SSOP卫生操作规范
- 格式:doc
- 大小:68.00 KB
- 文档页数:14
广东食品有限公司SSOP卫生标准操作规范文件编号:版本:A-0编制:_食品安全小组审核: __批准:日期:颁布实施令1本公司制定的卫生操作标准SSOP是为了达到GMP,ISO22000,及QS所规定的要求,保证所加工的产品符合卫生要求而制定的指导食品生产加工过程中如何实施清洗、消毒和卫生保持的作业指导文件。
它也是一个强制性的文件。
根据本公司产品的特性,从①用水的安全性;②食品接触表面的清洁卫生;③防止交叉污染;④洗手、消毒和卫生设施维护⑤防止污染物污染;⑥有毒化合物储存、管理和使用;⑦员工健康和个人卫生⑧虫害的控制这8个方面制定了一系列SSOP程序文件,该文件的执行主要由加工车间负责实施,品管部负责监督。
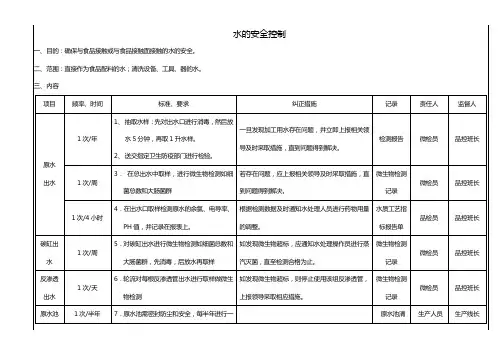
2 版序控制1.文件编号:LS/FSMS-SSOP-001~0202.文件版序:第A-0版第A-1版3.编制人/时间:4.审核人/时间:5.批准人/时间:6.文件发布日期:7.文件实施日期:8.文件管理部门:行政部3 监控记录1. 《水质检测记录表》2. 《每日卫生检查表》3. 《工器具清洗消毒记录》4. 《地面、墙壁消毒记录》5. 《员工体检统计表》6. 《车间卫生检查表》7. 《消毒水浓度检测记录》 8. 《个人卫生检查记录表》9. 《灭鼠记录表》 10.《有毒有害物品一览表》11.《消毒剂配制记录》 12.《洗手池、地漏清洁记录》13. 《灭蝇灯检查记录表》 14. 《空气落菌及表面涂抹试验记录表》SSOP—01用水的安全性1 目的:在加工过程当中,直接接触产品或产品表面的水,清洁用水。
其水源要卫生安全,达到国家生活饮用水的卫生标准.1.1水源:公司全部使用自来水。
1.2控制和监测:1)公司的生产用水为自来水,符合GB5749 《生活饮用水卫生标准》。
当地卫生防疫部门每年至少1次对我公司生产用水抽检进行全项目检测,水质检测结果要求:细菌总数小于100个/ml,大肠菌群MPN<3/1000ml,PH值介于6.5至8.5之间,余氯浓度大于0.05ppm.1.3纠正措施:1)在自来水系统损坏时,公司加工车间停止生产。
2作业指导书文件名称 卫生标准操作规范(SSOP )文件编号 JRT(CB)/WI-PK-ZY-018文件版本 第一版 编制单位 昌北品控部 文件页码第3页 共9页生效日期批准日生效 编写 昌北品控部 审核批准日期2008-05-12日期日期更换产品2.按三步CIP 清洗操作规程进行清洗 不达标则重新清洗清洗人、调配组长生产班长、巡检员连续生产时3.按各产品CIP 清洗频率要求进行清洗4.碳酸产品停机3小时,热灌产品停机6小时后再生产前须做三步CIP 清洗。
不达标则重新清洗清洗人、调配组长生产班长、巡检员设备模具现场维修5.维修人员在对发生故障的设备进行保养维修时不得将影响食品质量的材料用于其中。
6.在现场维修过程中应遵守车间卫生要求, 维修结束后应将废弃材料及时撤离现场。
7.维修会与食品接触或易污染包装容器的设备后必须清洗并用酒精消毒。
8.生产人员对保养好的设备进行清洗消毒工作,完成后经品控员检查合格后方可投入使用。
