压(V)15-1焊接速度(范围)钨极类型及直径铈钨极Φ2.5 喷嘴类型(mm)2焊接电弧种类(喷射弧、短路弧等)焊丝送进速度(cm/min)(按所焊位置和厚度,分别列出电流和电压范围,记入下表)技术措施:摆动焊或不摆动焊:摆动焊摆动参数:焊前清理和层间清理:磨背面清根方法:单道焊或多道焊(每面)单道焊单丝焊或多丝焊单丝焊导电嘴至工件距离(mm)锤击:其他:焊接工艺评定报告单位名称**工程有限公司焊接工艺评定报告编号YG·WP-GTAW-12-01 预焊接工艺规程编号YG·WPS-GTAW-12-01焊接方法GTAW 机械化程度(手工、机动、自动)手工接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)母材:材料标准ASTM A312材料代号焊后热处理:保温温度(℃):保温时间(h):TP316L类、组别号:Fe-8-1与类、组别号:Fe-8-1相焊厚度 3.5mm 直径其他保护气体:气体混合比流量(L/min)保护气体Ar 99.99% 6-10尾部保护气背面保护气Ar 99.99% 6-10填充金属:焊材类别FeS-8 焊材标准YB/T5092-05焊材型号GTS-316L 焊材牌号H03Cr19Ni12Mo2Si焊材规格Φ2.0焊缝金属厚度3.5mm其他电特性:电流种类直流(DC)极性正接/反接钨极尺寸焊接电流(A)85 100电弧电压(V)14.9 16.0焊接电弧种类其他:焊接位置:对接焊缝位置:水平技术措施:方向:(向上、向下)角焊缝位置:方向:(向上、向下)焊接速度(cm/min)摆动或不摆动摆动摆动参数多道焊或单道焊(每面)单道多丝焊或单丝焊单丝其他预热:预热温度(℃)道间温度(℃)其他拉伸试验试验报告编号:试样编号试样宽度mm试样厚度mm横截面积mm2最大载荷KN抗拉强度MPa断裂部位和特征HY-1-1 HY-1-2弯曲试验试验报告编号:试样编号试样类型试样厚度mm弯心直径mm弯曲角度(°)试样结果HY-2-1 面弯180 合格HY-2-2 面弯180 合格HY-2-3 背弯180 合格HY-2-4 背弯180 合格冲击试验试验报告编号:试样编号试样尺寸夏比V型缺口位置试验温度℃冲击吸收功J侧向膨胀量备注金相检验(角焊缝):根部(焊透、未焊透),焊缝(熔合、未熔合)焊缝、热影响区(有裂纹、无裂纹)。
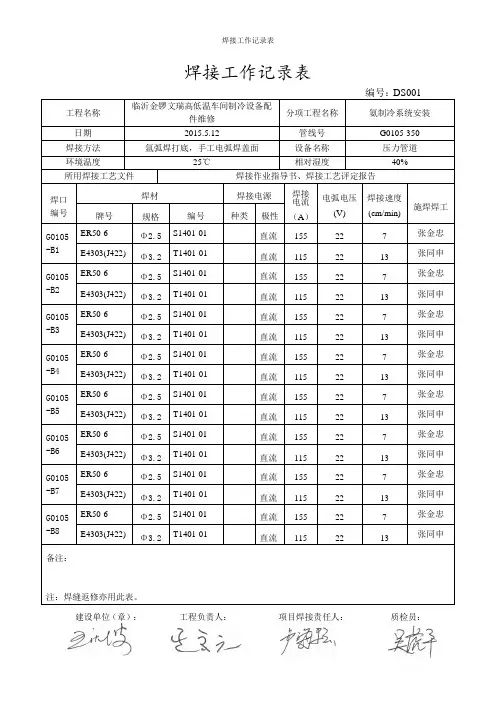
工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
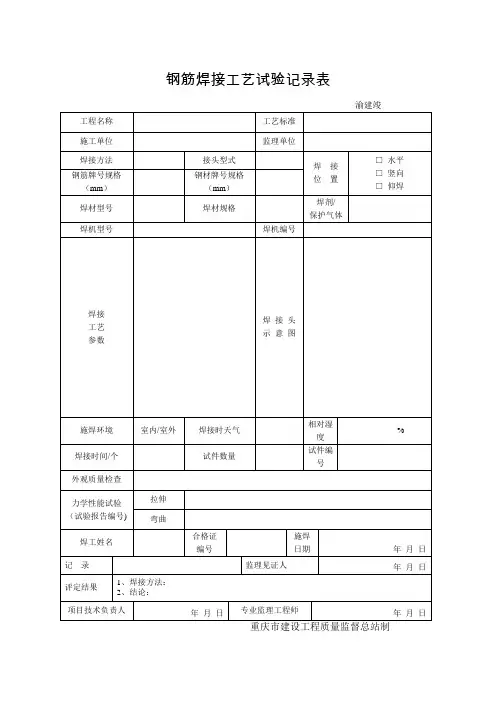
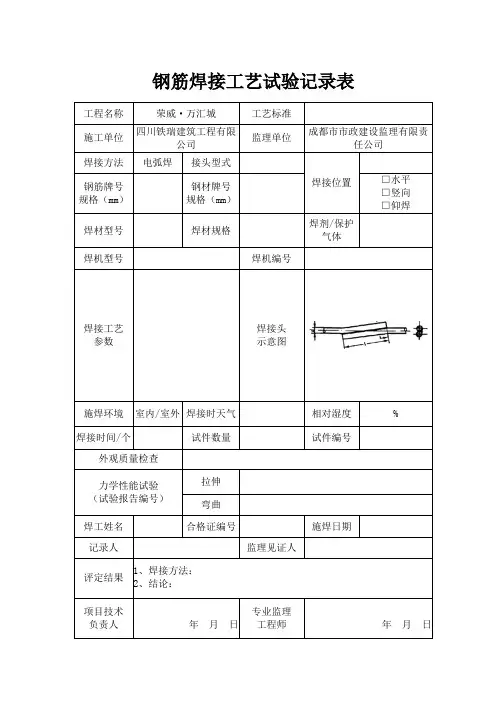
钢筋焊接工艺试验记录表
工程名称 荣威·万汇城 工艺标准
施工单位 四川铁瑞建筑工程有限
公司 监理单位
成都市市政建设监理有限责
任公司
焊接方法 电弧焊
