咬花资料
- 格式:pdf
- 大小:238.89 KB
- 文档页数:19

咬花MT版常用規格表
(每千分之一英寸,拔模為1°-1.5°)
模具的表面光潔度
在製造模具時必須注意到在模具的不同部位,其所要求的表面加工后的光潔度也隨之改變。
而注塑時塑料所接觸到的模具表面,客戶一般都會有指定要求.尤以注塑透明塑料的產品,表面光澤是會對產品的賣相和價值有著正面的影響。
( i ) 美國標准
SPI 將模具光潔度分為12級不同標准。
每種光潔度所使用的處理材料都不同SPI標准是使用厚3/8 in,直徑1 in的H-13鋼料。
再在圓形平面上以下表所列的表面
處理材料加工而成。
表面光潔度標准及加工所使用的處理材料 (SPI AR-106)單位:inch 光潔度代號所使用的表面處理材料粗糙度平均Raµ-in
A—1第3級鉆石膏0—1
A-2第6級鉆石膏1—2
A-3第15級鉆石膏2—3
B-1600號砂紙2—3
B—2400號砂紙4—5
B-3320號砂紙9—10
C-1600號油石10-12
C—2400號油石25—28
C-3320號油石38—42
D—1噴11號玻璃珠10—12
D-2噴240號氧化砂26—32
D-3噴24號氧化砂190-230
日本標准
JIS標准是將模具光潔度分為6級.每級所使用的處理材料有其特定規格。
JIS標准
是
使用直徑18mm,硬度由HRC56至60之間的鋼材.再在圓形平面上以下表所列的表面
處理材料加工而成。
表面光潔度標准及加工所使用的處理材料(JIS K 7140) 單位: mm
不同加工方法下所得的表面光潔度范圍。
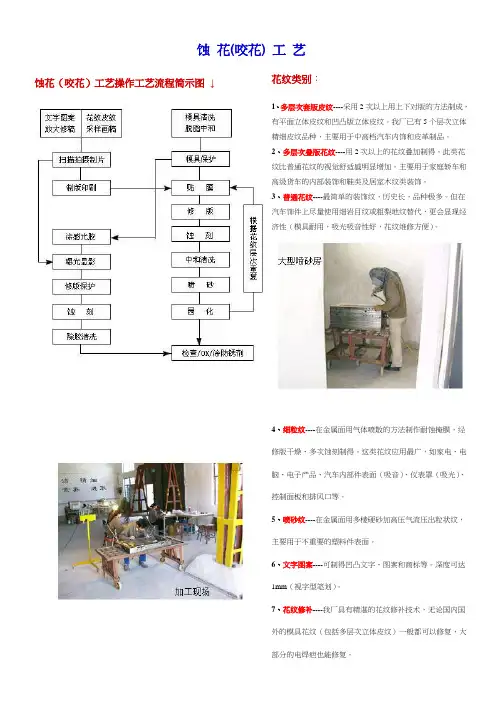
蚀花(咬花) 工艺蚀花(咬花)工艺操作工艺流程简示图↓花纹类别:1、多层次套版皮纹----采用2次以上用上下对版的方法制成,有平面立体皮纹和凹击版立体皮纹。
我厂已有5个层次立体精细皮纹品种,主要用于中高档汽车内饰和皮革制品。
2、多层次叠版花纹----用2次以上的花纹叠加制得。
此类花纹比普通花纹的视觉舒适感明显增加。
主要用于家庭轿车和高级货车的内部装饰和鞋类及居室木纹类装饰。
3、普通花纹----最简单的装饰纹,历史长,品种极多。
但在汽车饰件上尽量使用细岩目纹或粗梨地纹替代,更会显现经济性(模具耐用,吸光吸音性好,花纹维修方便)。
4、细粒纹----在金属面用气体喷散的方法制作耐蚀掩膜,经修版干燥、多次蚀刻制得。
这类花纹应用最广,如家电、电脑、电子产品、汽车内部件表面(吸音)、仪表罩(吸光)、控制面板和排风口等。
5、喷砂纹----在金属面用多棱硬砂加高压气流压出粒状纹,主要用于不重要的塑料件表面。
6、文字图案----可制得凹击文字、图案和商标等。
深度可达1mm(视字型笔划)。
7、花纹修补----我厂具有精湛的花纹修补技术,无论国内国外的模具花纹(包括多层次立体皮纹)一般都可以修复,大部分的电焊疤也能修复。
咬花MT版常用規格表( 每千分之一英寸, 拔模為1°-1.5°)模具的表面光潔度在製造模具時必須注意到在模具的不同部位,其所要求的表面加工后的光潔度也隨之改變。
而注塑時塑料所接觸到的模具表面,客戶一般都會有指定要求。
尤以注塑透明塑料的產品,表面光澤是會對產品的賣相和價值有著正面的影響。
( i ) 美國標准SPI 將模具光潔度分為12級不同標准。
每種光潔度所使用的處理材料都不同SPI標准是使用厚3/8 in,直徑1 in的H-13鋼料。
再在圓形平面上以下表所列的表面處理材料加工而成。
表面光潔度標准及加工所使用的處理材料(SPI AR-106) 單位:inch(ii) 日本標准JIS標准是將模具光潔度分為6級。
咬花技術簡介 Intro of Plastic textureCategory:z Plastic塑膠z Material新材質— prattflora - 2005-01-25 2:03 pm (32 Visited)咬花技術簡介 Intro of Plastic texture making process咬花是一種結合化學與藝術的工藝.是化學,機械及細膩人工結合的技術.咬花的目的:美觀,遮醜,增加表面耐磨,防刮傷,防止灰塵,防止髒污及避免人對光線折射不舒服感覺…..一般以美系與日系為主一般較易使設計者及模具乎略者,但確會主宰模具的成敗花紋種類1.【皮革模樣紋】:仿真皮的表面紋路所做出來的皮革紋。
