2-1-1 船体理论型线放样(1)
- 格式:ppt
- 大小:1.65 MB
- 文档页数:54
第二章船体放样与号料船体放样是船体建造的第一道工序。
所谓放样,其直接的含义是将图纸上按一定缩尺比例绘制的设计图,放大成1:1的实尺图样(或1:10、1:5的比例图样),作为船体构件下料、加工的依据。
由于船体表面是光顺的曲面,这就要求放大的图样也一定是光顺的。
因此,船体放样的目的不仅仅是将设计图放大,更重要的是要将设计图上因比例限制而隐匿的型值误差和曲线(面)不光顺因素予以消除,即对型线进行光顺;此外,还要补充进设计图中尚未完全表示出的内容;并依据放大、光顺的图样求取船体构件的真实形状和几何尺寸,为后续工序提供施工资料(样杆、样板和草图等)。
由此可知,放样既是设计意图的体现与完善,又是产生后续工序施工依据的重要环节。
常用的船体放样方法,有手工放样和数学放样之分。
手工放样包括按1:1比例绘图的实尺放样和按1:10(或1:5)比例绘图的比例放样,比例放样的优点在于能减小放样台面积,降低放样工作劳动强度,它的放样方法和实尺放样一样,只是所用的绘图比例、放样工具和技术要求有所不同。
数学放样则是用数学方程定义船体型线或船体型面,建立数学模型,借助于电子计算机完成船体放样。
数学放样将在第三章中介绍。
船体放样的内容,主要包括理论型线放样、肋骨型线放样、船体结构线放样、船体构件展开和提供后续工序所需资料等几部分。
船体构件号料,就是依据放样提供的构件样板、草图、样杆和数据,在乎直的钢板和型材上划(印)出构件的切割线及加工线等。
同时,还要在材料上合理地排列各构件图样,以求省料省工,这一工作称为套料。
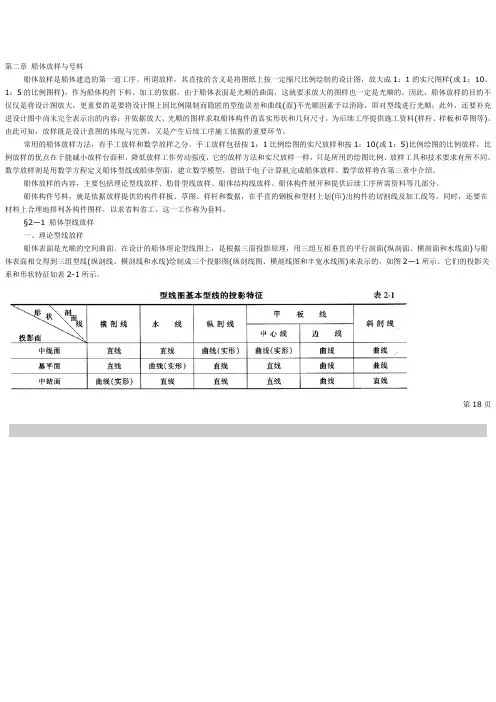
§2—1 船体型线放样一、理论型线放样船体表面是光顺的空间曲面。
在设计的船体理论型线图上,是根据三面投影原理,用三组互相垂直的平行剖面(纵剖面、横剖面和水线面)与船体表面相交得到三组型线(纵剖线、横剖线和水线)绘制成三个投影图(纵剖线图、横剖线图和半宽水线图)来表示的,如图2—1所示。
它们的投影关系和形状特征如表2-1所示。
船舶放样实训教学摘要:船体放样是在船体建造过程中,根据设计图样,将船体型线及结构按一定比例进行放大,以获得光顺的线型及结构在船体上的正确位置、形状和尺寸,为后续工序提供施工依据的过程。
船体放样对确保船舶建造质量、节省原材料、减轻劳动强度、缩短造船建造周期都起着十分重要的作用。
关键字:船体放样数学放样实尺放样实训教学中图分类号:文献标识码:文章编号:Ship put into practice this teaching Abstract : A ship which is put the construction process, based on design patterns, the mass line and the structure for a certain proportion, to get light and styles of architecture in the hull on the right position, shapes and sizes, for the follow-up process to provide the basis of the process. the hull like to put