咬花资料
- 格式:xls
- 大小:47.50 KB
- 文档页数:2
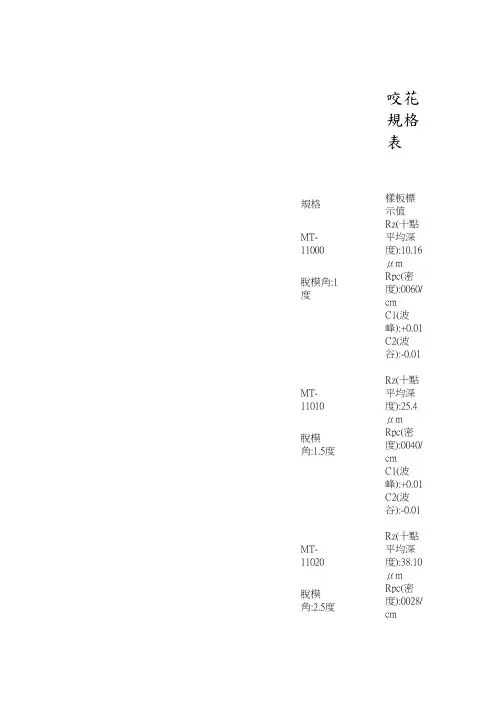
咬花規格表規格樣板標示值MT-11000Rz(十點平均深度):10.16μm脫模角:1度Rpc(密度):0060/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11010Rz(十點平均深度):25.4μm脫模角:1.5度Rpc(密度):0040/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11020Rz(十點平均深度):38.10μm脫模角:2.5度Rpc(密度):0028/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11030Rz(十點平均深度):50.8μm脫模角:3度Rpc(密度):0026/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11040Rz(十點平均深度):76.20μm脫模角:4.5度Rpc(密度):0025/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11050Rz(十點平均深度):114.3 0μm脫模角:6度Rpc(密度):0015/ cmC1(波峰):+0.01 C2(波谷):-0.01樣板實測值Rz(十點平均深度):8.33μm Rpc(密度):0060/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):19.56μm Rpc(密度):0040/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):28.17μm Rpc(密度):0028/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):42.73μm Rpc(密度):0026/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):56.91μm Rpc(密度):0025/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):73.74μm Rpc(密度):0015/ cmC1(波峰):+0.01 C2(波谷):-0.01。
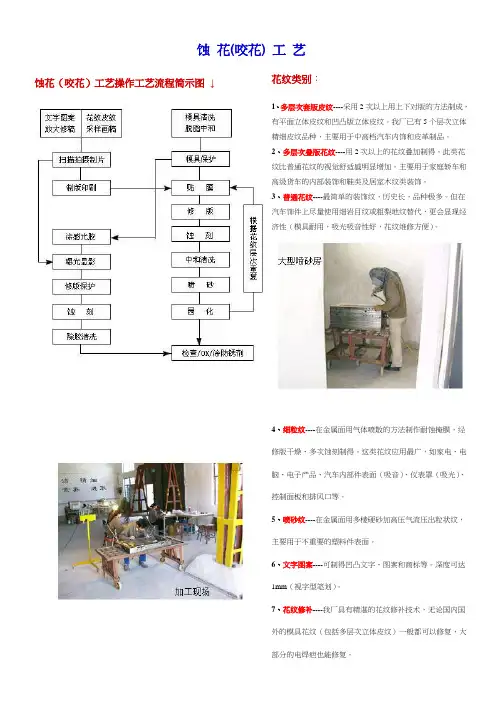
蚀花(咬花) 工艺蚀花(咬花)工艺操作工艺流程简示图↓花纹类别:1、多层次套版皮纹----采用2次以上用上下对版的方法制成,有平面立体皮纹和凹击版立体皮纹。
我厂已有5个层次立体精细皮纹品种,主要用于中高档汽车内饰和皮革制品。
2、多层次叠版花纹----用2次以上的花纹叠加制得。
此类花纹比普通花纹的视觉舒适感明显增加。
主要用于家庭轿车和高级货车的内部装饰和鞋类及居室木纹类装饰。
3、普通花纹----最简单的装饰纹,历史长,品种极多。
但在汽车饰件上尽量使用细岩目纹或粗梨地纹替代,更会显现经济性(模具耐用,吸光吸音性好,花纹维修方便)。
4、细粒纹----在金属面用气体喷散的方法制作耐蚀掩膜,经修版干燥、多次蚀刻制得。
这类花纹应用最广,如家电、电脑、电子产品、汽车内部件表面(吸音)、仪表罩(吸光)、控制面板和排风口等。
5、喷砂纹----在金属面用多棱硬砂加高压气流压出粒状纹,主要用于不重要的塑料件表面。
6、文字图案----可制得凹击文字、图案和商标等。
深度可达1mm(视字型笔划)。
7、花纹修补----我厂具有精湛的花纹修补技术,无论国内国外的模具花纹(包括多层次立体皮纹)一般都可以修复,大部分的电焊疤也能修复。
咬花MT版常用規格表( 每千分之一英寸, 拔模為1°-1.5°)模具的表面光潔度在製造模具時必須注意到在模具的不同部位,其所要求的表面加工后的光潔度也隨之改變。
而注塑時塑料所接觸到的模具表面,客戶一般都會有指定要求。
尤以注塑透明塑料的產品,表面光澤是會對產品的賣相和價值有著正面的影響。
( i ) 美國標准SPI 將模具光潔度分為12級不同標准。
每種光潔度所使用的處理材料都不同SPI標准是使用厚3/8 in,直徑1 in的H-13鋼料。
再在圓形平面上以下表所列的表面處理材料加工而成。
表面光潔度標准及加工所使用的處理材料(SPI AR-106) 單位:inch(ii) 日本標准JIS標准是將模具光潔度分為6級。

