年产10000吨耐高温α-淀粉酶发酵车间设计
- 格式:doc
- 大小:199.00 KB
- 文档页数:35
青霉素原料药工厂的发酵车间是整个生产过程的核心部分,设计合理的发酵车间能够提高生产效率、降低生产成本、确保产品质量和安全性。
以下是关于年产1万吨青霉素原料药工厂发酵车间的设计要点和建议。
1.车间布局设计:(1)合理布局:根据生产工艺流程,确保原料药材、发酵装置、传递设备、操作区域等布局的合理性,保证生产流程的顺畅。
(2)操作区划分:根据生产流程要求,将操作区域划分为原料药材制备区、发酵装置区、发酵液处理区、产物回收区、废水处理区等,确保操作分区并满足卫生要求。
(3)通风设备:配置合理的通风设备,确保车间空气流通和新鲜空气的供应,减少污染物浓度,保证操作人员的健康。
2.发酵装置设计:(1)设备选型:选择合适的发酵装置,通常为发酵罐,根据生产规模选用合适的罐体材料和容量,保证充分利用空间。
(2)测量与控制系统:配置适当的测量设备和自动控制系统,对温度、pH值、替换气体量等关键参数进行实时监测和调控,以确保发酵过程的稳定性和产品质量。
(3)材料供应与回收系统:设计合理的发酵液供应系统,包括原料药材供应、发酵液输送和废液回收等,以减少能源和材料的浪费。
3.卫生和安全:(1)通风排风系统:配置良好的通风设备和排风系统,及时排除车间内的有害气体和异味,保证操作人员的健康。
(2)洁净室设计:将车间内部分区域划定为洁净区,对洁净区域的材料和设备进行选择和设计,以确保产品的纯度和质量。
(3)低温保存和处理设备:配置低温保存设备和废液处理设备,及时进行发酵液的保存和处理,避免损失和交叉污染。
4.自动化和信息化:(1)自动化设备:配置自动化设备,提高生产效率和产品质量,减少人为操作的差错,降低劳动强度。
(2)信息管理系统:建立全面的信息管理系统,进行实时监测、数据分析和追溯,提高生产过程的控制和管理水平。
总之,年产1万吨青霉素原料药工厂发酵车间的设计要充分考虑原料药材制备、发酵装置、设备选型、通风排风、卫生安全、自动化和信息化等方面,以实现生产流程的高效、稳定和安全。

年产1000吨淀粉酶的工厂设计二〇一四年五月可行性报告项目名称:年产1000吨淀粉酶的工厂设计主办单位:设计单位:二〇一四年五月目录1 项目建议书 (1)1.1 项目简介 (1)1.2 项目建设的目的和意义 (1)1.2.1 淀粉酶介绍 (1)1.2.2 淀粉酶的制备方法 (1)1.2.3 淀粉酶在各方面的应用 (2)1.2.4 项目提出的背景和依据 (2)1.2.5 投资的必要性和经济意义 (3)1.2.6 产品需求初步预测 (3)1.3 产品方案和拟建规模 (3)1.3.1 本项目拟建内容 (3)1.4 工艺技术初步方案 (4)1.4.1 工艺流程 (4)1.5 主要原料、燃料、动力的供应 (4)1.5.1 原料来源 (4)1.5.2 水、电、热、燃料供应 (4)1.6 主要设备、公用工程和辅助工程的初步方案 (5)1.6.1 主要工程 (5)1.6.2 公用工程 (5)1.6.3 辅助工程 (5)1.7 环境保护 (5)1.7.1 本项目设计采用的环保标准 (5)1.7.2 主要污染源和污染物 (5)1.8 项目实施初步规划 (6)1.9 投资结算和资金筹集方案 (6)1.10 结论与建议 (6)2 厂址选择 (6)2.1 厂址选择报告 (6)2.2 投资环境 (7)2.3 原料供应以及产品销售 (7)2.4 环境影响评价 (7)3 总平面设计 (8)3.1 总平面布置图 (8)3.2 设计说明书 (8)3.2.1 设计依据 (8)3.2.2 布置特点 (9)4 工业设计 (9)4.1 原辅料及菌种 (9)4.2 产品方案 (9)4.3 工艺流程图 (9)4.4 发酵过程 (10)4.4.1 菌种 (10)4.4.2 接种量 (10)4.4.3 接种菌龄 (10)4.4.4 温度 (10)4.4.5 pH (10)4.4.6 搅拌 (10)4.4.7 泡沫 (11)4.5 淀粉酶的提取纯化 (11)4.5.1 淀粉酶的粗提 (11)4.5.2 淀粉酶的分离纯化 (11)4.5.3 浓缩 (11)4.5.4 干燥 (11)4.6 物料衡算 (12)4.6.1 原料消耗计算 (12)4.6.2 计算结果 (13)4.7 热量衡算 (13)4.7.1 连续灭菌热量衡算 (13)4.7.2 发酵工序热量衡算 (15)4.7.3 发酵液热处理热量衡算 (16)4.7.4 淀粉酶干燥过程的热量衡算 (16)4.7.5 热量衡算表 (17)5 设备的工艺计算及选型 (17)5.1 发酵罐的设计 (17)5.1.1 发酵罐个数的确定 (17)5.1.2 发酵罐尺寸的确定 (18)5.1.3 发酵罐冷却面积的确定 (18)5.1.4 发酵罐搅拌器的设计 (19)5.2 种子罐的设计 (19)5.2.1 种子罐数量的确定 (19)5.2.2 种子罐尺寸的确定 (20)5.3 设备一览表 (20)6 工厂卫生 (21)6.1 