《汽車、機車、手提箱及高品質之面板大都使用此花紋》2.【梨地花紋】:花紋與梨子表面的細小花紋類似,所以稱梨地花紋。
《家電、資訊產品,大都使用此花紋》3.【木紋】:仿木材表面紋路之花紋。
《常用於塑膠桌椅、門、窗等可呈現原木質感之產品》4.【幾何圖形】:花紋為規則排列之圖形,除美觀作用外,並可產生導光及光線透視控制效果。
《例如鋁材的髮絲處理,圖案…..》前置作業隨著時代不斷進步,各界對模具的品質要求,也越來越嚴苛,為了更能確保品質之穩定,在咬花前需提供下列之資料給咬花廠,以利咬花時之判斷。
1.模具材料之硬度。
2.模具是否有焊補過。
< 焊補材質是否跟主體材料一樣>3.模具是否有熱處理。
4.模具的滑塊、零仔之材質,是否跟主體的材質一樣。
咬花前表面狀況確認:1.模具鋼材咬花,梨地花紋類,除不銹鋼放電花須打光外,其他鋼鐵材質皆可直接咬花,此需依咬花粗細而訂。
2.放電花深度,須較淺於咬花之花紋深度;品管較嚴苛者,須將放電花打磨掉。
3.不銹鋼材質之咬花深度,咬淺點較好處理,若咬深,非常難處理,而且費力又耗時,有放電花須將其他打磨掉。
必要時以藥水check硬化層.作業流程一咬花工作流程※梨花紋一般粗花也需化學腐蝕很多次,以PS2而言SCE001使用NAK80模仁需咬約6次,STAVX需咬約10次.作業流程二梨地花紋皮革模樣紋作業流程三幾何圖形咬花咬花深度及拔模角度參考MOLD-TECH 花紋深度及拔模角度參考拔模與咬花關係※拔模角度太小時會造成拉花現象無法順利開模,因此 在設計ID時就需考慮到拔模角是否足夠問題,是否會造成開模時拉模現象。
一、咬花的目的二、咬花的工艺流程三、咬花前检查项目四、咬花规格参考五、其他咬花一、咬花的目的增进塑料零件的外观质感、遮掩产品成型缺陷使产品呈现多变化或全新的设计二、咬花的工艺流程1.清洗2.喷漆3.割漆4.喷砂(1)5.整理6.喷油7.泡药水8.清洗9.喷砂(2)10.除漆1. 清洗: 模具放入到Na(OH)溶液中加热或用其它有机溶剂际去表面油污,再用水冲洗,并用清洁布吸干水份.2. 喷漆: 模具清洗后要对不咬花部分进行保护,对于小模具或不规则模具就会用喷枪在模具上喷上一层保护漆,而对于大模具或规则模具,会在模具上贴上一层保护膜,它们都具有密封性好,耐高温,耐腐蚀的性能.3. 割漆: 待模具上保护漆完全于之后(约3~4h),用刀子将要咬花部分的漆割掉,让它完全裸露,只有等漆完全干后才能割得比较准确,否则保护漆会收缩,导致范围扩大,咬花不准.4. 喷砂(1): 咬花前喷砂主要是为了清洗模具,清际模具表面油污杂质,喷砂颗粒主要是三氧化二铝,碳化钛.5. 整理: 对喷砂后的漆面进行整理,漆面不得有缝隙,跷起等现象.碍6. 喷油: 对于一些不规则的花纹,采用喷油枪在模具表面喷上一层保护油,有油地方会被保护起来,无油粒地方被腐蚀,*眼睛来判断油粒大小与疏密程度与标准板或样板是否一致. 对于一些规则花纹,要用菲林进行处理.7. 泡药水: 喷油确认OK后,就可开始泡药水,对于小模具可将模具全部放入到药水中,对于大模具可将药水放入模具中. 咬花粗细由喷油油粒来控制, 咬花深浅由泡药水时间来控制. 在咬花过程中,前期处理时间较长,药水浸泡时间较短,一般都在15分钟以内,有些甚至会以秒计,例如:在材料为718的模具上咬类似于MT11020的花纹只需40秒. 有些咬花需浸两次药水才能使咬花比较均匀, 即喷两次油,后泡两次药水.8. 喷砂(2): 咬花完毕后根据客户要求按雾面和亮面喷砂.亮度由玻璃珠粒子大小来控制,颗粒越大越亮,反之则越暗.9. 除漆: 喷砂之后,将所有保护漆揭去即可.三、咬花前检查项目1 .确定咬花范围,成品图,模具图及成形品是必要的.2 .