PCBA检验标准课件
- 格式:ppt
- 大小:13.14 MB
- 文档页数:96
PCBA检查标准引言PCBA(Printed Circuit Board Assembly)是指印刷电路板组装,也就是将元器件、芯片等组装到印刷电路板上,形成一个完整的电路板。
为了确保PCBA的质量,我们需要进行检查和测试。
本文将介绍PCBA检查的标准和方法,以确保PCBA的质量符合要求。
检查内容PCBA检查主要包括外观检查、焊接质量检查和电气性能检查。
下面将逐一介绍这些检查内容。
外观检查外观检查是检查PCBA外观是否达到要求的步骤。
具体的外观检查内容包括: - 印刷电路板上是否有划痕、破损等物理损伤; - 元器件的位置是否正确; - 元器件与电路板之间的焊接是否牢固; - 元器件是否有漏焊、多焊、错位等问题; - PCB上的标识、文字等是否清晰可辨。
焊接质量检查焊接质量检查主要是检查PCBA焊接工艺是否符合要求。
具体的检查内容包括: - 元器件焊接是否均匀、光滑; - 焊盘与元器件引脚之间是否有间隙; - 焊盘上是否有锡丝、锡球等异物; - 是否有焊接过程中产生的焊渣; - 焊盘上的焊盘量是否符合要求。
电气性能检查电气性能检查是检查PCBA的电性能是否符合要求。
具体的电气性能检查内容包括: - 使用万用表或测试仪器对PCBA进行电阻、电流等基本参数的测试; - 使用示波器对PCBA进行波形测试,检查信号质量;- 使用逻辑分析仪对PCBA进行逻辑测试,检查信号时序等。
检查方法PCBA检查可以采用目视检查和仪器检测相结合的方法。
下面将介绍具体的检查方法。
目视检查目视检查是最基本的检查方法,可以通过肉眼观察PCBA的外观、焊接质量等情况。
目视检查时,需要注意以下几点: - 在光线明亮的环境下进行检查,以确保观察结果准确; - 观察时要仔细观察每个元器件的位置、焊接质量等情况,确保没有遗漏; - 可以使用放大镜来进行细致观察,以发现微小的问题。
仪器检测仪器检测是通过使用测试仪器对PCBA的各项电性能进行检测。
1.目的建立PCBA外观目视检验,使产品检验之判定有所依循,同时依此检验结果的回馈、分析、矫正,以确保产品之质量。
2.适用范围本标准通用于本公司生产任何产品PCBA的外观检验(在无特殊规定的情况外)。
包括公司内部生产和发外加工的产品。
特殊规定是指:因零件的特性或其它特殊需求,则PCBA的标准可加以适当修订,但其有效性应超越通用型的外观标准。
3.职责3.1 IQC负责根据本规范对公司外协加工返回的PCBA进行检验。
3.2 IPQC负责根据本规范对公司自加工的PCBA进行检验。
4.作业程序及标准要求4.1 产品来料包装4.1.1为防止PCBA损坏,来料需双层防护:防护外箱(防静电周转箱或纸箱)+内部隔离(防静电珍珠棉或气泡棉),PCBA板之间以及PCBA板与箱体之间应用适当的空间,不可挤压。
4.1.2每层PCBA板应用纸板或防静电珍珠棉隔开,顶层加一层防静电珍珠棉。
若为周转箱则顶面有大于50mm的空间,保证周转箱叠放时不要压到。
4.2检验作业规范4.2.1 检验前应先确保检验环境的光照应充足,工作平台清洁、接地。
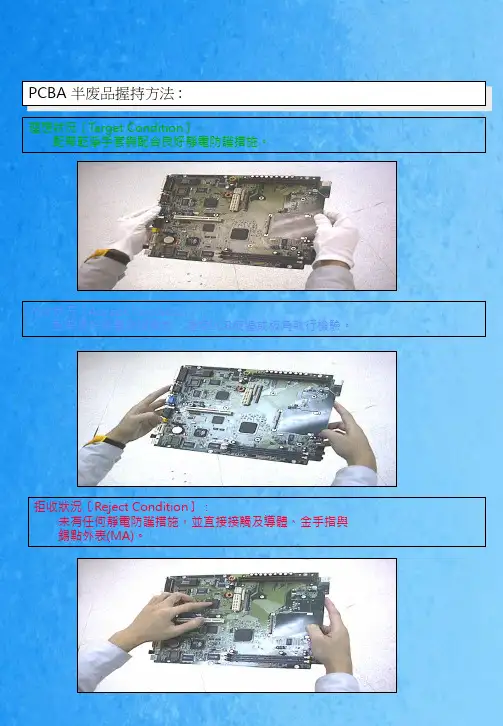
4.2.2 在接触前,为防止元件被静电击坏、手指污染,应戴上ESD防护手套或指套、防静电手环并确保接地。
4.2.3 若在无可靠的静电防护条件时,应手持电路板边缘部位,禁止用裸手触摸导体、焊接点及层压板表面。
4.2.4 检验目视距离约30-40cm,必要时以放大镜等工具辅助确认。
4.2.5 检验发现的不合格时应贴上不合格指示标签,同时单独存放于不合格品区或框内。
4.2.6 返修或返工PCBA时应将原不合格指示标签贴回原处,以便品质重点核查。
4.2.7 返修或返工后的产品应按正常程序报检,检验除原不合格处重点检查外,其余也需按正常流程作全面检验。
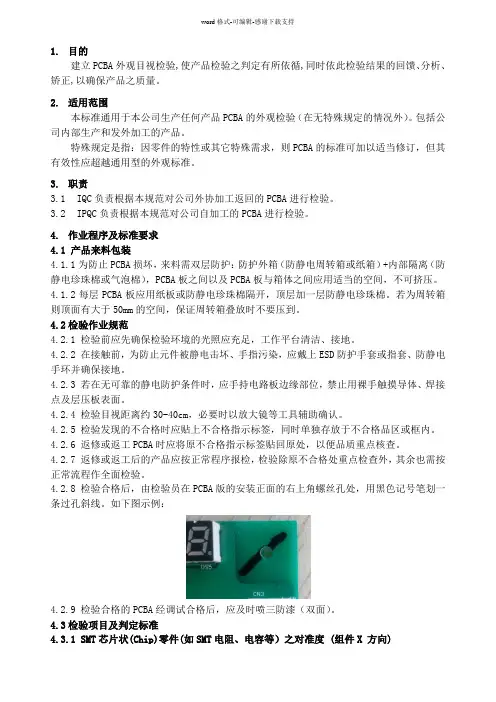
4.2.8 检验合格后,由检验员在PCBA版的安装正面的右上角螺丝孔处,用黑色记号笔划一条过孔斜线。