厂内部总平面布局的卫生 (21)6.2 厂房内部环境卫生 (21)6.3 生产车间卫生 (21)7 公共工程和辅助工程 (21)7.1 公共工程 (21)7.2 辅助工程 (22)8 企业组织和劳动定员 (22)8.1 企业组织 (22)9 工作制度 (23)9.1 劳动定员 (23)10 环境保护与生产安全 (24)10.1 主要污染源和污染物及治理措施 (24)10.2 工厂执行的环境卫生标准 (24)11 经济核算 (25)11.1 设计概算 (25)11.2 设备费用一览表 (25)11.3 经济技术分析 (26)11.4 工厂成本 (26)11.4.1 原辅料总成本 (26)11.4.2 包装材料成本 (26)11.4.3 水费耗用 (27)11.4.4 工人工资、动力费、设备折旧费 (27)11.4.5 税金 (27)12 参考文献 (28)附:厂区平面布局图1项目建议书1.1项目简介项目名称:淀粉酶发酵工厂的建立承办单位:四川成都金堂县招商合作局项目地址:四川成都金堂工业园区项目内容:淀粉酶生产厂建厂规模:年产1000吨淀粉酶项目的依据和原则:(1)四川成都金堂县发展和改革局立项批复。
年产10000吨酱油发酵工厂的设计工厂布局为了达到年产吨酱油的目标,工厂应采用合理的布局设计。
以下是建议的工厂布局方案:1. 原料准备区:集中存放和准备发酵所需的原料,包括大豆、小麦和调味品等。
2. 发酵区:设计适当大小的发酵罐,用于进行酱油的发酵。
罐的数量和容量应根据需要进行合理规划。
3. 深加工区:包括提取、浓缩、过滤和调味等工艺环节,以完成最终产品的制作。
4. 包装区:设置专门的包装设备和区域,确保产品的包装质量和卫生要求。
5. 储存区:合理规划储存空间,确保酱油产品的保存和管理。
设备配置为了保证工厂的高效运作,建议配置以下酱油发酵工厂所需的主要设备:1. 发酵罐:选择适当大小和材质的发酵罐,以满足年产吨的酱油需求。
2. 提取设备:包括提取罐、蒸汽发生器和真空系统等,用于提取酱油中的香味和成分。
3. 热交换设备:用于调节发酵温度和加热或冷却酱油。
4. 过滤设备:用于去除杂质和悬浮物,确保酱油的清澈透明。
5. 浓缩设备:用于去除多余的水分,使酱油浓度达到要求。
6. 包装设备:选择适用于酱油的包装机械,确保产品包装的速度和质量。
7. 液体储存设备:用于储存成品酱油,确保产品的储存和管理。
工艺流程下面是建议的年产吨酱油发酵工厂的工艺流程:1. 准备原料:原料准备区负责准备和处理大豆、小麦和调味品等原料。
2. 发酵:将准备好的原料加入发酵罐中,通过发酵过程产生酱油的特色风味。
3. 提取:利用提取设备提取发酵所需的香味和成分。
4. 过滤:确保酱油的清澈透明,去除杂质和悬浮物。
5. 浓缩:去除多余的水分,提高酱油的浓度。
6. 调味:根据需求添加适量的调味品,增强酱油的口感和风味。
7. 包装:使用包装设备将成品酱油装入适当的包装中。
8. 储存:将包装好的酱油存放在储存区,确保产品的保存和管理。
质量控制在酱油发酵工厂的设计中,质量控制是至关重要的。
以下是建议的质量控制措施:1. 原料检验:对每批进货的原料进行检验,确保原料的质量合格。
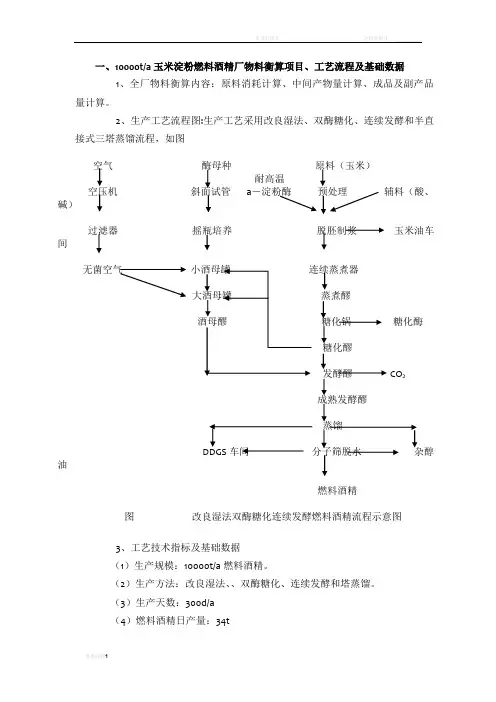
一、10000t/a玉米淀粉燃料酒精厂物料衡算项目、工艺流程及基础数据1、全厂物料衡算内容:原料消耗计算、中间产物量计算、成品及副产品量计算。
2、生产工艺流程图:生产工艺采用改良湿法、双酶糖化、连续发酵和半直接式三塔蒸馏流程,如图空气酶母种原料(玉米)耐高温空压机斜面试管a-淀粉酶预处理辅料(酸、碱)过滤器摇瓶培养脱胚制浆玉米油车间无菌空气小酒母罐连续蒸煮器大酒母罐蒸煮醪酒母醪糖化锅糖化酶糖化醪发酵醪CO2成熟发酵醪蒸馏DDGS车间分子筛脱水杂醇油燃料酒精图改良湿法双酶糖化连续发酵燃料酒精流程示意图3、工艺技术指标及基础数据(1)生产规模:10000t/a燃料酒精。
(2)生产方法:改良湿法、、双酶糖化、连续发酵和塔蒸馏。
(3)生产天数:300d/a(4)燃料酒精日产量:34t(5)燃料酒精年产量:10200t(6)产品质量:国际燃料酒精,乙醇含量99.5%以上(V )。
(7)主原料:国内酒精企业玉米粉(脱胚去皮)淀粉含量68%,利用率为80%-92%,水分14%。
(8)酶用量:耐高温α-淀粉酶用量8u/g 原料,糖化酶用量为100u/g 原料, 酒母糖化醪用糖化酶量200u/g 原料。
(9)硫酸铵用量:8kg/t 酒精(提供氮源)。
(10)硫酸用量:5.5kg/t 酒精(调节pH)。
二、10000t/a 玉米淀粉燃料酒精厂全厂总物料衡算1、原料消耗计算现以生产99.5%(V )成品酒精1000kg 作为计算的基准。