模具钢材的确定.3 .放电加工的有无.4 .熔接的有无以及掌握其条件.5 .模具的硬度( 热处理,氮化).6 .脱模角度.7 .有无配合的关连品( 成品).8 .成形材料的种别.9 .模具的总数量.10 .确认咬花番号及其咬花加工面上的打光程度.11 .模具表面的伤痕,锈的检查.四、咬花参考规格Texture introduction 五、其他咬花采用镭射雕刻技术在经过表面清洁的模具表面雕出布料所需的咬花或纹路后,再对模具进行表面处理,以获得最终的模刻,以简化模具的制造过程,节省人力物力,而且更能变化多种形状与深浅的咬花或纹路。
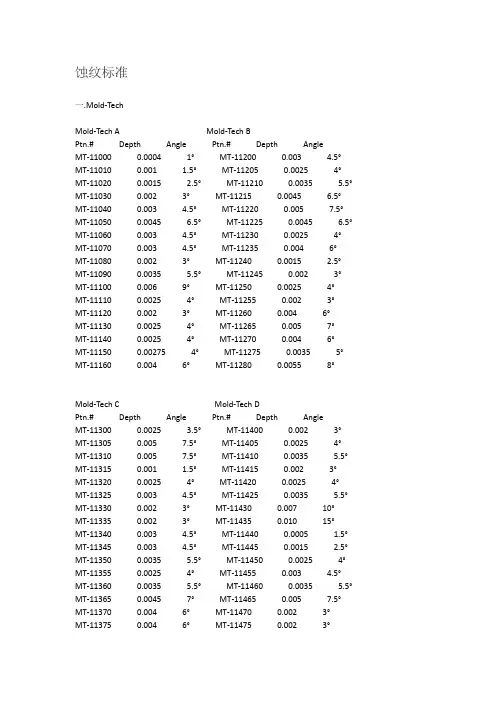
蚀纹标准一.Mold-TechMold-Tech A Mold-Tech BPtn.#Depth Angle Ptn.#Depth AngleMT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558°Mold-Tech C Mold-Tech DPtn.#Depth Angle Ptn.#Depth AngleMT-113000.0025 3.5°MT-114000.0023°MT-113050.0057.5°MT-114050.00254°MT-113100.0057.5°MT-114100.0035 5.5°MT-113150.001 1.5°MT-114150.0023°MT-113200.00254°MT-114200.00254°MT-113250.003 4.5°MT-114250.0035 5.5°MT-113300.0023°MT-114300.00710°MT-113350.0023°MT-114350.01015°MT-113400.003 4.5°MT-114400.0005 1.5°MT-113450.003 4.5°MT-114450.0015 2.5°MT-113500.0035 5.5°MT-114500.00254°MT-113550.00254°MT-114550.003 4.5°MT-113600.0035 5.5°MT-114600.0035 5.5°MT-113650.00457°MT-114650.0057.5°MT-113700.0046°MT-114700.0023°MT-113750.0046°MT-114750.0023°MT-113800.0046°MT-114800.003 4.5°Plaque #6Plaque #7Plaque #8Plaque #10Ptn.#Depth Ptn.#Depth Ptn.#Depth Ptn.#Depth MT2290.003MT3250.003MT5880.0085MT9800.004MT3920.004MT9640.003MT8880.013MT9010. 003MT5850.0035MT10380.002MT10280.0035MT9450.0065MT8890.004MT10430.002MT10670.013MT9700.002MT10130.003MT11700.0025MT11490.013MT9720.0025MT10150.0055MT11920.0015MT11530.0075MT9730.0035MT10390.003MT12390.003MT12110.0095MT9740.0025MT10550.0055MT12400.003MT12260.0035MT9780.003MT10680.0055MT12410.002MT12270.0035MT9850.0025MT10700.007MT12420.002MT12280.0095MT1055-10.0001MT10740.0055MT12430.002MT12300.013MT1055-20.0045MT11290.003MT12440.0025MT12320.003MT1055-30.0005MT11590.008MT12500.003MT12330.0035MT1055-40.0075MT11220.0015MT20190.0025MT12340.0035MT1055 -50.001MT11250.006MT20200.002MT12350.0035MT10550.0015MT11260.0065MT20280.0025MT12360.0035MT1055 -60.0017MT11270.0025230530.002MT12380.0045MT1055-70.0225MT15260.0135230640.0015230310.0085二.