外观面(咬花)
- 格式:pps
- 大小:294.50 KB
- 文档页数:7

咬花面拔模標准一﹐產品外觀面若需咬花﹐我們在拆模時需嚴格按照下面的標准對產品沿脫模方向進行拔模﹐以避免黏模拉傷成品。
(以下為常見兩種版本咬花規格表)咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°Mold-Tech A Mold-Tech BPtn.#Depth Angle Ptn.#Depth Angle MT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558°Mold-Tech C Mold-Tech DPtn.#Depth Angle Ptn.#Depth AngleMT-11300 0.0025 3.5° MT-11400 0.002 3° MT-11305 0.005 7.5° MT-11405 0.0025 4° MT-11310 0.005 7.5° MT-11410 0.0035 5.5° MT-11315 0.001 1.5° MT-11415 0.002 3° MT-11320 0.0025 4° MT-11420 0.0025 4° MT-11325 0.003 4.5° MT-11425 0.0035 5.5° MT-11330 0.002 3° MT-11430 0.007 10° MT-11335 0.002 3° MT-11435 0.010 15° MT-11340 0.003 4.5° MT-11440 0.0005 1.5° MT-11345 0.003 4.5° MT-11445 0.0015 2.5° MT-11350 0.0035 5.5° MT-11450 0.0025 4° MT-11355 0.0025 4° MT-11455 0.003 4.5° MT-11360 0.0035 5.5° MT-11460 0.0035 5.5° MT-11365 0.0045 7° MT-11465 0.005 7.5° MT-11370 0.004 6° MT-11470 0.002 3° MT-11375 0.004 6° MT-11475 0.002 3° MT-113800.0046°MT-114800.0034.5°Plaque #6 Plaque #7 Plaque #8 Plaque #10 Ptn.# Depth Ptn.#Depth Ptn.# Depth Ptn.# Depth MT229 0.003 MT3250.003 MT588MT980 0.004 MT392 0.004 MT964 0.003 MT888 0.013 MT901 0.003 MT585 0.0035 MT1038 0.002 MT1028 0.0035 MT945 0.0065MT889 0.004 MT1043 0.002 MT1067 0.013 MT970 0.002 MT1013 0.003 MT1170 0.0025 MT1149 0.013 MT972 0.0025MT1015 0.0055 MT1192 0.0015 MT1153 0.0075 MT973 0.0035MT1039 0.003 MT1239 0.003 MT1211 0.0095 MT974 0.0025MT1055 0.0055 MT1240 0.003 MT1226 0.0035 MT978 0.003 MT1068 0.0055 MT1241 0.002 MT1227 0.0035 MT985 0.0025MT1070 0.007 MT1242 0.002 MT1228 0.0095 MT1055-1 0.0001MT1074 0.0055 MT1243 0.002 MT1230 0.013 MT1055-2 0.0045MT1129 0.003 MT1244 0.0025 MT1232 0.003 MT1055-3 0.0005MT1159 0.008 MT1250 0.003 MT1233 0.0035 MT1055-4 0.0075MT11220.0015MT20190.0025MT12340.0035MT1055-50.001MT1127 