on a ship built to reduce the raw materials, quality, savings to shorten the construction period and construction are as important role.Keyword :ship hull lofting,mathematical lofting ,full scale lofting ,research on the practical skills training in finance and economics colleges.船舶建造中需要经过放样、号料、加工、部件装配、船台装配等多道工序,放样是建造工艺中的第一道工序。
求肋骨弯度第二部分:课堂教学内容第二节:求空间某线线段实长的方法1、空间构件展开条件(5分钟)2、空间构件展开的三要素(60分钟)(1)投影线求实长作图法:以理论肋距(L)作为一个rt边,投影长(K)作为另一个rt边,斜边(L’)即为实长。
计算法:(1)纵向曲线在一个肋距内的空间几何关系(2)跨越数档肋距的曲线实长的求法在肋骨型线图上,用样条录下投影线与各肋骨线交点1′、2′、3′、4′;以肋距L作肋骨站线;将样条伸直,将上面的1′~4′各点转划到相应的肋骨线上得1、2、3、4点;将1~4点连成光顺曲线,即为空间曲线实长线。
(2)肋骨弯度1)定义:展开图上肋骨曲线与过其弦线的法面展开线(呈直线)间的最大拱度(s)。
2)条件:将船体表面近似视为可展曲面(圆柱面)3)S的确定4)确定S的注意点5)肋骨弯度的几何概念将船体外板近似地视作圆柱面。
平行中体部分:圆柱面的母线垂直于肋骨剖面,圆柱外板的法面与肋骨剖面平行(或重合),其展开图上肋骨线呈直线。
在首、尾部分:圆柱外板的母线与肋骨剖面不垂直,外板法面与肋骨剖面斜交,展开图上的肋骨呈曲线状。
(3)确定准线(1)做准线的原因:构件多为四边形,已知四边形边长不能作出位移四边形增加约束条件做准线确定四边形在平面上的相对位置保证四边形的唯一性(2)对准线的要求:做法便捷、贯穿整个构件、保证展开精度(3)常用准线:测地线、旋转线、垂直线第三部分:本节课引入素质教育(5分钟)船体构件展开是船舶建造工艺过程中比较核心的步骤,因此要确保展开构件(3)扭曲状舷线纵垳的展开这类构件的特点是其肋骨剖线是相互不平行的直线,实际上是一种不可展开的螺旋曲面。
因此,不可能有在肋骨型线图和展开图上均为直线的准线存在。
故通常采用分段作垂直准线并分段展开的方法近似地展开。
1、垂直准线法展开纵向构件习题练习(30分钟)6、十字线法展开船体外板(30分钟)(1)实质:垂直准线法。
准线在型线图上的投影为直线,展开也是直线,因此存在误差。
船体放样工艺一、适用范围适用于各种类型的船舶建造。
二、工艺内容目前本厂采用电脑和手工相接合的方式,把设计的型线图按1:1在电脑进行光顺船体型线,修改设计图纸中因各种原因产生的误差,确定船体构件的实际尺寸,提供后续工序必要的施工资料。
1肋骨型线放样1.1格子线:间距误差小于±1mm。
垂直度(对角线测量)小于±1mm,(若超过5M时可按比例增加,但不得超过) ±3mm。
1.2放样台应有专用的钢卷尺,放样和检查时必须同一钢卷尺,按同一方向进行。
1.3肋骨线型线:基偏差不得超过2mm。
水线及纵剖线间距不得超过±1mm。