接头型式
焊接位置
钢筋牌号 规格(mm )
钢材牌号
规格(mm )
□水平 □竖向 □仰焊 焊材型号
焊材规格 焊剂/保护气体
焊机型号
焊机编号
焊接工艺 参数
焊接头 示意图
施焊环境 室内/室外 焊接时天气 相对湿度 % 焊接时间/个
试件数量
试件编号
外观质量检查
力学性能试验 (试验报告编号) 拉伸 弯曲 焊工姓名
合格证编号 施焊日期
记录人
监理见证人
评定结果 1、焊接方法: 2、结论:
项目技术 负责人
年 月 日 专业监理
工程师
年 月 日。
承压设备产品焊接试件的力学性能检验NB/T170161 范围规定了承压设备(锅炉、压力容器和压力管道)产品焊接试件准备、试样制备、检验方法和合格指标。
适用于钢制、铝制、钛制、铜制和镍制承压设备产品焊接试件的力学性能检验。
产品焊接试件包含产品焊接试板、产品检查试件、模拟环和鉴证环。
3 总则3.1 产品焊接试件的力学性能检验除应符合本标准规定外,还应遵守相关安全技术规范、标准和设计文件的规定。
3.2 试件用材料应与所代表的承压设备元件材料同标准、同代号(牌号、钢号)、同规格(限厚度、外径)、同热处理状态。
使用06Cr13Al钢焊制承压设备不进行焊后热处理时,试件母材应包括每一炉号的钢板。
3.3 承压设备产品焊接试件分为板状试件和管状试件。
管状指管道和环。
3.4 产品焊接试件的设置a)筒节纵向接头的板状试件应置于其焊缝延长部位,与所代表的筒节同时施焊。
b)环向接头所用管状试件或板状试件,应在所代表的承压设备元件焊接过程中施焊。
3.5 试件焊接工艺:3.5.1 当受检焊接接头经历不同的焊接工艺时,试件经历的焊接工艺过程与条件应与所代表的焊接接头相同,应选择使其力学性能较低的实际焊接工艺(含焊后热处理)制备试件。
3.5.2焊接试件的焊工应是参加该承压设备元件焊接的焊工。
3.5.3 试件按编制的专用焊接工艺文件制备。
焊接工艺文件中应明确试件代号、工作令号或承压设备编号、材料代号。
3.5.4 试件应有施焊记录。
3.6 试件焊缝允许焊接返修,返修工艺应与所代表的承压设备元件焊缝的返修工艺相同。
3.7 试件经外观检验和无损检测后,在无缺欠部位制取试样。
3.8 试样去除焊缝余高前允许对试样进行冷校平。
3.9 当试件采用两种或两种以上焊接方法,或重要因素、补加因素不同的焊接工艺时,所有焊接方法或焊接工艺所施焊的焊缝金属及热影响区都应受到力学性能检验。
3.10 试件应做下列识别标记:a)试件代号;b)材料标记号;c)焊工代号。
产品焊接试件(板)管理规定范文1、总则1.1凡公司制造的压力容器应按照《固定式压力容器安全技术监察规程》(以下简称容规)、GB150《压力容器》的规定,需要制备产品焊接试件(板)的压力容器,均应制作产品焊接试件(板)。
1.2压力容器产品焊接试件(板)及试样的制作、试验方法应按GB150《压力容器》、NB/T47016《承压设备产品焊接试件的力学性能检验》及《容规》4.3的有关规定进行。