0.0025 23053 0.002 MT1238 0.0045 MT1055-7 0.0225MT1526 0.0135 23064 0.0015 23031 0.0085 MT1055-8 0.0325MT11260.0065MT20280.0025MT12360.0035MT1055-60.0017 MT11270.0025230530.002MT12380.0045MT1055-70.0225 MT15260.0135230640.0015230310.0085MT1055-80.0325昵宏咬花規格表咬花番號拔模斜度平均值 μ打光程度加工種類HN-DS111° 5 ~ 7800HN-DS12 1.5°10 ~ 13600 ~ 800HN-DS132°12 ~ 15600 ~ 800HN-DS142°13 ~ 19600 ~ 800HN-DS013°25 ~ 30320HN-DS024°35 ~ 40320HN-DS034°36 ~ 42320HN-DS04 4.5°38 ~ 43320HN-DS05 1.5°9 ~ 13800HN-DS062°14 ~ 19800HN-DS07 2.5°19 ~ 24600HN-DS083°25 ~ 30400梨地NO. 12°8~9 #400梨地NO. 2 2.5°15~16#400梨地NO. 33°15~17#400梨地NO. 4 3.5°16~18#400梨地NO. 54°20~23#400梨地NO. 6 4.5°25~30#400梨地NO. 76°40~42#320梨地NO. 86°57~60#320梨地NO. 96°60~66#320S ---半光澤 G ---半光澤NO. 11° 1.7鏡面NO. 31° 1.4鏡面NO. 41° 1.81000 NO. 51° 2.91000 NO. 6 1.5°41000 NO. 7 1.5° 6.5#800 NO. 82°7#800 NO. 9 2.5°7.7#800 NO. 103°10~11#600 NO. 113~4°12~15#600 NO. 124~5°16~18#600S ---半光澤 G ---半光澤 HN20 2.5°12~14#400 HN213°15~17#400 HN223~4°23~25#400 HN234~5°33~37#320 HN244°19~21#320 HN254°23~25#320 HN264°26~30#320 HN275°37~40#320 HN285~6°41~43#320 HN295~6°45~50#320 HN306°58~63#320 HN316°65~73#320S ---半光澤 G ---半光澤HN10001°4~5#800 HN10011°5~6#800 HN1002 1.5°8~#800 HN10031°3~4#800 HN10041°4~5#800 HN10051° 5~6#800 HN10062°10~11#600 HN1007 2.5°12~13#600 HN10083°17~19#600 HN1009 1.5°6~7#600 HN10102°7~8#600HN10113°13~14#600 HN1012 3.5°25~27#400 HN10134°33~37#400 HN10145°43~50#400 HN10153°19~21#400 HN10164°32~~33#320 HN10175°36~~38#320S ---半光澤 G ---半光澤 HN2000 1.5°8~9#600 HN20012°13~15#600 HN2002 2.5°22~34#400 HN2003 3.5°40~44#400 HN20044°44~47#400 HN2005 5.5°61~65#400 HN2006 5.5°60~63#400 HN20075°61~64#400 HN20085°63~66#400 HN20093°33~35 #400 HN2010 3.5°43~46#400 HN20112°20~21#400 HN20123°28~32#400 HN2013 3.5°30~35#400 HN2014 2.5°19~22#400 HN2015 2.5°25~29#400 HN20163°33~38#400 HN20174°38~41#400 