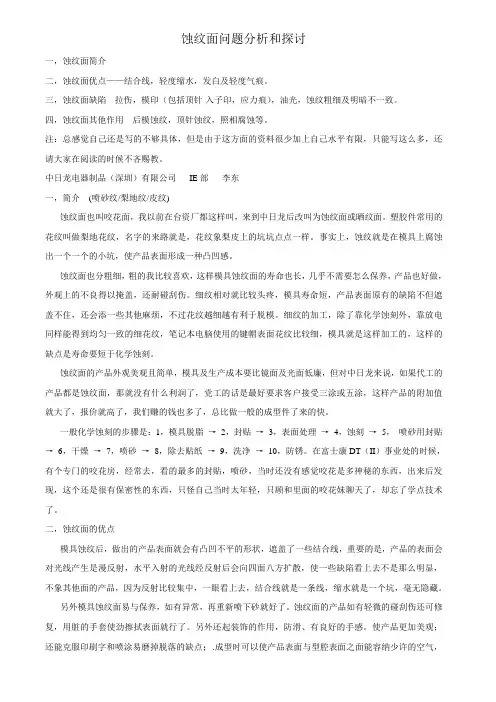
蚀纹面问题分析和探讨一,蚀纹面简介二,蚀纹面优点——结合线,轻度缩水,发白及轻度气痕。
三,蚀纹面缺陷---拉伤,模印(包括顶针-入子印,应力痕),油光,蚀纹粗细及明暗不一致。
四,蚀纹面其他作用---后模蚀纹,顶针蚀纹,照相腐蚀等。
注:总感觉自己还是写的不够具体,但是由于这方面的资料很少加上自己水平有限,只能写这么多,还请大家在阅读的时候不吝赐教。
中日龙电器制品(深圳)有限公司IE部李东一,简介(喷砂纹/梨地纹/皮纹)蚀纹面也叫咬花面,我以前在台资厂都这样叫,来到中日龙后改叫为蚀纹面或晒纹面。
塑胶件常用的花纹叫做梨地花纹,名字的来路就是,花纹象梨皮上的坑坑点点一样。
事实上,蚀纹就是在模具上腐蚀出一个一个的小坑,使产品表面形成一种凸凹感。
蚀纹面也分粗细,粗的我比较喜欢,这样模具蚀纹面的寿命也长,几乎不需要怎么保养,产品也好做,外观上的不良得以掩盖,还耐碰刮伤。
细纹相对就比较头疼,模具寿命短,产品表面原有的缺陷不但遮盖不住,还会添一些其他麻烦,不过花纹越细越有利于脱模。
细纹的加工,除了靠化学蚀刻外,靠放电同样能得到均匀一致的细花纹,笔记本电脑使用的键帽表面花纹比较细,模具就是这样加工的,这样的缺点是寿命要短于化学蚀刻。
蚀纹面的产品外观美观且简单,模具及生产成本要比镜面及光面低廉,但对中日龙来说,如果代工的产品都是蚀纹面,那就没有什么利润了,党工的话是最好要求客户接受三涂或五涂,这样产品的附加值就大了,报价就高了,我们赚的钱也多了,总比做一般的成型件了来的快。
一般化学蚀刻的步骤是:1,模具脱脂→2,封贴→3,表面处理→4,蚀刻→5,喷砂用封贴→6,干燥→7,喷砂→8,除去贴纸→9,洗净→10,防锈。
在富士康DT(II)事业处的时候,有个专门的咬花房,经常去,看的最多的封贴,喷砂,当时还没有感觉咬花是多神秘的东西,出来后发现,这个还是很有保密性的东西,只怪自己当时太年轻,只顾和里面的咬花妹聊天了,却忘了学点技术了。
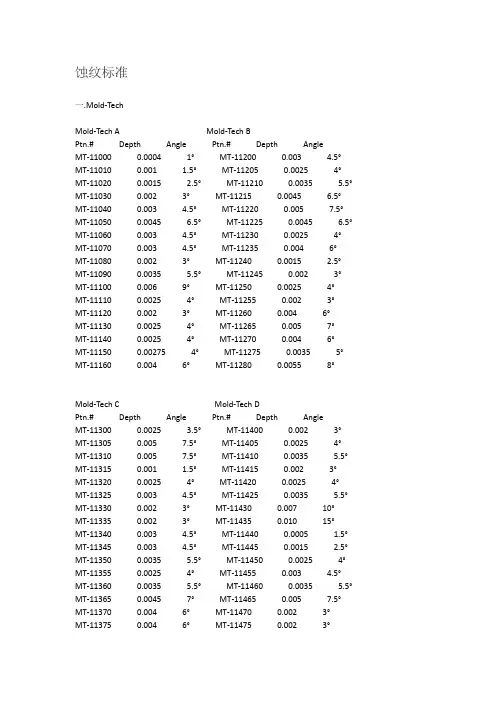
蚀纹标准一.Mold-TechMold-Tech A Mold-Tech BPtn.#Depth Angle Ptn.#Depth AngleMT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558°Mold-Tech C Mold-Tech DPtn.#Depth Angle Ptn.#Depth AngleMT-113000.0025 3.5°MT-114000.0023°MT-113050.0057.5°MT-114050.00254°MT-113100.0057.5°MT-114100.0035 5.5°MT-113150.001 1.5°MT-114150.0023°MT-113200.00254°MT-114200.00254°MT-113250.003 4.5°MT-114250.0035 5.5°MT-113300.0023°MT-114300.00710°MT-113350.0023°MT-114350.01015°MT-113400.003 4.5°MT-114400.0005 1.5°MT-113450.003 4.5°MT-114450.0015 2.5°MT-113500.0035 5.5°MT-114500.00254°MT-113550.00254°MT-114550.003 4.5°MT-113600.0035 5.5°MT-114600.0035 5.5°MT-113650.00457°MT-114650.0057.5°MT-113700.0046°MT-114700.0023°MT-113750.0046°MT-114750.0023°MT-113800.0046°MT-114800.003 4.5°Plaque #6Plaque #7Plaque #8Plaque #10Ptn.#Depth Ptn.#Depth Ptn.#Depth Ptn.#Depth MT2290.003MT3250.003MT5880.0085MT9800.004MT3920.004MT9640.003MT8880.013MT9010. 