(1)淀粉原料生产乙醇的总化学反应式为:6105n 26126252(C H O )+nH O nC H O 2C H OH+2CO →→(4-2-1)糖化阶段:6105n 26126(C H O )+nH O nC H O → (4-2-2)162 18 180 发酵阶段:6126252C H O 2C H OH+2CO → (4-2-3)180 2×46 2×44(2)每生产1000kg 燃料酒精的理论淀粉消耗量:由式(4-2-2)和(4-2-3)可求得理论上生产1000kg 燃料酒精(99.5%(V)的燃料酒精相当于99.18%(W))所消耗淀粉量为:(3)生产1000kg 燃料酒精实际淀粉耗量:实际上,整个年产过程经历的各工序,如原料处理、发酵及蒸馏等,要经过复杂的物理化学和生物化学反应,所以产品得率必然低于理论产率。

年产10000吨酸菜发酵工厂的设计概述本文档旨在提供关于年产吨酸菜发酵工厂设计的指导和建议。
酸菜作为一种传统的食品,在市场上有很大的需求。
为了满足这一需求,建立一个高效、可行的酸菜发酵工厂至关重要。
工厂设计要点- 生产空间规划:确保工厂有足够的面积来容纳发酵设备、储存设施和员工工作区域。
合理规划工作流程,以提高生产效率。
生产空间规划:确保工厂有足够的面积来容纳发酵设备、储存设施和员工工作区域。
合理规划工作流程,以提高生产效率。
- 发酵设备:选择先进的发酵设备,确保酸菜在最佳环境中发酵。
注意设备的能力和效率,以满足年产吨酸菜的需求。
发酵设备:选择先进的发酵设备,确保酸菜在最佳环境中发酵。
注意设备的能力和效率,以满足年产10000吨酸菜的需求。
- 原料储存:建立适当的原料储存区,确保每个批次生产所需的原料充足。
采取合适的储存方式,确保原料的新鲜度和品质。
原料储存:建立适当的原料储存区,确保每个批次生产所需的原料充足。
采取合适的储存方式,确保原料的新鲜度和品质。
- 水资源利用:确保工厂有充足的水资源供应,用于发酵过程和清洁工作。
建立合适的供水系统,并考虑循环利用水资源的方式,以节约用水。
水资源利用:确保工厂有充足的水资源供应,用于发酵过程和清洁工作。
建立合适的供水系统,并考虑循环利用水资源的方式,以节约用水。
- 环境控制:确保工厂的环境符合酸菜发酵的要求。
控制温度、湿度和通风,以营造适宜的发酵条件。
环境控制:确保工厂的环境符合酸菜发酵的要求。
控制温度、湿度和通风,以营造适宜的发酵条件。
- 卫生措施:建立有效的卫生措施,包括定期清洁和消毒工作区域、设备和。
培训员工遵守卫生标准,并严格执行食品安全措施。
卫生措施:建立有效的卫生措施,包括定期清洁和消毒工作区域、设备和容器。
培训员工遵守卫生标准,并严格执行食品安全措施。
- 排放处理:考虑废水和废物的处理方法,确保符合环保标准。
设计合适的废物处理系统,并执行相应的废物分类和处理措施。
年产10000吨乳制品工厂设计1前言民以食为天,食以乳为先。
乳中各种营养素齐全且配合合理,并含多种生物活性物质,是人体成长不可缺的高营养食物。
发展乳品事业,是关乎国计民生的大事,但是与世界先进国家比较,我国奶类产量仅为美国的11%、法国的28.5%,我国人均占有奶类产品7.2公斤,人均占有量仅为世界平均水平的1/10,发达国家的1/37,世界液态乳的人均消费量为105公斤/年,中国液态乳人均消费量仅为7公斤/ 年,仅为亚洲年人均乳品占有率的1/6,不及世界人均乳品占有率的1/16。
从此可以看出中国乳品存在巨大的增长空间。
目前随着人民生活水平的提高,随着大众对营养食品需求日益增长,市场竞争也日趋激烈。
尤其是随着新技术的应用,成功地解决了乳制品的营养和保鲜问题,加之新包装材料及技术的应用和灵活多样的促销方式,使消费者愿意接受具有丰富营养,口感良好并且价格合理的乳制品品牌。
乳制品市场的竞争也开始日趋激烈。
为了在未来的乳品市场中取得一席之地,我们从灭菌乳、搅拌型酸乳、乳酸菌饮料、乳粉等众多乳制品中最终选取UHT灭菌乳为主要产品因其具有工艺成熟、易于贮藏运输、营养损失少等优势。
工艺方面采用超高温瞬间灭菌技术(UHT)解决了液态奶运输、储存、保鲜难的问题,目前发达国家已普遍采用这一技术进行鲜奶加工:将牛奶加热至超过135ºC,仅保持几秒便迅速降至常温,然后在无菌条件下密封,采用六层纸铝塑复合材料进行无菌灌装。
在营养方面,牛奶中的微生物在瞬间高温下全部被杀死的同时,而大多数营养物质在短暂的高温下损失甚微,最大限度地保持了牛奶的营养成分。
在运输销售方面,经过UHT灭菌处理,并采用无菌包装的鲜奶进行无菌灌装,使其在储存及运输中均不需要冷藏。
同时,一个不需冷藏的产品给生产商、零售商和消费者带来了许多便利。
比如对生产商而言,由于不再需要冷藏,库存安排可以简化;运输分送用车的数量、成本就可相应降低;同时,由于长期维持其保鲜功能,减少了对零售未售出产品的回收;最重要的是,这种产品可以从地域上极大地扩大市场。
味精是一种常用的调味品,广泛应用于食品加工和烹饪中。
一个年产一万吨味精的发酵工厂设计需要考虑很多因素,包括原料供应、工艺流程、设备选择、卫生标准等。
下面是一个关于年产一万吨味精发酵工厂设计的简要概述,总字数超过1200字。
1.原料供应2.工艺流程味精的生产主要包括淀粉的提取、发酵、提纯和结晶等步骤。