HN20184°50~58#400 HN20195°70~75#400 HN20202°16~23#400 HN2021 2.5°23~26#400 HN20223°25~27#400 HN20234°30~34#400 HN2024 4.5°42~50#400 HN20255°52~56#400 HN20265°62~70 #400S ---半光澤 G ---半光澤HN3000 1.5°4~5#800HN3001 1.5°5~6#800HN3002 1.5°7~9#800HN3003 2.5°8~11#800HN30043°10~15#600HN30053°16~18#600HN3006 3.5°17~20#600HN3007 1.5°7~9#600HN30082°9~11#600HN3009 2.5°12~14#600HN3010 2.5°15~18#600HN30113°18~22#600HN3012 3.5°24~28#600HN3013 3.5°27~31#600每千分之一英寸, 拔模為1°-1.5°二﹐具體實例說明(以電池蓋為例)1. 咬花面拆在母模﹐則沿脫模方向之母模面要按上述標准做拔模角。
角度没有太大的规定!一般做整数方便加工就可!不过落差一定要0.02以上!大的高度落差就做大一点!角度一般做2-3度之间!大的产品做到5度!讨论拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教这个话题刚好我在别的论坛上发表过先转贴过来了:「拔模角」这个问题对机构人员来说,是个非常重要的课题 .什麼情况要画拔模斜度?什麼情况不需要斜度?外观斜度要多少?补强肋,螺丝驻斜度要多少?真的都需要经验,及和模具设计人员讨论对机构人员来说,不要画拔模角是最好的因為在画所有的结构时,标尺寸的参考只有「一条线」加了斜度后,正式图看起来就有「二条线」万一选错条,以后就麻烦了(有经验的人应该听的懂吧!)提供一下个人的经验:拔模斜度可以在所有的结构都完成后,再来一次画出来一方面可以避免出错一方面可以加快软体运算的速度.其实一个负责任的机构人员 .应该是要把「该有」的「所有拔模斜度」都画出来 .如果你把这项工作交给模具设计人员来画的时候 .他怎麼知道你哪些地方是做「紧配合」,哪些有「间隙」?而且拔模基準面应该是以「底部」,还是「顶部」為準呢?一旦「猜错」了,有可能成品就会有干涉了 .还有有些比较高,比较深的结构是做「入子」的以及有些螺丝孔是做「套筒」的那时需不需要做斜度,那裡不需要做斜度就要跟模具人员好好讨论了「拔模斜度」这个话题还有很多可以讨论的常常為了这个问题会让模具设计人员对机构设计人员有很大的抱怨这个可以多听听版上那些模具设计人员的心声一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。
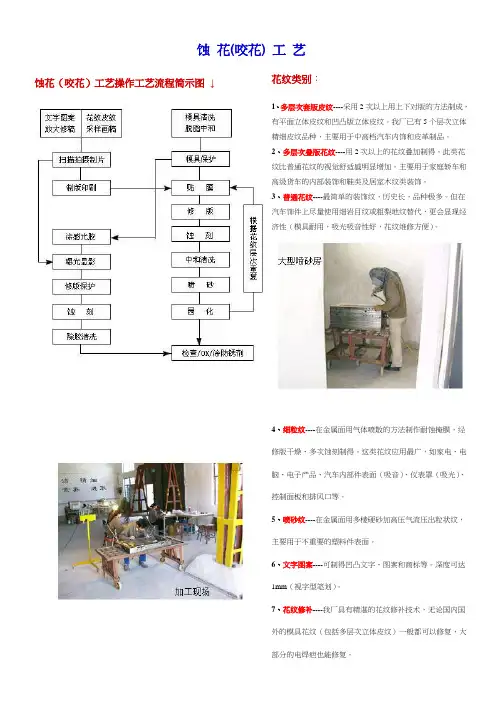
蚀花(咬花) 工艺蚀花(咬花)工艺操作工艺流程简示图↓花纹类别:1、多层次套版皮纹----采用2次以上用上下对版的方法制成,有平面立体皮纹和凹击版立体皮纹。
我厂已有5个层次立体精细皮纹品种,主要用于中高档汽车内饰和皮革制品。
2、多层次叠版花纹----用2次以上的花纹叠加制得。
此类花纹比普通花纹的视觉舒适感明显增加。
主要用于家庭轿车和高级货车的内部装饰和鞋类及居室木纹类装饰。
3、普通花纹----最简单的装饰纹,历史长,品种极多。
但在汽车饰件上尽量使用细岩目纹或粗梨地纹替代,更会显现经济性(模具耐用,吸光吸音性好,花纹维修方便)。
4、细粒纹----在金属面用气体喷散的方法制作耐蚀掩膜,经修版干燥、多次蚀刻制得。
这类花纹应用最广,如家电、电脑、电子产品、汽车内部件表面(吸音)、仪表罩(吸光)、控制面板和排风口等。
5、喷砂纹----在金属面用多棱硬砂加高压气流压出粒状纹,主要用于不重要的塑料件表面。
6、文字图案----可制得凹击文字、图案和商标等。
深度可达1mm(视字型笔划)。
7、花纹修补----我厂具有精湛的花纹修补技术,无论国内国外的模具花纹(包括多层次立体皮纹)一般都可以修复,大部分的电焊疤也能修复。