003MT5850.0035MT10380.002MT10280.0035MT9450.0065MT8890.004MT10430.002MT10670.013MT9700.002MT10130.003MT11700.0025MT11490.013MT9720.0025MT10150.0055MT11920.0015MT11530.0075MT9730.0035MT10390.003MT12390.003MT12110.0095MT9740.0025MT10550.0055MT12400.003MT12260.0035MT9780.003MT10680.0055MT12410.002MT12270.0035MT9850.0025MT10700.007MT12420.002MT12280.0095MT1055-10.0001MT10740.0055MT12430.002MT12300.013MT1055-20.0045MT11290.003MT12440.0025MT12320.003MT1055-30.0005MT11590.008MT12500.003MT12330.0035MT1055-40.0075MT11220.0015MT20190.0025MT12340.0035MT1055 -50.001MT11250.006MT20200.002MT12350.0035MT10550.0015MT11260.0065MT20280.0025MT12360.0035MT1055 -60.0017MT11270.0025230530.002MT12380.0045MT1055-70.0225MT15260.0135230640.0015230310.0085二.昵宏咬花番號拔模斜度平均值μ打光程度加工種類HN-DS111° 5 ~ 7800噴砂咬花HN-DS12 1.5°10 ~ 13600 ~ 800HN-DS132°12 ~ 15600 ~ 800HN-DS142°13 ~ 19600 ~ 800HN-DS013°25 ~ 30320HN-DS024°35 ~ 40320HN-DS034°36 ~ 42320化學咬花HN-DS04 4.5°38 ~ 43320HN-DS05 1.5°9 ~ 13800HN-DS062°14 ~ 19800HN-DS07 2.5°19 ~ 24600HN-DS083°25 ~ 30400三.梨地梨地NO.12°8~9#400梨地NO.2 2.5°15~16#400梨地NO.33°15~17#400梨地NO.4 3.5°16~18#400梨地NO.54°20~23#400梨地NO.6 4.5°25~30#400梨地NO.76°40~42#320梨地NO.86°57~60#320梨地NO.96°60~66#320S ---半光澤G ---半光澤NO.11° 1.7鏡面NO.21°1鏡面NO.31° 1.4鏡面NO.41° 1.81000NO.51° 2.91000NO.6 1.5°41000NO.7 1.5° 6.5#800NO.82°7#800NO.9 2.5°7.7#800NO.103°10~11#600NO.113~4°12~15#600NO.124~5°16~18#600S ---半光澤G ---半光澤HN20 2.5°12~14#400HN213°15~17#400HN223~4°23~25#400HN234~5°33~37#320HN244°19~21#320HN254°23~25#320HN264°26~30#320HN275°37~40#320HN295~6°45~50#320 HN306°58~63#320 HN316°65~73#320S ---半光澤G ---半光澤HN10001°4~5#800 HN10011°5~6#800 HN1002 1.5°8~#800 HN10031°3~4#800 HN10041°4~5#800 HN10051° 5~6#800 HN10062°10~11#600 HN1007 2.5°12~13#600 HN10083°17~19#600 HN1009 1.5°6~7#600 HN10102°7~8#600 HN10113°13~14#600 HN1012 3.5°25~27#400 HN10134°33~37#400 HN10145°43~50#400 HN10153°19~21#400 HN10164°32~~33#320 HN10175°36~~38#320 S ---半光澤G ---半光澤HN2000 1.5°8~9#600 HN20012°13~15#600 HN2002 2.5°22~34#400 HN2003 3.5°40~44#400 HN20044°44~47#400 HN2005 5.5°61~65#400 HN2006 5.5°60~63#400 HN20075°61~64#400 HN20085°63~66#400 