2、需要制备产品焊接试件(板)的条件(1)碳钢、低合金钢制低温压力容器;(2)材料标准抗拉强度下限值大于或者等于540MPa 的低合金钢制压力容器;(3)需经过热处理改善或者恢复材料力学性能的钢制压力容器;(4)设计图样注明盛装毒性为极度或者高度危害介质的压力容器;(5)设计图样和《容规》引用标准要求制备产品焊接试件的压力容器。
3、产品焊接试件(板)的制备要求(1)产品焊接试件应当在筒节纵向焊缝的延长部位与筒节同时施焊(球形压力容器和锻焊压力容器除外);2)试件的原材料必须合格,并且与压力容器用材具有相同标准、相同牌号、相同厚度和相同热处理状态;(3)试件应当由施焊该压力容器的焊工采用与施焊压力容器相同的条件与焊接工艺施焊,有热处理要求的压力容器,试板一般应当随压力容器一起热处理,否则应当采取措施保证试件按照与压力容器相同的工艺进行热处理;(4)每台压力容器需制备产品焊接试件的数量,由制造单位根据压力容器的材料、厚度、结构与焊接工艺,按照设计图样和《容规》及GB150 要求确定。
4、需要制备母材热处理试件(板)的条件(1)当要求材料的使用热处理状态与供货热处理状态一致时,在制造过程中若破坏了供货热处理状态,需要重新进行热处理的;(2)在制造过程中,需要经过热处理改善材料力学性能的。
制备上述母材热处理试件时,若同时要求制备产品焊接试件,允许将两种试件合并制备。
5、焊接试件与母材热处理试件的力学性能检验要求压力容器产品焊接试件与母材热处理试件的试样,按照以下要求进行力学性能检验:(1)试样的种类、数量、截取与制备应按照NB/T47016、GB150 的规定并符合产品设计文件的规定;(2)力学性能检验的试验方法、试验温度、合格指标及其复验要求按照NB/T47016 GB150的要求并符合产品设计文件的规定要求;(3)当试件被判为不合格时,按照NB/T47016 GB150和相关标准的规定要求处理6、耐腐蚀性能试件和试样的制备要求(1)要求做耐腐蚀性能检验的压力容器或者受压元件,应当制作耐腐蚀性能试件,其试样的截取与试样的数量、型式、尺寸、加工和检验方法以及检验结果的评定,应当符合设计图样和相应试验标准的规定;(2)要求做晶间腐蚀敏感性检验的不锈钢与镍合金制压力容器,其试件及试样应当符合GB/T21433《不锈钢压力容器晶间腐蚀敏感性检验》或者JB/T4756的规定,并且同时满足设计图样的规定。
焊接工艺评定(含试验、检验)规程1 一般要求1.1 评定人员的资格(1)主持“评定”工作的人员必须是从事焊接技术工作的工程师或焊接技师。
(2)评定试件应由本单位技能熟练的焊工施焊。
(3)对评定试件进行无损检测人员必须是有劳动部门颁发的Ⅱ级以上证书,其他检验人员应有有关部门资格认定。
1.2用于焊接工艺评定的母材应符合设计文件和相应标准的规定,且应有出厂质量证明书或复验证明。
1.3焊条、焊丝、焊剂等焊接材料应符合相应在标准且有出厂质量证明书,焊接用气体应符合有关标准的规定。