咬花MT版常用規格表( 每千分之一英寸, 拔模為1°-1.5°)模具的表面光潔度在製造模具時必須注意到在模具的不同部位,其所要求的表面加工后的光潔度也隨之改變。
而注塑時塑料所接觸到的模具表面,客戶一般都會有指定要求。
尤以注塑透明塑料的產品,表面光澤是會對產品的賣相和價值有著正面的影響。
( i ) 美國標准SPI 將模具光潔度分為12級不同標准。
每種光潔度所使用的處理材料都不同SPI標准是使用厚3/8 in,直徑1 in的H-13鋼料。
再在圓形平面上以下表所列的表面處理材料加工而成。
表面光潔度標准及加工所使用的處理材料(SPI AR-106) 單位:inch(ii) 日本標准JIS標准是將模具光潔度分為6級。
有关模具的几个专业名词第一:靠破、插破、入子、公母仁、拔模、水路、模仁、仁子、咬花面、穿死孔、穿丝孔、入胶、出胶。
这几个词是什么意思在模具上具体指的是什么?第二:书上所说的定模座板、定模板、动模座板、动模板、垫块、推杆、推管、推件板、推杆固定板、支承板、型心固定板、拉料杆、支承柱、浇口、主流道称套、定位圈等在工厂里这些名词又叫什么?问题补充:还有导柱、导光柱、顶针司筒滑块斜顶,导套。
排气槽要开浅一点;流动性差的,排气槽要开深一点。
目的是不能走披锋。
中间的披锋是什么意思。
如果还有我没提到的希望能解释下,披锋是毛边这个毛边我知道但是披锋在书上没见过就不知道了.希望在这方面工作的能用书上的名词对比解答一下,谢谢.问题补充:我是学模具的,我问的问题都是模架内的,但是书上的东西和工厂里叫的就不一样。
现在我即将毕业,想尽早与现实接轨,希望有知道帮我解释下。
小弟在这里真的感激不尽。
最佳答案第一:靠破(上下模芯碰穿)、插破(上下模芯插穿上模芯插入下模芯或相反)、入子(镶件)、公母仁(公母模具型心)、拔模(拔模斜度只为顺利脱模)、水路(有些地方叫流道有些只指冷却水道)、模仁(模框中的最主要那块)、仁子(也指镶件)、咬花面(咬花为表面处理也就是指需要处的外观面)、穿丝孔(穿线切割丝用的孔)、入胶(机器射胶)、出胶(产品出模)。
这几个词是什么意思在模具上具体指的是什么?第二:书上所说的定模座板(模具最上面那块大板固定定模所用的工厂名字:原名字)、定模板(工厂名字:定模模框)、动模座板(模具最下面那块大板固定动模所用的工厂名字:原名字)、、动模板(工厂名字:动模模筐)、垫块(模脚动模座板上面的左右两块条形板工厂名字:模脚)、推杆(顶出产品用的竿子工厂名字:推杆顶杆小的称顶针)、推管(推出产品用的管子也叫司筒)、推件板(脱料用的某些时候代替顶针推出产品工厂名字:脱料板)、推杆固定板(固定顶杆用的两块板一块打孔固定顶针一块在后面压住顶针尾部起到固定作用工厂名字:原名)、支承板(支撑模仁用的注塑时压力很大模仁后面需要加快板支撑防止模仁模芯压变形工厂名字:原名)、型心固定板(也可叫模仁)、拉料杆(注塑是的废料需要排除用来拉出流道等形成的废料工厂名字:原名一般和顶杆装在一块)、支承柱(当模具没有支撑板或支撑板设计的太薄时所用到的支撑下模模仁用的工厂名字:原名)、浇口(注塑时注射塑料的口子工厂名字:浇口或进料口)、主流道(从注塑机喷嘴到分流时那一段流道)称套(射嘴)、定位圈(工厂名字:原名)等在工厂里这些名词又叫什么?叫原名第三:以上回答请用自己的话来回答,不要在网上复制谢谢,我先出100分。
文件编号:版本号: A/0 保密等级:内部使用文件类别:■管理规范□管理办法□作业规范产品外观检验标准修订记录1 目的作为通用产品外观检验判定依据,确保品质能符合客户需求。
2 范围本标准规定了通用产品塑胶件、电镀件、喷漆件、压铸件、整机装配、彩盒及包装的外观检验,包括缺陷定义、缺陷允收标准等.本标准适用于产品塑胶件、压铸件、彩盒、资料及包装的外观检验.3 职责质量人员对产品外观的检验和判定。
4 定义4。
1 产品等级定义S等级:手持类产品、高端类终端产品,包括但不限于高端市场、特定客户有较高要求的产品.A等级:通用类终端产品4。
2 外观等级面定义1级面:暴露在外,且正常使用时可直接看到的主要表面,正常情况指产品的正面、顶面、侧面,要求有最佳的外观质量。
2级面: 暴露在外,且正常使用时并不直接看到的次要表面,正常情况下指产品的背面和底面,要求有好的外观质量。
3级面:正常使用中看不到,只有在装拆时才看到的内表面或遮盖面,不要求有好的外观质量。