HN20093°33~35#400 HN2010 3.5°43~46#400 HN20112°20~21#400 HN20123°28~32#400 HN2013 3.5°30~35#400 HN2014 2.5°19~22#400 HN2015 2.5°25~29#400 HN20163°33~38#400 HN20174°38~41#400 HN20184°50~58#400 HN20195°70~75#400HN2021 2.5°23~26#400HN20223°25~27#400HN20234°30~34#400HN2024 4.5°42~50#400HN20255°52~56#400HN20265°62~70#400S ---半光澤G ---半光澤HN3000 1.5°4~5#800HN3001 1.5°5~6#800HN3002 1.5°7~9#800HN3003 2.5°8~11#800HN30043°10~15#600HN30053°16~18#600HN3006 3.5°17~20#600HN3007 1.5°7~9#600HN30082°9~11#600HN3009 2.5°12~14#600HN3010 2.5°15~18#600HN30113°18~22#600HN3012 3.5°24~28#600HN3013 3.5°27~31#600S ---半光澤G ---半光澤四.相关术语咬花、蚀纹、晒文,其实质就是同一种工艺。
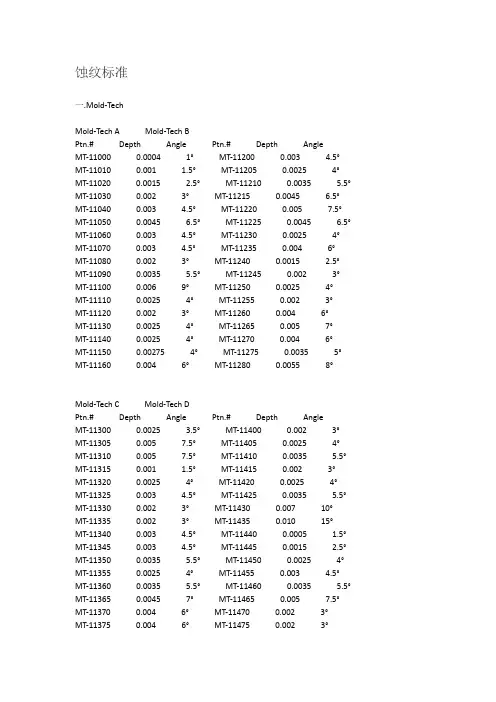
蚀纹标准一.Mold-TechMold-Tech A Mold-Tech BPtn.# Depth Angle Ptn.# Depth AngleMT-11000 0.0004 1°MT-11200 0.003 4.5°MT-11010 0.001 1.5°MT-11205 0.0025 4°MT-11020 0.0015 2.5°MT-11210 0.0035 5.5°MT-11030 0.002 3°MT-11215 0.0045 6.5°MT-11040 0.003 4.5°MT-11220 0.005 7.5°MT-11050 0.0045 6.5°MT-11225 0.0045 6.5°MT-11060 0.003 4.5°MT-11230 0.0025 4°MT-11070 0.003 4.5°MT-11235 0.004 6°MT-11080 0.002 3°MT-11240 0.0015 2.5°MT-11090 0.0035 5.5°MT-11245 0.002 3°MT-11100 0.006 9°MT-11250 0.0025 4°MT-11110 0.0025 4°MT-11255 0.002 3°MT-11120 0.002 3°MT-11260 0.004 6°MT-11130 0.0025 4°MT-11265 0.005 7°MT-11140 0.0025 4°MT-11270 0.004 6°MT-11150 0.00275 4°MT-11275 0.0035 5°MT-11160 0.004 6°MT-11280 0.0055 8°Mold-Tech C Mold-Tech DPtn.# Depth Angle Ptn.# Depth AngleMT-11300 0.0025 3.5°MT-11400 0.002 3°MT-11305 0.005 7.5°MT-11405 0.0025 4°MT-11310 0.005 7.5°MT-11410 0.0035 5.5°MT-11315 0.001 1.5°MT-11415 0.002 3°MT-11320 0.0025 4°MT-11420 0.0025 4°MT-11325 0.003 4.5°MT-11425 0.0035 5.5°MT-11330 0.002 3°MT-11430 0.007 10°MT-11335 0.002 3°MT-11435 0.010 15°MT-11340 0.003 4.5°MT-11440 0.0005 1.5°MT-11345 0.003 4.5°MT-11445 0.0015 2.5°MT-11350 0.0035 5.5°MT-11450 0.0025 4°MT-11355 0.0025 4°MT-11455 0.003 4.5°MT-11360 0.0035 5.5°MT-11460 0.0035 5.5°MT-11365 0.0045 7°MT-11465 0.005 7.5°MT-11370 0.004 6°MT-11470 0.002 3°MT-11375 0.004 6°MT-11475 0.002 3°MT-11380 0.004 6°MT-11480 0.003 4.5°Plaque #6 Plaque #7 Plaque #8 Plaque #10Ptn.