9.维修用器具用后必须清洗或擦拭干净放于工具柜重新维修清理现场对设备进行清洗消毒设备维修维护保养记录维修人员生产人员 生产班长 巡检员4作业指导书文件名称 卫生标准操作规范(SSOP )文件编号 JRT(CB)/WI-PK-ZY-018文件版本 第一版 编制单位 昌北品控部 文件页码第5页 共9页生效日期批准日生效编写 昌北品控部 审核批准日期2008-05-12日期日期防止交叉污染一. 目的:防止食品在生产过程中引起交叉污染。
二. 范围:适用于各车间生产过程中易引起交叉污染的环节。
三. 内容项目频率、时间 标准、要求纠正措施记录 责任人监督人 员工生产前、生产时、结束1. 未经充分清洗消毒之前,操作人员的工作服、工作帽、工器具等与食品有直接接触的物品不得投入使用。
清洗消毒后再使用车间卫生检查评分生产人员生产班长/组长、巡检员6作业指导书文件名称 卫生标准操作规范(SSOP )文件编号 JRT(CB)/WI-PK-ZY-018文件版本 第一版 编制单位 昌北品控部 文件页码第7页 共9页生效日期批准日生效编写 昌北品控部 审核批准日期2008-05-12日期日期允许投入使用。
受控状态:非受控本食品有限公司卫生标准操作程序(SSOP)编制:审核:批准:年月日发布年月日实施批准令为了更加切实有效加强企业的质量管理,全面实现产品质量目标,根据《出口食品生产企业卫生要求》和《出口。
加工企业注册规范》的要求,制订了符合本企业的卫生标准操作程序(SSOP),现予批准颁布,从年月日起实施。
本企业的所属部门和全体职工,必须切实遵守本程序中有关操作,为保证本企业的产品质量和信誉而共同努力。
总经理:年月日目录1.生产用水的安全卫生2.食品接触面的状况和清洁(包括工器具、工作服等)3.防止交叉污染4.手的清洁、消毒设施和厕所、更衣室设施的维护5.防止食品、食品包装材料和食品接触面的外部污染6.有毒化合物的正确标记、贮藏和使用7.员工的健康8.害虫控制9.环境卫生控制10.检验检测卫生控制卫生标准操作程序(SSOP)一、生产用水的安全卫生生产用水的卫生质量是影响食品卫生的关键因素。
对于任何的食品加工,首要的一点就是要保证水的安全卫生。
食品加工企业一个完整的SSOP计划,首先要考虑与食品接触或与食品接触表面接触用水来源及处理应符合有关规定,并要考虑非生产用水及污水处理的交叉污染问题。
控制和监测:1.本公司内所有的生产、生活用水均来自自来水公司供给的自来水,符合国家《生活饮用水卫生标准》GB5749-85。
2.公司送生产用水到卫生部门进行水质全项检验,并有检验报告正本。
监测频率:每半年一次。
3.公司化验室用余氯数显测定仪测定水管末端游离余氯,一年内对所有生产用水水龙头进行抽样。
当检测结果于低0.05PPM时,公司有自动加氯装置对增压水池水量进行加氯,保证余氯含量符合本行业卫生要求。
监测频率:生产期间每天一次。
4.公司化验室对水质进行感官和微生物(细菌总数和大肠菌群)检查,要求:细菌总数W100CFU/ML(37°C和22°C培养),大肠菌群〈3MPN/L。
监测频率:生产期间每月至少一次。