(注:外观等级优先按照图纸中的定义;若图纸中没有定义,下面有图示或单独定义的,以图示和单独定义为准;没有则按照此外观等级要求执行。
)功能面:功能面指压铸机加件中,影响产品防水、屏蔽、散热、装配等性能的表面.不包含在以上的1、2、3级面中。
图 1 ONT产品外观面等级示意图4。
3彩盒测量面定义测量面定义表,备注:未涉及到的为非管控区域标准层次分类A级面B级面C级面B标彩盒(折叠成型后)正面侧面底面/打开可见面A标彩盒(折叠成型后)正面和正前面侧面/打开可见面底面/装上附件后看不到的面B标精品盒正面侧面底面和打开可见面A标精品盒正面和正前面侧面和打开可见面底面/装上附件后看不到的面标准层次分为A标和B标二种。
日美等外观要求较高的运营商建议使用A标,如日本KDDI/DOCOMO、英国BT;除了A标建议的运营商及通用市场,首选B标。
4.4纸浆模塑制品测量面定义测量面定义表A级面B级面C级面纸浆模塑制品与纸盒装配形成完整的销售包装时,打开盒盖即能直接观察到的纸托正面最上层水平面。
讨论拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教这个话题刚好我在别的论坛上发表过先转贴过来了:「拔模角」这个问题对机构人员来说,是个非常重要的课题 .什么情况要画拔模斜度?什么情况不需要斜度?外观斜度要多少?补强肋,螺丝驻斜度要多少?真的都需要经验,及和模具设计人员讨论对机构人员来说,不要画拔模角是最好的因为在画所有的结构时,标尺寸的参考只有「一条线」加了斜度后,正式图看起来就有「二条线」万一选错条,以后就麻烦了(有经验的人应该听的懂吧!)提供一下个人的经验:拔模斜度可以在所有的结构都完成后,再来一次画出来一方面可以避免出错一方面可以加快软件运算的速度.其实一个负责任的机构人员 .应该是要把「该有」的「所有拔模斜度」都画出来 .如果你把这项工作交给模具设计人员来画的时候 .他怎么知道你哪些地方是做「紧配合」,哪些有「间隙」?而且拔模基准面应该是以「底部」,还是「顶部」为准呢?一旦「猜错」了,有可能成品就会有干涉了 .还有有些比较高,比较深的结构是做「入子」的以及有些螺丝孔是做「套筒」的那时需不需要做斜度,那里不需要做斜度就要跟模具人员好好讨论了「拔模斜度」这个话题还有很多可以讨论的常常为了这个问题会让模具设计人员对机构设计人员有很大的抱怨这个可以多听听版上那些模具设计人员的心声一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。
模具咬花工艺Document number:WTWYT-WYWY-BTGTT-YTTYU-2018GT模具咬花工艺一、咬花的目的增进塑料零件的外观质感。
使产品呈现多变化或全新的设计。
二、咬花:最浅的咬花深度是2umm,常被使用在压克力的表示窗,防止光线乱射及防止反射等加工处理。
最深的咬花是3mm,仿大理石,常被用在浴室的磁砖。
所谓良好的咬花是:1、与设计相调和。
2、付于价值感。
3、均等划一的加工。
4、不易损伤商品本身-GTYPE的喷砂,梨地,皮纹。
5、成形寿命长--1.皮纹2.梨地3.喷砂。
6、价廉,交货快--1.喷砂2.梨地3.皮纹。
7、维修简单-----1.喷砂2.梨地3.皮纹。
要做良好的咬花之前的检查事项三、各类花纹之比较1、喷砂(HN20-23,1000-1017,加工:一日-三日特征:1.交货期短2.维修简单3.价格较便宜4.可取得细致均匀图样注意点:耐久性短:细砂5000--10000射次中砂20000--50000射次粗砂50000--100000射次*树脂过硬及模具硬度低则寿命会短维修:可以部份修理.先将初期制造的成品保管起来.可依照花纹进行修理2、梨地(HN24-31,418-422,梨地,HN2000-2060)加工:一日-四日特征:1、交货期短;2、可取得中程度且均匀的图样。
3、比喷砂可多一倍的耐性,0射次。
4、粗纹可隐藏睆接线和凹陷。
注意点:耐久性比皮纹低,复杂且深窄形状会形成花纹不均维修:与喷砂同3、皮纹(HN423-441,608-631,4000-4055,加工:四日---七日特征:1、具耐久性:100,000-500,000射次;2、不易破坏制品注意点:1、加工时间长;2、价格偏高.维修:1、可以做部份修理,但100%的修理不可能。