# Depth Ptn.# Depth Ptn.# Depth Ptn.# Depth MT229 0.003 MT325 0.003 MT588 0.0085 MT9800.004MT392 0.004 MT964 0.003 MT888 0.013 MT901 0. 003MT585 0.0035 MT1038 0.002 MT1028 0.0035 MT9450.0065MT889 0.004 MT1043 0.002 MT1067 0.013 MT9700.002MT1013 0.003 MT1170 0.0025 MT1149 0.013 MT9720.0025MT1015 0.0055 MT1192 0.0015 MT1153 0.0075 MT9730.0035MT1039 0.003 MT1239 0.003 MT1211 0.0095 MT9740.0025MT1055 0.0055 MT1240 0.003 MT1226 0.0035 MT9780.003MT1068 0.0055 MT1241 0.002 MT1227 0.0035 MT9850.0025MT1070 0.007 MT1242 0.002 MT1228 0.0095 MT1055-10.0001MT1074 0.0055 MT1243 0.002 MT1230 0.013 MT1055-20.0045MT1129 0.003 MT1244 0.0025 MT1232 0.003 MT1055-30.0005MT1159 0.008 MT1250 0.003 MT1233 0.0035 MT1055-40.0075MT1122 0.0015 MT2019 0.0025 MT1234 0.0035 MT1055-5 0.001MT1125 0.006 MT2020 0.002 MT1235 0.0035 MT10550.0015MT1126 0.0065 MT2028 0.0025 MT1236 0.0035 MT1055-6 0.0017MT1127 0.0025 23053 0.002 MT1238 0.0045 MT1055-70.0225MT1526 0.0135 23064 0.0015 23031 0.0085二.昵宏咬花番號拔模斜度平均值μ打光程度加工種類HN-DS11 1° 5 ~ 7 800 噴砂咬花HN-DS12 1.5°10 ~ 13 600 ~ 800HN-DS13 2°12 ~ 15 600 ~ 800HN-DS14 2°13 ~ 19 600 ~ 800HN-DS01 3°25 ~ 30 320HN-DS02 4°35 ~ 40 320HN-DS03 4°36 ~ 42 320 化學咬花HN-DS04 4.5°38 ~ 43 320HN-DS05 1.5°9 ~ 13 800HN-DS06 2°14 ~ 19 800HN-DS07 2.5°19 ~ 24 600HN-DS08 3°25 ~ 30 400三.梨地梨地NO. 1 2°8~9 #400梨地NO. 2 2.5°15~16 #400梨地NO. 3 3°15~17 #400梨地NO. 4 3.5°16~18 #400梨地NO. 5 4°20~23 #400梨地NO. 6 4.5°25~30 #400梨地NO. 7 6°40~42 #320梨地NO. 8 6°57~60 #320梨地NO. 9 6°60~66 #320S ---半光澤G ---半光澤NO. 1 1° 1.7 鏡面NO. 2 1° 1 鏡面NO. 3 1° 1.4 鏡面NO. 4 1° 1.8 1000NO. 5 1° 2.9 1000NO. 6 1.5° 4 1000NO. 7 1.5° 6.5 #800NO. 8 2°7 #800NO. 9 2.5°7.7 #800NO. 10 3°10~11 #600NO. 11 3~4°12~15 #600NO. 12 4~5°16~18 #600S ---半光澤G ---半光澤HN20 2.5°12~14 #400HN21 3°15~17 #400HN22 3~4°23~25 #400HN23 4~5°33~37 #320HN24 4°19~21 #320HN25 4°23~25 #320HN26 