卫生标准操作规范(SSOP)ZW -SSOP-2011-(00~08)文件状态:A/0编制:万红冬审核:谢振武批准人:林志泉受控状态:发放序号:发布日期:2011 年08 月 28 日实施日期:2011年 08 月 28 日目录0、执行规范的说明MB- SSOP-2011-001、水和冰的安全MB-SSOP-2011-012、食品接触表面的卫生MB-SSOP-2011-023、预防交叉污染和二次污染MB-SSOP-2011-034、洗手消毒和卫生间设施的维护MB-SSOP-2011-045、防止外来污染物的进入MB-SSOP-2011-056、化学品的标识、贮存和使用MB-SSOP-2011-067、员工的健康及个人卫生状况MB-SSOP-2011-078、鼠类、虫类的控制MB-SSOP-2011-08SSOP执行规范说明ZW-SSOP-2011-01目的:有效的理解,执行和监督检查SSOP1、规范要求:1.1要求:规范的许多内容是对卫生安全的基本要求,对要求要充分理解。
1.2培训:本规范执行前、执行期间,需按照培训计划进行培训,特别时新员工必须进行本规范的培训,培训后需作记录。
1.3执行:规范的执行根据职责的分工,由各部门按照有关操作要求具体实施,要落实到责任人,并根据操作的复杂程度、责任人的能力制订更为具体的执行步骤。
1.4监督检查:由办公室会同车间主任及质检部完成,并将检查结果以书面的形式通知被检查部门。
1.5纠正措施:对SSOP的不符合项参照纠正措施程序纠偏,办公室负责SSOP的不符合项对产品安全影响的评估。
2、SSOP的制订和修改:2.1 本规范的制订和修改由HACCP小组负责。
2.2 HACCP的验证应包括对SSOP的验证。
3、记录:3.1 本规范所要求的记录必须完成。
3.2 记录的保存。
(参照记录保持程序)4、标准:4.1 规范的执行程度及其检查是依据标准进行。
4.2 对尚未有标准或有标准却无条件检查的项目需加大对操作的监控和记录。
SSOP卫生标准规范操作XX食品集团有限公司SSOP卫生标准操作规范编号LSSP/04-A批准XX审核XX编制XX受控状态受控发放编号——XX年 X月 X 日发布 XX年X月 X 日实施目录序号标题页码1 SSOP执行规范说明2 水的安全3 食品接触面的清洁4 防止交叉污染5 手的清洗/消毒及卫生间设施6 防止外部污染物造成的污染7 有毒化合物的标记、贮存和使用8 员工健康及个人卫生的控制9 虫害的防治及控制SSOP卫生标准操作程序一、执行规范说明1 目的为使生产管理人员、加工操作人员能有效地理解、执行HACCP管理体系。
规范水的安全、食品接触面的清洁和卫生、防止交叉污染、洗手、手消毒和卫生间设施的维护、防止外来污染物造成的危害、有毒化合物的标识、贮存和使用、员工健康及个人卫生、虫害的防制确保生产出符合质量、卫生和质量安全要求的产品。
2.适用范围XX食品集团有限公司与产品有关的生产车间和部门3.规范3.1制定依据和要求SSOP的内容是为了确保产品的安全卫生符合《基于HACCP的食品安全管理体系规范的基本要求,依据《食品企业通用卫生规范》要求公司全体员工对其应充分理解并遵照执行。
3.2培训本规范在执行前及执行期间需按培训计划进行培训,特别是新员工必须进行本规范的培训,培训后需作记录。
3.3执行规范的执行根据职责的分工,由各部门按照有关操作要求具体负责实施,要落实到责任人,并可根据操作之复杂程度、责任人的能力,制订更为具体的执行步骤。
3.4监督检查由质管部负责并记录3.5纠正措施对SSOP的不符合项参照纠正措施程序纠偏,质管部负责主导SSOP的不符合项对产品安全影响的评估。
4 SSOP的制定和修改4.1本规范的制定和解释由质管部负责。
4.2SSOP是HACCP体系的基础,所以HACCP小组是制定和修改HACCP体系的有机组成部分。