工艺流程的设计需要满足产量需求,并尽可能降低成本和能耗。
例如,可以采用热回收和废水处理装置来提高工厂的能效指标。
3.设备选择在设计年产一万吨味精发酵工厂时,需要选择适用的设备和仪器。
这包括发酵罐、蒸汽锅炉、过滤设备、结晶器等。
设备的选型应考虑生产效率、设备的价格和维护成本。
还需要确保设备符合国家和行业标准,并且具备一定的安全性能。
4.卫生标准味精是一种食品添加剂,对产品质量和卫生安全要求非常高。
工厂设计需要符合相关卫生标准和要求,包括厂房设计、设备清洁和消毒、员工培训等方面。
同时,建议采用先进的检测仪器和质量控制体系,确保产品符合国家和行业标准。
5.厂房布局6.环境保护工厂设计需要符合环保法规和行业标准,确保生产过程不对环境造成污染。
例如,建议安装废水处理设备来处理废水,并且进行合规的废物管理。
此外,还可以考虑利用生产过程中的废热来进行能量回收,进一步降低对环境的影响。
以上是关于年产一万吨味精发酵工厂设计的简要概述。
具体设计需要考虑的因素很多,如设备细节、人员配备、市场需求等等。
因此,在设计工厂时需要进行详细的市场调研和可行性研究,并与专业的工程师团队合作,确保工厂设计符合要求,并能够满足产量和质量需求。
目录第一章绪论1.1 项目背景 (1)1.2 项目实施的区位优势 (2)1.3 市场预测 (2)1.4 项目实施的意义 (2)第二章车间平面设计2.1 生产车间 (3)2.2 总平面布置基本原则 (3)2.3 总平面设计说明 (4)第三章产品方案、工艺流程及论证3.1 产品与产量的确定 (4)3.2 工艺流程及论证 (6)3.3 产品质量标准 (8)3.4 管路设计 (9)3.5 管路安装 (9)3.6 车间布置与结构 (9)第四章物料衡算4.1 十类主要产品生产成本 (10)4.2 原辅料衡算 (10)第五章设备选型5.1 设备选型的依据 (11)5.2 设备概况 (11)第六章辅助部门设计6.1 冷库 (14)6.2 包装材料库 (15)6.3 化验室 (15)6.4 锅炉房 (15)6.5 机修、配电车间 (15)第七章水、电、汽衡算7.1 用水量的估算 (16)7.2 用电量的估算 (17)7.3 用汽量的估算 (17)7.4 冷用量 (18)第八章卫生、安全及生活设施8.1 用水方面要求 (18)8.2 个人卫生 (19)8.3 车间设备、环境卫生 (19)8.4 食品接触表面清洁卫生标准 (19)8.5 防止交叉污染卫生标准及操作规程 (20)8.6 虫害防治卫生标准及操作规程 (20)8.7 生产安全及劳动保护 (21)第九章劳动组织9.1 企业结构 (21)9.2 岗位需求 (22)9.3 人员培训 (22)第十章酸奶生产的管理10.1 酸奶生产的管理意义 (23)10.2 酸奶生产危害分析 (23)10.3 重点控制 (24)10.4 实施注意事项……………………………………………… ..25第十一章技术经济分析11.1 投资指标 (25)11.2 年经营费用的计算 (25)11.3 利润、利润率、投资回收期计算 (26)11.4综合评价……………………………………………………………… .26第十二章营销策略12.1 市场定位 (26)12.2 产品策略 (27)12.3 价格策略 (27)12.4 分销渠道 (28)总结 (28)致谢 (29)参考文献 (29)酸奶厂名称:家和酸奶厂:第一章绪论酸乳又名酸牛乳或酸奶,作为众多的发酵乳产品中当今最为流行的乳制品,最初出现时其名是与发酵乳混用的,表示变酸的乳。
年产10000吨味精项目工厂设计要点年产10000吨味精项目工厂设计要点一、项目概述年产10000吨味精项目是一个大型化工生产项目,主要生产味精产品,年产能达到10000吨。
该项目是基于市场需求和技术条件而进行的,目的是满足人们对于食品调味品的需求。
二、规模和布局设计1.规模设计:年产10000吨味精的生产规模可以满足市场需求,同时也可以充分利用设备和人力资源,提高生产效益。
2.布局设计:工厂的布局应当合理,保证生产流程的连贯性和高效性。
主要分为原料储存区、生产区、包装区、质检区、辅助区等,以确保各个区域之间的流程衔接和生产效率的提高。
三、工艺流程设计1.原料准备:该项目主要使用淀粉和氨基酸等原料进行生产,因此要有相应的原料存储和供应系统,确保原料的充足和稳定。
2.发酵:该项目使用发酵生产工艺,需要设计相应的发酵罐和发酵系统,以确保发酵过程的稳定性和高效性。
3.提取:在发酵完成后,需要进行提取工艺,将发酵液中的味精提取出来。
这一步骤要合理选择提取剂和提取设备,以确保提取效果的良好和产品质量的稳定。
4.浓缩:将提取得到的液体进行浓缩处理,以提高味精的浓度和稳定性。
此环节需要设计相应的浓缩设备,确保浓缩过程的高效和稳定。
5.晶体分离:在浓缩完成后,要进行晶体分离,将浓缩液中的味精晶体分离出来,以便进行后续的干燥和包装。
此环节需要设计相应的分离设备,以确保分离过程的高效和产品质量的稳定。
6.干燥:将分离得到的味精晶体进行干燥,降低含水率,以便于包装和存储。