1.4 焊接工艺评定所用设备应处于正常的工作状态,仪表、气体、流量计等应合格。
1.5焊接工艺评定应以可靠的母材焊接性能试验为依据,并在产品的焊接之前完成。
属于探讨、选择工艺参数的工艺试验或可焊性试验应在工艺评定前的焊接性试验范围内处理,不属于本规定的范围。
2 焊接工艺评定规则2.1焊接工艺评定应根据设计文件和业主的要求选用评定标准。
(1)锅炉行业的焊接工艺评定应选用JB4420—89《锅炉焊接工艺评定》。
(2)钢制压力容器行业应选用JB4708—2000《钢制压力容器焊接工艺评定》。
(3)压力管道行业应选用GB50236—98《现场设备、工业管道焊接工程施工及验收规范》。
(4)石油化工行业应选用SHJ509—88《石油化工工程焊接工艺评定》。
(5)水利电力行业应选用SD340—89《火力发电厂锅炉压力容器焊接工艺评定规程》。
(6)钢结构焊接工艺评定按JGJ81—2002《建筑钢结构焊接规程》和JB4708—2000《钢制压力容器焊接工艺评定》进行评定。
(7)铁路、钢桥焊接工艺评定应按TB10212—98《铁路、钢桥制造规范》进行评定。
2.2评定对接焊缝焊接工艺时,采用对接焊缝试件。
对接焊缝试件评定合格的焊接工艺亦适用于角焊缝。
评定非受压角焊缝焊接工艺时,可仅采用角焊缝试件。
(1)板材对接焊缝试件评定合格的焊接工艺适用于管材的对接焊缝,反之亦可。
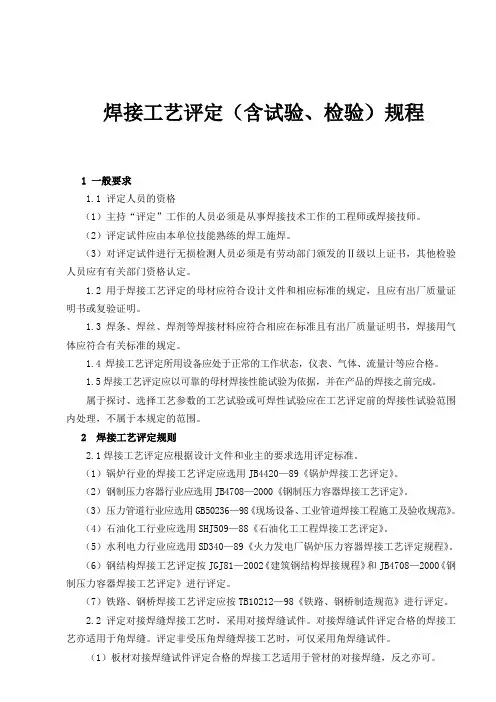
焊接工艺卡
焊接记录表表H-02
材质标记及焊工钢印分布位置示意图
焊接返修工艺卡
表H-04 №:
焊缝返修记录表
焊工技术档案
焊工业绩档案
编制:
焊接工艺评定指导书
焊接工艺评定指导书(续表)
焊接工艺评定报告(PQR)
表
焊接工艺评定试件施焊及焊缝外观检查记录
上海宝冶建设工业炉工程技术有限公司
焊接工艺评定资料存档目录
焊条(剂) 烘烤记录表
上海宝冶建设工业炉工程技术有限公司
焊条发放及回收记录表
审核:年月日
上海宝冶建设工业炉工程技术有限公司
焊剂、焊丝发放记录
上海宝冶建设工业炉工程技术有限公司
持证焊工一览表
上海宝冶建设工业炉工程技术有限公司。
焊接检验质量验收记录表一、引言焊接检验是确保焊接结构安全性和质量的关键过程。
通过对焊接接头的物理、化学和机械性能进行全面评估,可以有效地保证焊接工程的质量。
本文将详细介绍焊接检验质量验收记录表及其重要性。
二、焊接检验质量验收记录表概述焊接检验质量验收记录表是一份详细记录焊接接头质量信息的文件。
该记录表包含了焊接接头的各项质量指标,如焊缝外观、尺寸、硬度、金相组织、无损检测等。
通过对这些数据的分析,可以判断焊接接头是否符合设计要求,从而确保焊接工程的质量。
三、焊接检验质量验收记录表的内容1、焊缝外观检查:记录焊缝的表面质量,如咬边、焊瘤、飞溅等缺陷。
2、焊缝尺寸测量:测量焊缝的宽度、高度、间隙等尺寸,判断是否符合设计要求。