4.3HACCP的验证应包括对SSOP的验证。
5 记录本规范所要求的记录必须完成并保存。


卫生标准操作程序ssop卫生标准操作程序(SSOP)。
卫生标准操作程序(SSOP)是指在食品生产过程中,为了保证食品安全和卫生,制定的一系列操作规程。
它是食品企业进行自检和卫生管理的重要依据,也是确保食品安全的重要手段。
本文将详细介绍卫生标准操作程序的内容和要求,以及实施SSOP的具体步骤。
一、卫生标准操作程序的内容和要求。
1. 设施和设备的卫生要求,包括生产车间、设备、容器、包装材料等的清洁和消毒要求,确保生产环境卫生无菌。
2. 人员卫生要求,包括员工的个人卫生、着装要求,以及进入生产区域前的手部卫生等规定,防止人员对食品的污染。
3. 原料、辅料和半成品的卫生要求,包括原料、辅料和半成品的储存、保管和使用要求,确保原料的卫生安全。
4. 生产过程的卫生要求,包括生产加工工艺、操作规范、生产线清洁和消毒、生产过程中的卫生监控等规定,确保生产过程中的卫生安全。
5. 产品卫生要求,包括成品的包装、储存、运输和销售要求,确保成品的卫生安全。
二、实施SSOP的具体步骤。
1. 制定卫生标准操作程序,由食品生产企业根据自身生产情况和食品安全要求,制定符合国家相关法律法规和标准的卫生标准操作程序。
2. 培训员工,对所有从业人员进行卫生标准操作程序的培训,使他们了解并严格执行SSOP的各项要求。
3. 落实卫生标准操作程序,由生产管理人员负责监督和检查卫生标准操作程序的执行情况,确保每个环节都符合要求。
4. 定期检查和评估,建立定期检查和评估制度,对卫生标准操作程序进行检查和评估,及时发现问题并进行整改。
5. 不断改进,根据实际情况和反馈意见,不断改进和完善卫生标准操作程序,提高食品生产过程中的卫生管理水平。
三、总结。
卫生标准操作程序是食品生产企业保证食品安全和卫生的重要手段,实施SSOP能够有效地提高食品生产过程中的卫生管理水平,保障食品安全,受到了广泛的关注和重视。
食品生产企业应严格执行卫生标准操作程序,不断加强卫生管理,确保食品安全,为消费者提供安全、卫生的食品产品。
ssop的八个基本内容及做法SSOP,听起来像个高大上的名词,其实呢,就是“卫生标准操作程序”的缩写。
简而言之,咱们就把它理解成一套保证食品安全的规范吧。
要说这八个基本内容,嘿,还真有意思,让我带你们一起逛逛这个神奇的世界。
第一条就是明确的清洁程序。
这听起来简单,但可马虎不得。
想象一下,厨房里一片狼藉,油腻腻的锅碗瓢盆堆成山,那可真是让人无从下手。
要做到清洁,得有条理。
把所有的清洁工具和清洁剂都准备好,没事儿就来个大扫除,保持环境的干净整洁,真是食品安全的第一步。
哎呀,常言道“干净的地方是幸福的地方”,说的就是这个理。
第二条,人员卫生。
这可是一项重中之重。
毕竟,咱们可不能让一双脏手碰到美味的食材。
所有工作人员进厨房前,都得洗手,像是洗了个热水澡似的,干干净净。
更别说那些病员,带病上岗可真是自找麻烦。
大家伙儿都要保持良好的个人卫生,穿戴整齐,不要像个草地上的小野花,那可就大不妙了。
咱们说说设备的清洁与维护。
厨房的设备可是大家伙儿的好伙伴,得好好照顾它们。
定期清洗、保养,保持设备的干燥,不让细菌乘虚而入。
就像我们爱护自己的爱车一样,设备也是要常常“洗澡”的,不然就成了“黑科技”的温床。