4°26~30 #320HN27 5°37~40 #320HN29 5~6°45~50 #320 HN30 6°58~63 #320 HN31 6°65~73 #320S ---半光澤G ---半光澤HN1000 1°4~5 #800 HN1001 1°5~6 #800 HN1002 1.5°8~ #800 HN1003 1°3~4 #800 HN1004 1°4~5 #800 HN1005 1°5~6 #800 HN1006 2°10~11 #600 HN1007 2.5°12~13 #600 HN1008 3°17~19 #600 HN1009 1.5°6~7 #600 HN1010 2°7~8 #600 HN1011 3°13~14 #600 HN1012 3.5°25~27 #400 HN1013 4°33~37 #400 HN1014 5°43~50 #400 HN1015 3°19~21 #400 HN1016 4°32~~33 #320 HN1017 5°36~~38 #320 S ---半光澤G ---半光澤HN2000 1.5°8~9 #600 HN2001 2°13~15 #600 HN2002 2.5°22~34 #400 HN2003 3.5°40~44 #400 HN2004 4°44~47 #400 HN2005 5.5°61~65 #400 HN2006 5.5°60~63 #400 HN2007 5°61~64 #400 HN2008 5°63~66 #400 HN2009 3°33~35 #400 HN2010 3.5°43~46 #400 HN2011 2°20~21 #400 HN2012 3°28~32 #400 HN2013 3.5°30~35 #400 HN2014 2.5°19~22 #400 HN2015 2.5°25~29 #400 HN2016 3°33~38 #400 HN2017 4°38~41 #400 HN2018 4°50~58 #400 HN2019 5°70~75 #400HN2021 2.5°23~26 #400HN2022 3°25~27 #400HN2023 4°30~34 #400HN2024 4.5°42~50 #400HN2025 5°52~56 #400HN2026 5°62~70 #400S ---半光澤G ---半光澤HN3000 1.5°4~5 #800HN3001 1.5°5~6 #800HN3002 1.5°7~9 #800HN3003 2.5°8~11 #800HN3004 3°10~15 #600HN3005 3°16~18 #600HN3006 3.5°17~20 #600HN3007 1.5°7~9 #600HN3008 2°9~11 #600HN3009 2.5°12~14 #600HN3010 2.5°15~18 #600HN3011 3°18~22 #600HN3012 3.5°24~28 #600HN3013 3.5°27~31 #600S ---半光澤G ---半光澤四.相关术语咬花、蚀纹、晒文,其实质就是同一种工艺。
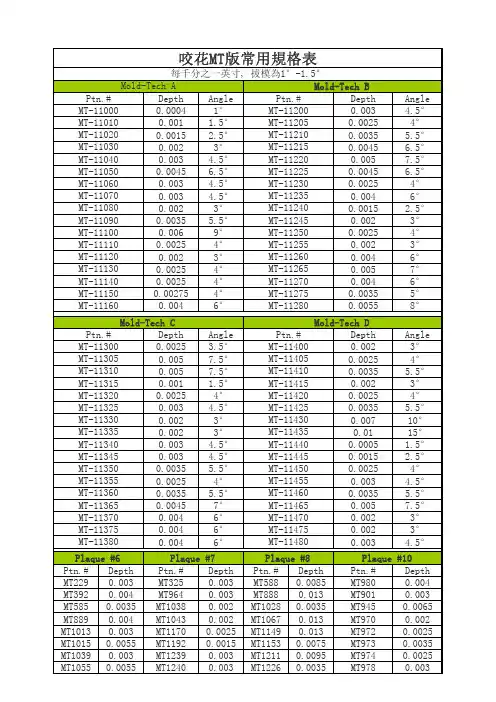
Ptn.#MT229MT392MT585MT889MT1013MT1015MT1039MT1055MT-11370MT-11375MT-11380MT-11350MT-11365MT-11330MT-11335MT-11340MT-11345MT-11355MT-11360MT-11310MT-11315MT-11320MT-11325Ptn.#MT-11300MT-11305MT-11140MT-11150MT-11160MT-11100MT-11110MT-11120MT-11130MT-11060MT-11070MT-11080MT-11090Ptn.#MT-11000MT-11010Plaque #6咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°MT-11020MT-11030MT-11040MT-11050Depth Angle Depth Angle 0.00041°0.003 4.5°0.001 1.5°0.00254°Ptn.