3、硬度检测:通过硬度计测量焊缝和母材的硬度,判断是否符合技术标准。
4、金相组织分析:通过金相显微镜观察焊缝的金相组织,判断其结晶质量和显微组织。
5、无损检测:采用超声波、射线等方法对焊缝进行无损检测,判断内部是否存在缺陷。
四、焊接检验质量验收记录表的重要性1、保证焊接工程质量:通过焊接检验质量验收记录表,可以全面了解焊接接头的各项质量指标,从而保证焊接工程的质量。
2、指导焊接施工:通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
3、确保安全:焊接检验质量验收记录表是工程验收的重要依据,也是保证焊接结构安全的重要手段。
4、为未来工作提供参考:焊接检验质量验收记录表可以为以后的焊接工程提供参考,避免出现类似的问题。
五、结论焊接检验质量验收记录表是保证焊接工程质量的重要工具。
通过详细记录和评估焊接接头的各项质量指标,可以有效地保证焊接结构的安全性和稳定性。
通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
因此,我们应该充分重视焊接检验质量验收记录表的重要性,并将其作为焊接工程质量控制的重要组成部分。
检验批质量验收记录表一、引言在建筑工程中,质量验收是决定工程最终质量的关键环节。
产品焊接试件的拉伸试验合格标准在产品制造过程中,焊接是一项至关重要的工艺。
焊接试件的拉伸试验是评估焊接质量的一种重要手段,通过拉伸试验可以检测焊缝的强度和韧性,评估其是否符合工程要求。
本文将就产品焊接试件的拉伸试验合格标准进行深入探讨,从简到繁地解析这一重要主题。
1. 产品焊接试件的拉伸试验简介产品焊接试件的拉伸试验是利用拉伸试验机对焊接试件进行拉伸,以评估焊缝的力学性能。
拉伸试验的过程是将试件置于拉伸试验机上,施加逐渐增大的拉力,直到试件发生断裂。
通过拉伸试验可以得到焊缝的抗拉强度、屈服强度、断裂伸长率等参数,从而评估焊接质量。
2. 产品焊接试件的拉伸试验合格标准针对不同类型的产品和不同工程要求,产品焊接试件的拉伸试验合格标准也会有所不同。
一般来说,焊接试件的拉伸试验应符合以下基本要求:- 抗拉强度:焊缝的抗拉强度应符合设计要求,通常根据工程应力计算得出。
- 屈服强度:焊缝的屈服强度应满足工程要求,确保焊接部位不会出现塑性变形。
- 断裂伸长率:焊缝的断裂伸长率也是评估焊接质量的重要参数,通常要求一定的断裂伸长率,以确保焊接部位在受力时具有一定的韧性。
除了上述基本要求外,不同行业和领域对产品焊接试件的拉伸试验合格标准还可能有额外的要求。
航空航天领域对焊接材料通常有更高的要求,要求焊缝的强度和韧性都要达到更高的水平,以确保飞行器的安全性和可靠性。
3. 产品焊接试件的拉伸试验深度解析产品焊接试件的拉伸试验合格标准不仅仅是简单地达到一定的强度和韧性要求,更重要的是要根据具体的工程环境和实际应力情况进行评估。