然后是原料的管理。
这也是个关键,原料的来源、储存都得讲究。
食材新鲜是王道,谁都不想吃到过期的东西。
要做好原材料的验收,检查日期、质量,合格的才能入库。
储存的时候,还得分门别类,水果和蔬菜不能放在一起,那可就让人哭笑不得。
清清爽爽,原料才能发挥它们的最佳风味。
接下来是加工过程中的控制。
这一步可真得小心翼翼。
切菜的时候,刀具要干净,切板也要分开,不要让生熟食材混在一起。
每一步都得注意,火候得掌握得当,避免食物被烤得像焦炭一样。
常言道:“细节决定成败”,这话放在这里也是没错的。
接着是冷链管理,咱们可不能忽视。
冷藏、冷冻都得做到位,像冰淇淋那样,不能让它化了,食材得保持在安全的温度里。
冷链的好坏,直接关系到食品的安全。
想到这里,真是让人心惊,想想那热腾腾的汤,不小心变成了“细菌汤”,那就尴尬了。
1.生产用水卫生安全1.0 卫生标准操作程序《SSOP》1.1 通过科学的检测和处理,使本公司的生产用水符合国家饮用水标准的要求,为加工食品卫生安全提供重要保证。
1.1.1 本公司生产用水取自银川市自来用水,周围环境无污染因素,可满足生产需要。
环境卫生和储水设施有卫生监督员负责检查。
每月检测一次。
1.1.1.1本公司生产用水符合国家饮用水卫生标准。
由权威检测机构(县级以上)每一年对水质进行一次全部项目的检验,确认水质符合国家饮用水卫生标准后才使用,1.1.1.2生产用水由本公司化验室进行微生物检验,由化验员从末梢水口处采样,微生物每月检验一次。
1.1.1.3生产用水余氯(用试纸),PH值(用试纸),感官(色泽,澄清度,悬浮物,气味,)的检测由化验员于生产前进行检测,每周检测一次。
1.1.1.4车间生产用水,无交叉污染情况,生产用水与生活用水独立引管无交叉现象,废水系统独立引管排出。
与生产生活用水无交叉连接现象。
1,1.1.5纯净水使用程序:自来水水处理设备纯净水制备质检检测纯净水各项指标纯净水各车间专用罐使用我公司产品加工中均使用自制纯净水,有专门的水处理设备。
干果车间、超临界萃取车间使用时有专门的存储罐储存以备使用。
纯净水制备好后由质检部对其进行检测,检查是否符合纯净水要求。
1.1.2.纠正措施1,1.2.1水质化验结果不符合生产用水卫生要求时停止使用,直到证明符合生活饮用水的国家标准时,才恢复生产。
1,1.2.2生产期间检验发现水源不符合要求时,即刻停产处理,直至再次证明确认符合要求,方可恢复生产。
1,1.2.3生产用水余氯偏低应立即调整,PH值不正常要查找出原因,必要时停止生产,直到调节合格后方可恢复生产。
1,1.2.4对本公司水管网络系统每年检修一次。
1,1.2.5清洗用的软水管用完后要盘起来挂起,不得散乱放在地面上。
附:1、权威有资质的检测机构的水质检测报告2、《环境卫生检查记录》3、《消毒液配制、使用记录》4、《水处理记录》5、生产用水余氯、PH值及感官的检测记录。
广东食品有限公司SSOP卫生标准操作规范文件编号:版本:A-0编制:_食品安全小组审核: __批准:日期:颁布实施令1本公司制定的卫生操作标准SSOP是为了达到GMP,ISO22000,及QS所规定的要求,保证所加工的产品符合卫生要求而制定的指导食品生产加工过程中如何实施清洗、消毒和卫生保持的作业指导文件。
它也是一个强制性的文件。