昵宏咬花番號拔模斜度平均值μ打光程度加工種類HN-DS111° 5 ~ 7800噴砂咬花HN-DS12 1.5°10 ~ 13600 ~ 800HN-DS132°12 ~ 15600 ~ 800HN-DS142°13 ~ 19600 ~ 800HN-DS013°25 ~ 30320HN-DS024°35 ~ 40320HN-DS034°36 ~ 42320化學咬花HN-DS04 4.5°38 ~ 43320HN-DS05 1.5°9 ~ 13800HN-DS062°14 ~ 19800HN-DS07 2.5°19 ~ 24600HN-DS083°25 ~ 30400三.梨地梨地NO.12°8~9#400梨地NO.2 2.5°15~16#400梨地NO.33°15~17#400梨地NO.4 3.5°16~18#400梨地NO.54°20~23#400梨地NO.6 4.5°25~30#400梨地NO.76°40~42#320梨地NO.86°57~60#320梨地NO.96°60~66#320S ---半光澤G ---半光澤NO.11° 1.7鏡面NO.21°1鏡面NO.31° 1.4鏡面NO.41° 1.81000NO.51° 2.91000NO.6 1.5°41000NO.7 1.5° 6.5#800NO.82°7#800NO.9 2.5°7.7#800NO.103°10~11#600NO.113~4°12~15#600NO.124~5°16~18#600S ---半光澤G ---半光澤HN20 2.5°12~14#400HN213°15~17#400HN223~4°23~25#400HN234~5°33~37#320HN244°19~21#320HN254°23~25#320HN264°26~30#320HN275°37~40#320HN295~6°45~50#320 HN306°58~63#320 HN316°65~73#320S ---半光澤G ---半光澤HN10001°4~5#800 HN10011°5~6#800 HN1002 1.5°8~#800 HN10031°3~4#800 HN10041°4~5#800 HN10051° 5~6#800 HN10062°10~11#600 HN1007 2.5°12~13#600 HN10083°17~19#600 HN1009 1.5°6~7#600 HN10102°7~8#600 HN10113°13~14#600 HN1012 3.5°25~27#400 HN10134°33~37#400 HN10145°43~50#400 HN10153°19~21#400 HN10164°32~~33#320 HN10175°36~~38#320 S ---半光澤G ---半光澤HN2000 1.5°8~9#600 HN20012°13~15#600 HN2002 2.5°22~34#400 HN2003 3.5°40~44#400 HN20044°44~47#400 HN2005 5.5°61~65#400 HN2006 5.5°60~63#400 HN20075°61~64#400 HN20085°63~66#400 HN20093°33~35#400 HN2010 3.5°43~46#400 HN20112°20~21#400 HN20123°28~32#400 HN2013 3.5°30~35#400 HN2014 2.5°19~22#400 