1.4肋骨线型图放样好后,报检验科验收。
以上型线放样完毕,应及时记录,以便以后查考。
2 、内部结构放样2.1 构件理论线位置偏差:直线构件:应小于±1mm曲线构件:应小于±1.5mm2.2 外板排列与余量2.3 排列外板应注意事项:2.3.1 纵缝与内部构件焊缝交叉,其交角应大于15°。
若无法达到>15°时,则应做折角处理。
2.3.2 纵缝与内部构件焊缝平行距离应大于100 mm,且纵缝排列,尽可能使其与肋骨垂直。
2.3.3 板缝排列要做到既要充分利用钢板,又要有适当的加工和装配余量。
2.3.4 载重水线以上构件的钢板应排成近于平行之线条,在艏艉随舷弦一起上翘,以使船壳外表美观。
2.3.5 纵横弯曲过大的钢板(如舭部的R板)应适当改小,减少加工困难。
2.3.6 排板缝隙应避免过多的弯曲。
2.3.7 外板缝排好时,应请船研所相关人员进行核对。
3、板料放余量3.1 行板按放样尺寸板幅宽度,不论有无折角,一律不放余量,舷侧顶列板下口不放余箱火工板四周放余量30~40毫米,上述各种外板每块板端接缝口各一头放余量30毫米,如遇大接缝的长端一边放余量50毫米。
3.2 内部构件:中内龙骨、中纵舱壁、边纵舱壁(是指设在船底板上的)舷侧纵桁,甲板纵桁按放样尺寸不放余量端接缝,在大接缝长端处放50毫米余量,一般情况每次一端板接缝口放20毫米余量(上述余量都是指长度方向)。
课题一钢船建造工艺流程【教学目的】1、熟悉造船工艺的基本概念、内容。
2、熟悉钢船建造的工艺流程。
3、了解壳、舾、涂三大工程之间的关系和壳、舾、涂一体化的概念。
【教学重点】1、钢船建造工艺流程。
2、几个基本概念:(1)造船工艺(2)船体建造(3)船舶舾装(4)船舶涂装【教学时数分配】1、造船工艺的基本概念和流程 2学时2、造船模式与先进技术 2学时【教学方法】1、采用多媒体,通过展示实船图片促进学生的认知。
2、本章节以知识的传授为主,通过介绍,使学生熟悉钢船建造工艺流程,了解造船模式及其关键技术,了解船舶工程的全貌,为后续学习打基础。
课题一钢船建造工艺流程第一节船舶建造工艺的基本内容船舶建造简称造船一、造船工艺的定义及特点造船工艺:造船施工方法和过程的统称。
造船工艺学:研究船舶建造过程及其工艺技术的一门应用科学。
特点:具有很强的实践性、理论性和综合性。
二、造船工艺的主要任务1、为造船生产制订工艺方案根据现有技术条件,制订优良的工艺方案:(1)船舶建造方案;(2)操作方法与工艺规程;(3)工艺装备和设备;(4)施工精度标准以及检测方法;(5)新技术的应用。
2、研究开发新工艺、新技术。
三、造船工艺的基本内容(一)船体建造加工制作船体构件,再将它们组装焊接成中间产品(部件、分段、总段),然后吊运至船台上总装成船体的工艺过程。
1、船体放样和号料(1)船体放样:主要工作内容包括船体型线光顺,纵横结构线放样,船体构件展开,制作放样资料等①手工放样:利用手工操作的方式完成放样工作。
②数学放样:利用数学方法人机交互完成放样工作。
(2)船体号料:将放样展开的船体构件外形和大小依据草图、样棒、样板、样箱等划到钢材上,并标注加工装配符号等信息。
2、船体钢料加工(1)钢材预处理:钢材的轿平、除锈涂底漆等。
(2)构件的边缘加工:切割、开坡口和打磨。
(3)构件的成形加工:将构件弯制或折曲成所要求的空间形状。
3、船体装配与焊接(1)船体结构预装配与焊接:预制部件、分(总)段的工艺过程。