根据本公司产品的特性,从①用水的安全性;②食品接触表面的清洁卫生;③防止交叉污染;④洗手、消毒和卫生设施维护⑤防止污染物污染;⑥有毒化合物储存、管理和使用;⑦员工健康和个人卫生⑧虫害的控制这8个方面制定了一系列SSOP程序文件,该文件的执行主要由加工车间负责实施,品管部负责监督。
2 版序控制1.文件编号:LS/FSMS-SSOP-001~0202.文件版序:第A-0版第A-1版3.编制人/时间:4.审核人/时间:5.批准人/时间:6.文件发布日期:7.文件实施日期:8.文件管理部门:行政部3 监控记录1. 《水质检测记录表》2. 《每日卫生检查表》3. 《工器具清洗消毒记录》4. 《地面、墙壁消毒记录》5. 《员工体检统计表》6. 《车间卫生检查表》7. 《消毒水浓度检测记录》 8. 《个人卫生检查记录表》9. 《灭鼠记录表》 10.《有毒有害物品一览表》11.《消毒剂配制记录》 12.《洗手池、地漏清洁记录》13. 《灭蝇灯检查记录表》 14. 《空气落菌及表面涂抹试验记录表》SSOP—01用水的安全性1 目的:在加工过程当中,直接接触产品或产品表面的水,清洁用水。
其水源要卫生安全,达到国家生活饮用水的卫生标准.1.1水源:公司全部使用自来水。
1.2控制和监测:1)公司的生产用水为自来水,符合GB5749 《生活饮用水卫生标准》。
当地卫生防疫部门每年至少1次对我公司生产用水抽检进行全项目检测,水质检测结果要求:细菌总数小于100个/ml,大肠菌群MPN<3/1000ml,PH值介于6.5至8.5之间,余氯浓度大于0.05ppm.1.3纠正措施:1)在自来水系统损坏时,公司加工车间停止生产。
对在这段时间生产的产品进行安全评估,以保证产品的安全性。
只有水质符合国家标准时,才恢复生产;2)如有必要,应对水管系统采取纠正措施,并且只有水质符合国家标准时,才恢复生产;注:本公司暂不存在生产用水,故只需对生活用水/清洗用水进行管制。
1.4记录:《水质检测报告》SSOP—02食品接触表面卫生2 目的:食品接触面(包括设施、设备、手、工作服等)的状况和清洁卫生。
2.1控制和监测:1)食品接触面可充分清洁的地方卫生检验员应对食品接触面进行检查,以确定是否可充分清洁。
监测频率:每天2)食品接触面和清洁、消毒工作。
A 开工前,食品接触面应清洁卫生,卫生检验员应检查食品接触面符合卫生要求后方可开始生产。
检查频率:开工前。
B 每天收工后,应从地面、设备和食品接触面上清除掉主要固形物,然后用清水清洗干净再使用300ppm有效氯的消毒液喷洒消毒。
监测频率:每天收工后。
C工器具﹑生产设备每天使用后用100ppm有效氯的消毒液擦拭消毒或75﹪酒精喷洒消毒。
监测频率:每天收工后。
3)员工应穿戴干净的工作服、口罩和帽子并按要求洗手消毒。
A 加工人员都应穿戴干净的工作服、口罩和帽子。
B 质检员、卫生检验员或其它的管理人员在加工区也应穿上干净的工作服、口罩和帽子。
工作服应按要求每天班后在工厂内集中清洗消毒用100ppm有效氯的消毒液浸泡10-15分钟。
监测频率:开工前和每次休息后。
C 化验员对内包装车间、内包装材料、生产设施表面及包装车间环境进行微生物监测。
监测频率:每周2天。
班前,生产中,班后各一次。
2.2纠正措施:1)应维修或替换不能充分清洗的食品接触面;2)调整消毒液的浓度,对不干净的食品接触面进行清洗消毒;3)对可能成为食品的潜在污染源的手套、工作服应进行清洗或更换。