此环节需要设计相应的干燥设备,确保干燥过程的高效和产品质量的稳定。
7.包装:将干燥后的味精产品进行包装,使用合适的包装材料和包装机械,以确保产品的密封性和保质期。
8.质检:在生产过程中,要进行质检,确保产品的质量和安全性。
质检环节需要设计相应的质检设备和流程,以确保质检过程的高效和准确。
四、设备选型和布置1.设备选型:根据生产工艺流程的要求,选择适合的设备,包括发酵罐、提取设备、浓缩设备、晶体分离设备、干燥设备、包装设备等,确保设备的性能符合要求,并具有高效性和稳定性。
青霉素是一种重要的抗生素药物,广泛应用于临床医学和兽药领域。
青霉素原料药的生产过程中,发酵车间起着至关重要的作用。
在设计一个年产1万吨青霉素原料药工厂发酵车间时,需要考虑以下几个方面。
1.工艺流程设计:发酵车间应根据青霉素的生产工艺进行合理的布局设计。
首先需要确定发酵罐的数量和容量,根据年产量和生产周期确定发酵罐的使用次数和生产时间。
其次,需要设计合理的配制系统,包括发酵培养基的配制和消毒系统。
此外,还需要考虑发酵培养时间、温度和压力等参数的控制方式。
2.温控系统设计:发酵车间的温度控制对于青霉素的合成过程至关重要。
通过合理设计温控系统,可以保持发酵罐内的温度稳定,确保青霉素的合成效率和质量。
温控系统需要包括温度传感器、温度控制器和加热/制冷设备等组成。
3.通风系统设计:发酵车间需要合理设计通风系统,以排除废气和保持良好的空气质量。
青霉素的发酵过程中会产生大量的二氧化碳和气味物质,需要通过通风设备将其排出车间。
通风系统需要包括风机、排风管道和过滤设备等组成。
4.液体供应系统设计:发酵过程中需要用到大量的培养基,因此车间需要设计合理的液体供应系统。
该系统需要包括培养基的储存罐、输送泵和输送管道等组成,以确保培养基的及时供应和合理使用。
5.出口产品处理系统设计:发酵车间需要设计合理的产品处理系统,将合成的青霉素原料药进行分离和提纯。
该系统需要包括分离设备、提纯设备和储存罐等组成。
6.安全措施设计:发酵车间是一个涉及微生物进行培养的环境,需要设计合理的安全措施。
包括对工作人员的个人防护要求,对车间进行良好的消毒和清洁措施,以及建立合理的生物安全措施。
总而言之,设计一个年产1万吨青霉素原料药工厂发酵车间需要综合考虑工艺流程、温控系统、通风系统、液体供应系统、产品处理系统以及安全措施等方面。
通过科学合理的设计,可以提高青霉素原料药的生产效率和质量,实现工厂的可持续发展。
年产一万吨发酵乳品工厂设计凝固型酸奶生产车间设计一、本文概述本文旨在探讨年产一万吨发酵乳品工厂的设计方案,特别关注凝固型酸奶生产车间的详细规划。
随着消费者对健康饮食的日益关注,发酵乳制品市场呈现出快速增长的态势。
作为发酵乳制品中的一种,凝固型酸奶以其独特的口感和营养价值受到了广大消费者的喜爱。
因此,构建一个高效、稳定、符合卫生标准的凝固型酸奶生产车间,对于满足市场需求、提升产品质量、保障食品安全具有重要意义。
本文将从工厂整体布局、生产车间设计、工艺流程规划、设备选型与配置、辅助设施安排等方面,全面阐述年产一万吨发酵乳品工厂的设计方案。
其中,凝固型酸奶生产车间的设计将作为重点,详细介绍车间的工艺流程、设备配置、生产线布局、卫生控制等方面的内容。
通过本文的阐述,旨在为发酵乳品工厂的设计和建设提供有益的参考和借鉴,推动发酵乳制品行业的健康发展。
二、工厂总体设计概述在年产一万吨发酵乳品工厂的设计中,凝固型酸奶生产车间是核心组成部分。
总体设计需要全面考虑生产工艺流程、设备配置、车间布局、环保要求、安全卫生标准以及未来扩展的可能性。
我们的目标是构建一个高效、节能、环保、安全的生产环境,确保产品质量的稳定性和生产效率的最优化。
车间布局应遵循工艺流程的顺序性和连贯性,确保原材料从进入车间到最终产品输出的整个过程顺畅无阻。
同时,要合理划分不同功能区,如原料存储区、预处理区、发酵区、凝固区、包装区、成品存储区等,各区域之间应有明确的界限和适当的隔离,以防止交叉污染。
设备配置要满足生产工艺的需要,并考虑设备的先进性、稳定性和易维护性。
发酵罐、凝固设备、包装机等关键设备应选用行业内知名品牌,确保产品质量和生产效率。
同时,设备的布局应合理,便于操作和维护,减少人工干预,提高自动化水平。
环保和安全卫生是车间设计的重要考量因素。
我们应采用先进的环保技术,确保废水、废气等污染物的达标排放。
同时,车间内应设置严格的卫生管理制度,确保生产环境的清洁和产品的安全卫生。
年产2万吨α-淀粉酶的工厂设计
设计年产2万吨α-淀粉酶的工厂时需要考虑以下几个方面:
1. 工厂规模:根据年产量为2万吨的目标,需要设计出相应的生产线和设备,确定工厂的规模和占地面积。
2. 原材料:α-淀粉酶是一种酶类产品,需要使用淀粉等原材料进行生产。
需要设计原材料的储存和使用方案,确保原材料充足并符合生产要求。
3. 生产工艺:根据α-淀粉酶的生产工艺,制定相应的生产流程和时间表,确保生产效率和产品质量。