2、生锈,瓦斯烧灼,只须做表面处理既可.4、线,柄,木纹加工:三日---五日注意点:无法做三次元曲面的加工,连修理也不行.维修:生锈,瓦斯烧灼,只须做表面处理既可.MOLD-TECH咬花制作参考数据四、慎选模具材料与制造方法1、市售的模具用钢,构造精密的金属,系结顺利的完成。
精心整理模具咬花工艺一、咬花的目的增进塑料零件的外观质感。
使产品呈现多变化或全新的设计。
二、咬花:三、各类花纹之比较1、喷砂(HN20-23,1000-1017,No.1-12HN3000-3013)加工:一日-三日特征:1.交货期短2.维修简单3.价格较便宜4.可取得细致均匀图样注意点:耐久性短:细砂5000--10000射次维修:与喷砂同3、皮纹(HN423-441,608-631,4000-4055,NO.1--181) 加工:四日---七日特征:1、具耐久性:100,000-500,000射次;2、不易破坏制品注意点:1、加工时间长;2、价格偏高.维修:1、可以做部份修理,但100%的修理不可能。
2、生锈,瓦斯烧灼,只须做表面处理既可.4、线(No.1-12),柄(No.1-27),木纹(No.1-8)四、慎选模具材料与制造方法1、市售的模具用钢,构造精密的金属,系结顺利的完成。
硬度较高的被视为良品。
2、有关配件方面最好是使用相同的材质。
为增加其快削性而使用硫黄会导致影响加工工程,形成偏析,咬花面成为线条状。
3、在模具的机械加工工程方面,要加工咬花的面如给予不均等热度会影响咬花加工,请注意使用锐利的刀具。
液,不在药物上产生反应的放电层其所留的光泽,容易以肉眼分辨出来。
7、SUS系列不锈钢的STAVAX,PD555,420等,在热处理之后几乎尺寸不变,等模具加工完之后再热处理,磨剩的放电层也会软化变成与母材同硬度,便可咬花。
五、塑料与咬花深度1、脱模度预留0.5度或0.005 mm深/安全量。
2、toleranceis+/-0.0025mm(HommelTesterT1000精密测试)。
窒化处理窒化处理为在钢材表面上,形成化含物(e层)增加其耐磨性。
析质硬化系的光泽度重现。
上记之脱窒处理不会影响到硬化层之硬度所以耐磨性不变。
蚀刻技术对模具之应用一蚀刻技术利用对金属表面的侵蚀作用,从金属表面去除金属的处理技术。
®
Rawal Texture specification
Pattern Depth Range(in)Deak Count/inch MT11000 0.0004~0.0007in /0.010~0.017mm 100~110 MT11010 0.00075~0.0001 in/0.019~0.025mm 85~100 MT11020 0.0014~ 0.0016in/0.035~0.040mm 75~90 MT11030 0.0018~0.0021in/0.045~0.053mm 65~80 MT11040 0.0023~0.0027in/0.058~0.068mm 48~65
咬花測試報告范例
Mold Sample
TVR需Support事項
1.往往TVR圖面不能及時拿到最新版本
2.設計變更時﹐TVR圖面不能及時變更
3.修模時﹐改變圖面公差的TVR圖面不能及時得到
R圖面2D與3D不相符
R圖面線條拉法在成品的輪廓上﹐一旦成品有長寬尺寸不符圖面時﹐會影響整個測量尺寸超差
TVR Report 檢討
TVR RD 檢討
{1.修模
2.公差調整
3.是否變更成型條件
4.是否變更縮水率
}
下修模書/修模試模
(是否出最新版本成品圖)
電極外觀品質規范
生管排配
制程加工
資料提供
品管檢測
放電加工
客戶審查
NO
YES
NO
YES
目的﹕為保証產品外觀品質及客戶要求特制定此規范
范圍﹕適用于所有客戶的專案
•生管•制造單位•品管
•客戶/PM/業務•EDM
•品管
SPI(塑膠工業協會)拋光標准拋光NO RMS值拋光NO RMS值
A-1 0~1.0 C-1 10~12.0
A-2 1~2.0 C-2 25~28.0
A-3 2~3.0 C-3 38~42.0
B-1 2~3.0 D-1 10~12.0
B-2 4~5.0 D-2 26~32.0 B-3 9~10.0 D-3 190~230.0。