2.3 记录:《工器具清洗消毒记录》《车间卫生检查记录表》《空气落菌及表面涂抹试验记录表》SSOP—03预防交叉污染3目的:防止加工人员、原料和废弃物、工器具、包装材料及区域间的交叉污染。
3.1控制和监测1)对产品质检员、卫生检验员进行基本的卫生培训,品管部负责为新任卫生检验员安排基本的食品卫生课程。
监测频率:雇用新卫生检验员、质检员时。
2)员工的操作不能导致交叉污染a 员工应戴上帽子、口罩或其它有效的毛发束缚物,不得戴戒指、项链等饰物;b 员工应戴上经过消毒处理的手套或经洗手消毒后方可从事食品加工的工作;c 开工前,每次离开工作后和每次弄脏后,员工都应清洗并消毒手或手套;d 衣服和个人物品不能放在生产车间;e 员工不得在生产车间内进行与生产无关的活动,如吃零食、嚼口香糖、喝饮料和吸烟等;监测频率:开工前或生产过程中每4小时1次。
3)生产过程中由卫生检验员每隔4小时检查一次消毒液浓度。
监测频率:开工前或生产过程中每4小时1次。
4)卫生检验员检查加工车间的地面,应保持状况良好,防止污染食品。
监测频率:每天开工前。
5)卫生检验员负责在生产过程中把废料从车间内清除掉。
监测频率:每天开工前。
6)地面无积水,并有适当坡度便于排水。
监测频率:每4小时。
7)工厂建筑物要保护良好。
原料仓、加工区和包装区分开。
由卫生检验员检查内、外包装物,在贮藏过程中防止被污染。
监测频率:每天开工前。
8)地面及墙壁:每周一次对地板和墙壁进行冲洗,特别是污物积聚地重点强化刷洗,刷洗后用清水冲洗一遍,再在地板上喷洒300PPm的消毒液消毒,10分钟后在开启抽湿机干燥。
监测频率:每周一次。
9)食品﹑盛装食品的容器,与食品接触的工器具,已消毒的包装材料都不得直接放于地面监测频率:生产中不定期检查3.2纠正措施:1)新任卫生检验员、质检员应接受基本的卫生指导;2)员工在束缚毛发、佩戴手饰、使用手套、清洗手、存放个人物品、在加工车间吃喝等方面存在问题,应加以纠正;3)卫生检验员对可能造成食品污染的情况进行纠正;4)更换消毒液;5)清除杂物;6)对排水不畅通的地面、阻塞的排水系统,如有必要,对排水问题加以解决。
7)卫生检验员对可能造成食品污染的情况加以纠正,包括评估产品质量。
8)如果加工区域中使用的消毒设备不适当时,应将其清洗消毒后更换为正确合适的设备,卫生检验员应纠正可能污染食品的情况。
3.3记录《车间卫生检查记录表》《个人卫生检查表》《仓库卫生检查记录表》《地面、墙壁消毒记录》SSOP—03洗手消毒和卫生设施的维护4.1目的手的清洁、消毒和厕所设施的维护。
4.2适用范围适用于生产车间的所有洗手消毒过程和消毒设施。
4.3职责4.3.1人员负责洗手消毒设施的清洁维护。
4.3.2工程部负责洗手消毒设施的维修。
4.3.3生产主管负责卫生监督。
4.3.4品管部负责工序卫生监督。
4.4控制和监测1)洗手间门不能直接朝向车间。
,并有冲水、“三防”、洗手消毒设施,维护保养状况良好,在每天下班后清洗和消毒,由公司卫生检验员检查厕所设备和洗手设施。
监测频率:开工前、后各1次。
2)洗手和消毒设施安装在加工车间的入口处。
洗手设施包括:非手动式的水龙头、皂液分配器、酒精喷洒器和烘手机,有明显的文字标示提醒员工应彻底洗手,手的清洗和消毒应在开工前、每次离开工作台后和每次被弄脏时。
卫生检验员负责检查洗手设施和消毒液数量。