4. 设备选型:根据生产流程和工艺要求,选择适合生产α-淀粉酶的设备和机器,例如反应釜、离心机、蒸汽发生器等。
5. 环保要求:生产过程中会产生废水和废气等污染物,需要设计相应的废水处理和废气处理方案,确保符合环保要求。
6. 员工和安全:工厂需要聘请专业的员工进行生产和管理,并建立安全生产制度和应急预案,确保员工的安全和生产的稳定性。
以上是设计年产2万吨α-淀粉酶的工厂需要考虑的几个方面。
需要针对具体情况进行详细的设计和计划。
第22卷第5期天津化工Vol.22No.5 2008年9月TianjinChemicalIndustrySep.2008年产一万吨发酵乳品工厂设计—凝固型酸奶生产车间设计张荟(天津渤海职业技术学院,天津300221)摘要:本设计任务是年产10 000 t的发酵乳品工厂的一部分—凝固型酸奶生产车间。
重点论述了凝固型酸奶生产的工艺论证和工艺流程图。
本设计采用了先进的生产工艺并结合经济合理的设计原则,以旺季班产量为依据(最大生产量为6 t/班次)进行设计。
关键词:酸奶;凝固型酸奶;发酵菌种中图分类号:TS252.54文献标志码:A文章编号:1008-1267(2008)05-0074-03本设计主要针对凝固型酸奶生产车间进行设计,规定凝固型酸奶年产量为 3 000 t。
以下对凝固型酸奶的生产工艺流程和工艺管理进行介绍。
1 生产工艺流程生产工艺流程为:原料鲜乳→净化→标准化→配料(蔗糖及其它原料)→浓缩→过滤→预热、均质、杀菌、冷却→接种(发酵剂)→(空瓶)灌装→培养发酵→冷却→后熟→成品。
2 凝固型酸奶工艺管理2.1 原料鲜乳鲜乳入厂验收时,除按规定抽样进行密度测定和酒精试验外,还要求鲜奶总干物质含量不得低于11.5%,非脂干物质不应低于8.5%。
原料奶的酸度应在18°T以下。
不得使用含有抗生素或残留有效氯等杀菌剂的鲜乳。
严禁用患乳腺炎的奶和注射过抗生素的奶,杂菌数每毫升不得高于500万个。
另外,按照我国酸奶国家标准(GB2746-1999)的要求,要对原料鲜乳进行标准化处理,从而保证各批产品质量的稳定性。
2.2 配料2.2.1 加甜味剂使用最广泛的甜味剂是砂糖。
加糖量在 5.7%~7.4%是较适当的,尤其是加糖量 7.4%口感更好。
近年来在运动员营养酸乳中,常常加入果糖。
一些天然甜味剂在乳制品中的应用逐渐推广,如葡糖浆、甜味菊苷、葡萄糖和阿斯巴甜等。
2.2.2 加脱脂乳当不采用鲜乳作原料而采用脱脂乳制做脱脂酸奶时,脱脂乳可直接进入标准化乳罐中进行加糖处理。
利用玉米发酵生产乙醇的设计年产万吨公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]1绪论引言随着社会的发展,社会对燃料能源(石油、天然气、煤矿等)的需求越来越大,而燃料能源储量越来越少,价格越来越低,人们迫切需要找到一种新的可再生能源代替现有的燃料能源。
其中,最受欢迎的是燃料酒精。
今年以来,世界各地积极要求发展生物燃料乙醇产业,建设燃料乙醇项目的热情空前高涨,主要原料是玉米。
利用生物质原料发酵法生产乙醇是全世界目前解决“能源危机”和“石油危机”最有效的途径之一。
燃料乙醇燃料乙醇,一般是指体积浓度达到%以上的。
燃料乙醇是一种取之不尽用之不竭的可再生能源,是目前唯一进入市场、应用最广泛、具有较为成熟的技术、可替代石油燃料的大宗可再生生物能源,它能够立竿见影地大幅度节省石油的消耗。
燃料乙醇是燃烧清洁的燃料,可在专用的乙醇发动机中使用,又可按一定的比例与混合,在不对原做任何改动的前提下直接使用。
使用含醇的汽油可减少汽油消耗量,增加燃料的含氧量,使燃烧更充分,降低燃烧中的CO等污染物的排放。
燃料乙醇的优势燃料酒精最明显的一些优势是:一、来源广,可再生。
可以以谷物淀粉为原料生产燃料酒精,以植物秸秆等纤维素为原料生产燃料酒精,以甘蔗作为原料生产燃料酒精,以蜜生产燃料酒精等等。
二、无污染。
石油、天然气、煤矿等燃料能源的使用产生了很多环境问题。
例如:酸雨等环境污染,而燃料酒精产生的是二氧化碳和水,对环境无污染。
大致流程玉米—→粉碎—→加酵母糖化酶—→加水配料—→搅拌—→封膜—→发酵—→粗馏—→精馏—→成品乙醇发酵方式连续发酵:是指以一定的速度向发酵罐内添加新鲜培养基,同时以相同速度流出培养液,从而使发酵罐内的液量维持恒定的发酵过程。
间歇发酵:间歇式发酵法就是指全部发酵过程始终在一个发酵罐中进行。
由半连续发酵:是指在主发酵阶段采用连续发酵,而后发酵则采用间歇发酵的方式。
由此可见,发酵的方式有多种选择,连续发酵有诸多优点,却有一个缺点,那就是一旦首罐发生染菌,就会连续多罐染菌。
年产10000吨耐高温α—淀粉酶发酵车间设计[摘要]耐高温α-淀粉酶是由地衣芽孢杆菌等菌种经液体深层发酵提取得到的一种淀粉内切酶,其广泛用于食品发酵工业和纺织业,是我国三大酶制剂产品之。
本设计以地衣芽孢杆菌诱变株为生产菌,以玉米淀粉、豆粕和玉米浆为主要原料,采用机械搅拌通风罐进行间歇液体发酵生产.设计进行了生产方法的选择,确定了合理的工艺流程。