#MT-11200MT-11205Mold-Tech A Mold-Tech B0.0015 2.5°0.0035 5.5°0.0023°0.0045 6.5°0.003 4.5°0.0057.5°0.0045 6.5°0.0045 6.5°MT-11210MT-11215MT-11220MT-112250.003 4.5°0.00254°0.003 4.5°0.0046°0.0023°0.0015 2.5°MT-11230MT-11235MT-112400.0035 5.5°0.0020.0069°0.00250.00254°0.002MT-11245MT-11250MT-112553°4°3°0.0023°0.0040.00254°0.0050.00254°0.004MT-11265MT-11270MT-112606°7°6°0.002754°0.00350.0046°0.0055MT-11280Mold-Tech C MT-11275Mold-Tech D5°8°Depth AngleDepth 0.0025 3.5°0.0020.0057.5°0.0025Ptn.#MT-11400MT-11405Angle 3°4°0.0057.5°0.00350.001 1.5°0.0020.00254°0.0025MT-11410MT-11415MT-11420 5.5°3°4°0.003 4.5°0.00350.0023°0.0070.0023°0.01MT-11425MT-11430MT-11435 5.5°10°15°0.003 4.5°0.00050.003 4.5°0.00150.0035 5.5°0.0025MT-11440MT-11445MT-11450 1.5°2.5°4°0.00254°0.0030.0035 5.5°0.00350.00457°0.005MT-11455MT-11460MT-11465 4.5°5.5°7.5°0.0046°0.0020.0046°0.0020.0046°0.003MT-11475MT-11480MT-114703°3°4.5°Depth Ptn.#Depth Ptn.#Depth Ptn.#0.003MT3250.003MT5880.0085MT980Pla Plaque #7Plaque #8Depth 0.004que #100.004MT9640.003MT8880.013MT9010.0035MT10380.002MT10280.0035MT9450.004MT10430.002MT10670.013MT9700.0030.00650.0020.003MT11700.0025MT11490.013MT9720.0055MT11920.0015MT11530.0075MT9730.003MT12390.003MT12110.0095MT9740.00250.00350.00250.0055MT12400.003MT12260.0035MT9780.003MT1068MT1070MT1074MT1129MT1159MT1122MT1125MT1126MT1127MT1526 2.5°3°HN21HN22HN20NO. 11NO. 12NO. 9NO. 10NO. 8NO. 6NO. 4NO. 2梨地NO. 9梨地NO. 7梨地NO. 8梨地NO. 5梨地NO. 6梨地NO. 315~17#400梨地NO. 4梨地NO. 1梨地NO. 215~16#400HN-DS01HN-DS02HN-DS03咬花番號HN-DS11HN-DS12HN-DS13NO. 1NO. 3NO. 5NO. 7HN-DS07HN-DS08HN-DS04HN-DS05HN-DS06HN-DS140.0055MT12410.002MT12270.0035MT9850.007MT12420.002MT12280.0095MT1055-0.0055MT12430.002MT12300.013MT1055-0.002510.000120.00450.003MT12440.0025MT12320.003MT1055-0.008MT12500.003MT12330.0035MT1055-0.0015MT20190.0025MT12340.0035MT1055-30.000540.007550.0010.006MT20200.002MT12350.0035MT10550.0065MT20280.0025MT12360.0035MT1055-0.0025230530.002MT12380.0045MT1055-0.001560.001770.02250.0135230640.0015230310.0085昵宏咬花規格表拔模斜度1°1.5°打光程度800600 ~ 8005 ~ 710 ~ 13平均值 μ加工種類2°2°3°600 ~ 800320600 ~ 80025 ~ 3012 ~ 