正确的洗手消毒程序如下:“清水洗手—洗手液洗手—清水冲洗—烘手机烘干—喷洒酒精”。
监测频率:开工前或生产过程中每4小时1次。
4. 4.2纠正措施:公司卫生检验员应负责分配人员对工厂区内的厕所设施进行清洁,纠正任何会造成污染的情况,必要时进行修补;2) 卫生检验员负责检查加工车间内洗手设施和更换消毒液。
3)卫生检验员负责纠正错误的洗手消毒方法。
5.0记录:《个人卫生检查记录表》SSOP—05防止污染物的污染5目的:防止食品、食品包装材料和食品接触面的外部污染。
5.1控制和监测:1)加工和包装区域所使用的清洁剂、消毒剂和润滑剂须经有关政府部门批准后才能在厂内使用。
食品级化学品接收入库前,由仓管员对照货物清单检验后方能入库。
监测频率:在接收清洁剂、消毒剂、润滑剂时。
2)食品级和非食品的化学品和润滑剂应分开贮存于加工、包装区域外,由卫生检验员负责检查。
监测频率:每天开工前。
3)为防止食品、食品包装材料和食品接触面受到外部的生物污染,包装区域设置了臭氧消毒设备,由卫生检验员负责检查。
监测频率:每次开工前、后使用60分钟。
4)车间使用的化学物品由车间专人负责进行登记。
监控:由生产部门领导或卫生负责人实施。
5)车间内生产线上方的灯管分别安装了防爆灯罩,能有效防止灯管爆裂时玻璃碎片掉到产品中。
6)设备维护良好,无松动的或丢失的金属件,卫生检验员负责检查生产和包装设备。
监测频率:每次开工前。
7)保持盛装原料的容器和工器具的清洁,有规定的清洁程序、清洗方法和清洁频率,要以文件方式将容器的清洁情况记录下来。
监测频率:每天下班后。
5.2 纠正措施5.2.1 将存放不正确的化学药品移到合适的地方。
5.2.2 将标签不全的化学物品退回给供方。
5.2.3 对于不能正确辨认内容物的工作容器应重新标识。
5.2.4 不合适或已损坏的工作容器弃之不用或销毁。
5.2.5 评价不正确使用化学物品所造成的影响,判断食品是否已遭污染(有些情况必须销毁食品)。
5.2.6 加强员工培训以纠正不正确的操作。
6.0记录《车间卫生检查记录表》SSOP─06有害有毒物品的标识、贮存和使用6.1目的:在工厂允许使用的有毒化合物必须标识清楚,保存、使用或贮存须避免对食品、食品接触面或包装材料造成污染。
6.2 适用范围公司内所有的有毒性的清洁剂、消毒剂、杀虫剂。
6.3 职责6.3.1 品管员负责检查有毒化合物的管理控制和储存。
6.3.2 使用部门负责清洁剂、消毒剂的使用管理。
6.3.3 行政部负责杀虫剂等的使用管理。
6.4 控制和监测:1)工厂内使用的所有有毒化学品都应有正确的标识,使用说明或者含有必要信息的文件。
在贮存有毒化学品前,仓管员负责核对。
监测频率:当接收有毒化学品时。
2)清洁剂、消毒剂、润滑剂、杀虫剂、及其它有毒化学品应正确标记并贮存于加工和包装区外干燥密封带锁的专门仓库内,并与包装材料分开。
由生产部专人保管,卫生检验员应检查柜子或仓库的清洁度和使用情况。
监测频率:每天开工前。
3)遵守所有有使用说明及建议。
由专人进行分装操作,分装瓶正确标明本化学品的常用名,且不能存放于化学品可能落到或滴到食品或食品包装材料的地方。
卫生检验员负责检查。
监测频率:每天开工前6.5纠正措施:1)资料不全或不合适的有毒化学品应先搁置一边,直到获得所需资料。
无资料的有毒化学品拒收。
2)安全卫生管理员对进厂的有毒化合物进行监控,在过程中发现有不符合的应立即予以纠正。