在此基础上进行了详细的工艺衡算和设备设计计算与选型.最后进行发酵车间的布置,绘出工艺流程图和车间布置图。
[关键字]耐高温α-淀粉酶;工艺衡算;设备设计和选型;车间布置Annual output of 10,000 tons of high—temperature α—amylaseworkshop DesignBiological Engineer Major Song Ning[Abstract]Facility Layout T hermostable α—amylase from Bacillus Licheniformis and other bacteria by submerged fermentation of an extracted enzyme, which is widely used in food fermentation industry and textile industry, China's three major enzyme products。
The design of Bacillus Licheniformis for the production of mutant bacteria to corn starch, soybean meal and corn syrup as the main raw materials, mechanical ventilation can be intermittent mixing liquid fermentation. Design of the production methods of choice to determine a reasonable process。
On this basis,I made a detailed accounting process and equipment design and selection. Finally,fermentation plant layout,draw the flow chart and plant layout[Keywords]Thermostable α-amylase ;Process accounting;Equipment design and selection;Facility Layout目录1 前言 (1)1.1 耐高温α-淀粉酶简介 (1)1。
2 耐高温α-淀粉酶的应用 (2)1。
2。
1 在淀粉工业中的应用 (2)1。
2.2 在酒精工业中的应用 (2)1。
2。
3 在纺织退浆中的应用 (3)1。
2。
4 在造纸业中的应用 (3)1。
3 耐高温α-淀粉酶行业发展的历程和现状 (3)1.3.1耐高温α—淀粉酶行业在我国的发展历程和现状 (4)1。
4 设计内容及意义 (5)2耐高温α-淀粉酶生产方法的选择及论证 (7)2。
1工艺流程 (7)2。
2 生产方法选择及操作要求 (8)2.2.1种子罐培养 (8)2.2.2大罐培养 (9)2。
2.3 培养基配方 (9)3。
工艺计算 (11)3.1工艺技术指标及基础数据 (11)3.1。
1.10000t/a耐高温α-淀粉酶酵车间设计 (11)3。
2物料衡算 (12)3。
3热量衡算 (14)3.4 水平衡的计算 (17)4设备的设计与选型 (18)4.1发酵罐的设计与选型 (18)4。
1.1生产能力的计算: (19)4.1.2主要尺寸的计算: (19)4。
1.3冷却面积的确定 (20)4。
1。
4搅拌器的设计 (20)4.1。
5设备结构的工艺设计 (21)4。
1.6设备材料的选择, (22)4.1.7发酵罐的壁厚选择 (22)4.1.8接管的设计 (22)4.2种子罐的设计与选型 (23)4。
2。
1种子罐 (23)4.2。
2种子罐主要尺寸的计算 (24)4.2。
3搅拌器的设定 (24)4。
3 拌料罐的设计 (25)5车间布置的原则 (26)5。
1车间布置设计的目的和重要性 (26)5。
2车间布置的有关技术要求和参数 (26)5.3 设备的安全距离 (27)5。
4设备布置原则 (28)结论 (29)参考文献 (30)致谢 (31)1 前言1.1 耐高温α—淀粉酶简介淀粉酶广泛存在于动植物和微生物中,它是是一种内切葡萄糖苷酶, 按酶委会(Enzyme Commission)的标准为 EC3 .2 。
1.1 是指一类作用于淀粉分子,从分子内部切开α一1。
4键,生成糊精和还原糖的水解酶,产物的末端葡萄糖残基C 1 碳原子为α一构型,故称α一淀粉酶,α一淀粉酶是目前最重要的工业酶制剂之一,在味精,饴糖、葡萄糖、酒精、啤酒,乳酸、柠檬酸等工业中发挥着巨大作用.当今广泛使用的酶制剂始于1906年人类发现了用于液化淀粉生产乙醇的细菌淀粉酶,首先应用于工业的α一淀粉酶是来自于真菌的。
但是,由于一些细菌α一淀粉酶具有耐高温、耐酸, 耐碱等特性,更符合工业生产中的各种极端条件,因此,目前在需高温的发酵等工业中使用的最为广泛的是细菌α一淀粉酶,尤其是来自杆菌(如解淀粉芽孢杆菌和地衣芽孢杆菌)的耐高温α一淀粉酶已占据相当大的市场。