1513 ~ 19噴砂咬花4°4°4.5°32032032035 ~ 4036 ~ 4238 ~ 431.5°2°2.5°8008006009 ~ 1314 ~ 1919 ~ 24化學咬花3°2°8~9#40040025 ~ 303.5°4°4.5°40~42#32020~23#40025~30#40016~18#4006°6°6°60~6657~60#320S ---半光澤 #320 G ---半光澤1°1°1°鏡面鏡面1.71鏡面1.41°1°1.5°10001.82.94100010001.5°2°2.5°7.7#8006.5#8007#8003°3~4°4~5°12~1516~1810~11#600#600#6002.5°3°15~1712~14#400#400S ---半光澤 G ---半光澤3~4°23~25#400HN2022HN2014HN2015HN2016HN2017HN2018HN2019HN2020HN2021HN2010HN2011HN2012HN2013HN2006HN2007HN2008HN2009HN2001HN2002HN2000HN1016HN1017HN1014HN1015HN1012HN1013HN1010HN1011HN1008HN1009HN1006HN1007HN1004HN1005HN1002HN1003HN1000HN1001HN31HN29HN30HN27HN28HN25HN26HN23HN24HN2003HN2004HN20054~5°4°33~3719~21#320#3204°4°5°37~4023~2526~30#320#320#3205~6°5~6°6°45~5058~6341~43#320#320#3206°1°4~565~73#800#320S ---半光澤 G ---半光澤1°1.5°1°8~5~6#8003~4#800#8001°1°2°10~1112~13#600#6004~5#8005~6#8002.5°3°1.5°2°7~817~19#600#6006~7#6003°3.5°4°25~2733~3713~14#400#400#6005°3°4°32~~3343~5019~21#320#400#4005°1.5°8~936~~38#600S ---半光澤 #320G ---半光澤2°2.5°3.5°#40040~4413~1522~34#600#4004°5.5°5.5°#40044~4761~6560~63#400#4005°5°3°#40061~6463~6633~35#400#4003.5°2°3°3.5°#400#40043~4620~2128~3230~35#400#4002.5°2.5°3°#400#40019~2225~2933~38#4004°4°5°#40050~5870~7538~41#400#4002°2.5°3°25~2716~2323~26#400#400#400相關術語咬花、蝕紋、曬文,其實質就是同一種工藝。
咬花報價單一.咬花A.模具咬花面積在5平方厘米以上,50平方厘米以下價格﹕a.一般性細紋﹕15~25元/平方厘米﹔b.要求精確性較高﹕25~35元/平方厘米﹔c.粗紋﹐皮紋﹕35~50元/平方厘米﹔d.特殊紋種﹕35~50元/平方厘米﹔e.頂針咬花: 一般性細紋10~20元/支﹐粗紋要求精確性較高25~40元/支(批量價格可優惠)B.模具咬花面積在5平方厘米以下價格按100至200元計價/件﹐具體按模具大小復雜程度計價。
二.模具補花A.模具補花面積5平方厘米以下按100元計價/件。
B.模具補花面積5平方厘米以上計價/件為﹕a. 5~10平方厘米﹐一般紋為100~200元﹐(特殊紋以及精度高紋﹐粗紋)為300~600元。
b 10~15平方厘米﹐一般紋為200~400元﹐(特殊紋以及精度高紋﹐粗紋)為500~800元。
c 15~20平方厘米﹐一般紋為300~400元﹐(特殊紋以及精度高紋﹐粗紋)為500~900元。
d 20~50平方厘米﹐一般紋為400~500元﹐(特殊紋以及精度高紋﹐粗紋)為600~1000元。
C.模具補花面積50平方厘米以上, 具體按模具大小復雜程度計價。
三.其它處理。
A.噴砂﹕面積小于10平方厘米30~100元/件; 面積大于10平方厘米小于50平方厘米的以4元/平方厘米。
面積大于50平方厘米的以2元/平方厘米計價。
B.調光﹐除鏽﹕面積小于10平方厘米50~200元/件﹔。
面積大于10平方厘米小于50平方厘米的以6元/平方厘米計價。
面積大于50平方厘米的以4元/平方厘米計價C.需用菲林處理價格視復雜程度另行議價。