在实际工程中,焊接试件的拉伸试验应该结合实际受力情况和环境条件进行评估,以确保焊接质量满足工程要求。
产品焊接试件的拉伸试验合格标准还应考虑到焊接过程中可能存在的缺陷和不良现象,如焊接结合处的气孔、夹杂、裂纹等问题。
针对这些问题,拉伸试验还应该考虑到焊缝的局部性能和特殊性能,以评估焊接部位的综合力学性能。
板材对接2G位置试件外观检查项目及评分标准注:1、焊缝未盖面、焊缝表面及根部已修补或试件做舞弊标记则该单项作0分处理。
2、凡焊缝表面有裂纹、夹渣、未熔合、气孔、焊瘤等缺陷之一的,该试件外观为0分。
3、焊缝需沿一个方向焊接,两个方向焊接外观为0分。
板状试件外观检查项目及评分标准②有下列情况之一时,试件应判废,单项成绩为0分:a试件焊缝施焊未完成;b试件焊缝完成后,又进行修补或敲击焊缝表面或根部破坏原始波纹。
②凡焊缝表面有未熔合、夹渣、气孔缺陷之一时,该试件外观为0分。
管状氩弧焊试件外观检查项目及评分标准注:1. 焊缝未盖面、焊缝表面及根部修补或试件做舞弊标记则该试件作0分处理。
2. 凡焊缝表面有裂纹、夹渣、未熔合、气孔、焊瘤等缺陷之一的,该试件外观为0 分。
管状试件Φ108×8外观检查项目及评分标准注:1. 焊缝未盖面、焊缝表面及根部以修补或试件做舞弊标记则该单项作0分处理。
2. 凡焊缝表面有裂纹、夹渣、未熔合、气孔、焊瘤等缺陷之一的,该试件外观为0 分。
φ159×8管对接6G位置GTAW打底+GMAW填盖外观检查项目及评分标准注:2. 气孔检查采用5倍放大镜。
3. 表面有裂纹、夹渣、未熔合等缺陷之一,外观作0分处理。
4. 焊缝未盖面、焊缝表面及根部经修补或试件做舞弊标记的,该单项作0分处理。
5. 未焊透由RT判定,外观组评分。
试件射线底片评分标准一.条件1.板:板厚=12mm(拍1张片);2.管:Ф159×8(拍4张片);3.管板组合件:板厚=12mm(拍1张片);Ф159×8(拍4张片);4.参照标准:JB4730及竞赛工作文件;5.评定区域:10×10mm。
二.评分标准1.点状缺陷的评分⑴尺寸≤0.5mm的点状缺陷评分①点数≤2个,45分(扣5分)②点数>2,≤6个,40分(扣10分)③点数>6,≤10个,35分(扣15分)④点数>10个,30分(扣20分)⑵尺寸>0.5mm的点状缺陷评分①1点,40分(扣10分)②2点,35分(扣15分)③3点,30分(扣20分)④4点,25分(扣25分)⑤5点,20分(扣30分)⑥6点,15分(扣35分)⑦>6点,0分(扣50分)2.条状缺陷的评分⑴单个条状缺陷的评分①长度≤1mm的,40分(扣10分)②长度>1,≤2mm的,30分(扣20分)③长度>2,≤3mm的,20分(扣30分)④长度>3,≤4mm的,10分(扣40分)⑤长度>4mm的,0分(扣50分)⑵断续缺陷总长的评分断续缺陷是指在任意直线上,相邻两缺陷间距均不超过6L(为该组缺陷中最大缺陷的长度)的任何一组缺陷,在12δ(δ:板厚)焊缝长度内的缺陷长度之和。