耐高温α一淀粉酶按来源分为古菌α一淀粉酶和真细菌α一淀粉酶;他们的最适作用温度在60℃以上.一般古菌来源的α一淀粉酶较真细菌能够件下生存,如高温、高渗、强酸强碱等,维持他们生命活动的很多蛋白质也是适应其生存环境的,因此,耐高温α一淀粉酶也有很多是来自古菌的.以下列出部分耐高温仅α一淀粉酶的性质.α-淀粉酶广泛地存在于动植物和微生物中,它是一种内切葡萄糖苷酶,按酶委会(Enzyme Commission)的标准为 E C 3.2.1.1,是指一类作用于淀粉分子,从分子内部切开α一1 ,4键,生成糊精和还原糖的水解酶, 产物的末端葡萄糖残基C1碳原子为α—构型,故称α一淀粉酶。
α—淀粉酶是目前最重要的工业酶制剂之一,在味精、饴糖、葡萄糖、酒精、啤酒、乳酸、柠檬酸等工业中发挥着巨大作用。
当今广泛使用的酶制剂始于1906年人类发现了用于液化淀粉生产乙醇的细菌淀粉酶,首先应用于工业的α—淀粉酶是来自于真菌的。
但是,由于一些细菌α—淀粉酶具有耐高温、耐酸、耐碱等特性,更符合工业生产中的各种极端条件,因此,目前在需高温的发酵等工业中使用的最为广泛的是细菌α—淀粉酶,尤其是来自杆菌(如解淀粉芽孢杆菌和地衣芽孢杆菌)的耐高温α一淀粉酶已占据相当大的市场。
衡量酶质量的最重要指标是酶活力(u/m1)。
70℃、pH6.0条件下,1min液化1毫克可溶性淀粉成为糊精所需要的酶量为1个酶活力单位。
在实际应用中,pH值、温度和Ca2+对耐高温Q一淀粉酶的酶活力及酶稳定性均有一定影响。
其作用稳定pH范围5.0—10.0,有效pH范围5.0-8.0,最适pH范围5.8-6.8;最适作用温度在90℃以上,95—97℃时液化迅速,100℃时仍保持相当活力,在连续喷射液化中,瞬间温度可至105-110℃;较低钙离子浓度条件下具有较好的热稳定性,一般[Ca2+]需要稳定在50-70ppm。
此外,和其他酶相同,耐高温α-淀粉酶本身也是蛋白质,它具有蛋白质一般通用性,如紫外线、热、表面活性剂、重金属盐及酸碱变性剂等也会使其部分或完全失活。
耐高温α—淀粉酶添加量随淀粉底物、液化设备和控制条件等诸多因素的不同而不同.为求得最佳用酶量,在使用前须先做一系列小型液化试验。
一般液化每kg淀粉使用20000u/ml规格耐高温α—淀粉酶0.3~0.8ml.耐高温α—淀粉酶存在于微生物体内,大规模提取必须借助发酵工程。
地衣芽孢杆菌是公认的具有重要工业生产价值的产耐高温α-淀粉酶的优良菌株,因此国内外厂家普遍采用地衣芽孢杆菌作菌种,经发酵、提取、浓缩制得耐高温α—淀粉酶成品。
1.2 耐高温α-淀粉酶的应用耐高温α—淀粉酶是淀粉及以淀粉为材料的工业生产中最重要的一种水解酶,已广泛应用于食品、啤酒酿造、酒精工业、纺织退浆和造纸工业.1.2。
1 在淀粉工业中的应用耐高温α—淀粉酶用于淀粉工业,可用来生产变性淀粉,淀粉糖等。
由于α—淀粉酶在适宜条件下对淀粉具有较强的水解能力,控制反应的条件, 可以控制淀粉的水解率,从而将淀粉水解成多孔状的多孔淀粉。
多孔淀粉可以作为微胶囊芯材和吸附剂,作为香精香料、风味物质、色素、药剂及保健食品中功能成分的吸附载体,成本低, 可自然降解, 现已广泛应用于食品、医药、化工、农业、保健品等领域【2】。
耐高温α-淀粉酶现已广泛的应用于淀粉糖的生产, 主要用于淀粉的液化和糖化. 工业生产中,淀粉的液化是将耐高温α-淀粉酶先混入淀粉乳中, 加热,淀粉糊化后进行液化。
由于耐高温α—淀粉酶对于糊化淀粉具有很强的催化水解作用, 因此可以迅速将淀粉水解成小分子, 使其粘度降低, 流动性增高, 以利于淀粉的糖化。
1.2。
2 在酒精工业中的应用在玉米为原料生产酒精中添加耐高温α—淀粉酶低温蒸煮的新工艺, 每生产 1 t 酒精可节煤 224。
42 kg, 又可减少冷却用水, 提高出酒率 8。
8%, 酒精成品质量也有显著提高。
酒精生产应用耐高温α—淀粉酶, 采用中温95 —105 ℃蒸煮, 既可有效地杀死原料中带来的杂菌,降低入池酸度和染菌机率,又可保护原材料中的淀粉组织不被破坏, 形成焦糖或其它物质而损失, 从而提高原料利用率。
1。
2。
3 在纺织退浆中的应用由于棉织物在编织过程中需使用较大的张力, 容易使丝线断裂,因此需加入一些浆料对其保护. 由于淀粉资源广泛,廉价易得, 易退浆,因此纺织工业中多采用淀粉浆.织物退浆主要使用α—淀粉酶,它会使淀粉大分子发生分解, 生成可溶性的水解产物, 减弱了对纤维的粘附力,因此可以通过水洗将其除去,最后从纤维上脱除。
早期是用麦芽产生的一种内生酶来退浆, 近期则使用真菌或细菌淀粉酶.耐高温α-淀粉酶尤其适用, 因为它们能够耐高温,在碱性的环境里有一定的稳定性,具有一个中性的最适 pH 值( pH5—7.5)。
酶的催化效率高, 有利于提高生产效率.如用碱分解淀粉退浆需要10 h-12 h, 而用耐高温α—淀粉酶只要 20 min—30 min 即可完成退浆过程。
淀粉酶退浆的另一原因是比其它退浆剂(如酸或氧化剂)更利于环保【5】。