如下图示例:4.2.9 检验合格的PCBA经调试合格后,应及时喷三防漆(双面)。
pcba检验标准一、目的和范围本标准旨在为PCB(Printed Circuit Board,印刷电路板)组装过程的品质检查提供一个通用准则。
其范围涵盖了从原材料到成品组装过程中所有阶段的品质检查。
二、引用标准本标准参考了IPC-A-610C《电子设备验收条件》和IPC-7711/7721《线路板可接受条件/元件可接受条件》等标准,以及其他相关的国家和行业标准。
三、术语和定义1.PCBA:印刷电路组装件,指在印刷电路板上组装了电子元件的组件。
2.缺陷:不符合规格要求的项目或条件。
3.致命缺陷:可能导致产品失效、人员伤亡或重大财产损失的缺陷。
4.严重缺陷:可能影响产品性能或对产品可靠性产生负面影响的缺陷。
5.轻微缺陷:对产品性能和可靠性影响较小的缺陷。
四、检验要求1.检验分类检验分为来料检验、过程检验和成品检验三个阶段。
2.检验环境检验应在符合产品特性的环境下进行,如温度、湿度、洁净度等。
3.检验设备应使用符合标准的检验设备和工具,确保其准确性和可靠性。
4.检验人员检验人员应具备相应的专业知识和技能,能够正确理解和执行检验标准。
5.抽样方案根据实际情况制定合理的抽样方案,采用随机抽样或系统抽样方式。
6.缺陷分类与判定缺陷分类与判定应符合IPC-A-610C和IPC-7711/7721等标准的要求。
7.不合格品处理不合格品应按照相关规定进行处理,如返工、返修、报废等。
8.记录与报告应做好检验记录,定期生成品质报告,以便对品质状况进行分析和改进。
9.持续改进根据品质报告和客户反馈,持续优化检验标准和改进生产过程,提高产品质量和可靠性。
10.定期评审与更新定期对检验标准进行评审和更新,以确保其适应性和有效性。
五、检验方法1.目视检验目视检验是指通过观察PCB板的外观和元器件排列、焊接状况等来判断其是否符合要求的检验方法。
目视检验应关注表面是否有污渍、刮伤、变色等不良现象,焊点是否饱满、无气泡,元器件是否错装、漏装等。

PCB检验标准版本:A编写:日期:2005-08-15审核:日期:批准:日期:目录1.1、目勺:规范公司产品质量标准,对外观检验不良判定准确,使产品质量准确的满足公司内外顾客的需要。
1.2、范围:本标准制定了公司生产的各类产品在整个流程中焊接和成型外观检验不良判定标准。
1.3、标准使用注意事项:1.3.1本标准中的不合格就是指导符合标准里面规定的不合格判定。
1.3.2如果没有达到不合格判定内容的当合格品。
1.3.3如果符合不合格判定内容的则作为不合格产品,按照不合格产品处理方法去处理。
1.3.4示意图只作参考,不是指备有图的元件才做要求。
1.3.5有的产品元件类别无示意图,则可以参照其它类别的示意图。
1.3.6 标准中的最大尺寸是指任意方向测量的最大尺寸。
1.4、产品识别及不合格品的处理方法:1.4.1对于不合格产品有缺陷处标记(用小红标贴标记),在检验报表上相应的缺陷栏记录好,不合格品应同合格品分开,以免与合格品混淆。
1.4.2所有不合格产品均要退回供应商或相应的生产工序返修(或返工),对于特殊情况的基板,如起铜皮、PCB录油脱落、绿油起泡、PCB补线、线路上锡、PCB补油、PCB起泡等基板,则根据公司的实际情况进行分类,并单独处理。
1.5、定义:1.5.1 标准:1.5.1.1 允收标准(Acceptanee Criteria ):允收标准为理想状况、允收状况、不合格缺点状况(拒收状况)。
1.5.1.2 理想状况(Target Condition ):此组装状况为未符合接近理想与完美之组装状况,能有良好组装可靠度,判定为理想状况。
1.5.1.3 允收状况(Accetable Condition ):此组装状况为未符合接近理想状况,判定为允收状况。
1.5.1.4 不合格缺点状况(Non co nformi ng Defect Con diti on ):此组装状况为未能符合标准之不合格缺点状况,判定为拒收状况。