HN2015 2.5°25~29#400 HN20163°33~38#400 HN20174°38~41#400 HN20184°50~58#400 HN20195°70~75#400HN2021 2.5°23~26#400HN20223°25~27#400HN20234°30~34#400HN2024 4.5°42~50#400HN20255°52~56#400HN20265°62~70#400S ---半光澤G ---半光澤HN3000 1.5°4~5#800HN3001 1.5°5~6#800HN3002 1.5°7~9#800HN3003 2.5°8~11#800HN30043°10~15#600HN30053°16~18#600HN3006 3.5°17~20#600HN3007 1.5°7~9#600HN30082°9~11#600HN3009 2.5°12~14#600HN3010 2.5°15~18#600HN30113°18~22#600HN3012 3.5°24~28#600HN3013 3.5°27~31#600S ---半光澤G ---半光澤四.相关术语咬花、蚀纹、晒文,其实质就是同一种工艺。
铝合金咬花工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!铝合金咬花工艺流程一、准备工作阶段在进行铝合金咬花工艺之前,首先需要准备好所需的材料和工具。
蚀纹标准一.Mold-TechMold-Tech A Mold-Tech BPtn.# Depth Angle Ptn.# Depth AngleMT-11000 0.0004 1°MT-11200 0.003 4.5°MT-11010 0.001 1.5°MT-11205 0.0025 4°MT-11020 0.0015 2.5°MT-11210 0.0035 5.5°MT-11030 0.002 3°MT-11215 0.0045 6.5°MT-11040 0.003 4.5°MT-11220 0.005 7.5°MT-11050 0.0045 6.5°MT-11225 0.0045 6.5°MT-11060 0.003 4.5°MT-11230 0.0025 4°MT-11070 0.003 4.5°MT-11235 0.004 6°MT-11080 0.002 3°MT-11240 0.0015 2.5°MT-11090 0.0035 5.5°MT-11245 0.002 3°MT-11100 0.006 9°MT-11250 0.0025 4°MT-11110 0.0025 4°MT-11255 0.002 3°MT-11120 0.002 3°MT-11260 0.004 6°MT-11130 0.0025 4°MT-11265 0.005 7°MT-11140 0.0025 4°MT-11270 0.004 6°MT-11150 0.00275 4°MT-11275 0.0035 5°MT-11160 0.004 6°MT-11280 0.0055 8°Mold-Tech C Mold-Tech DPtn.# Depth Angle Ptn.# Depth AngleMT-11300 0.0025 3.5°MT-11400 0.002 3°MT-11305 0.005 7.5°MT-11405 0.0025 4°MT-11310 0.005 7.5°MT-11410 0.0035 5.5°MT-11315 0.001 1.5°MT-11415 0.002 3°MT-11320 0.0025 4°MT-11420 0.0025 4°MT-11325 0.003 4.5°MT-11425 0.0035 5.5°MT-11330 0.002 3°MT-11430 0.007 10°MT-11335 0.002 3°MT-11435 0.010 15°MT-11340 0.003 4.5°MT-11440 0.0005 1.5°MT-11345 0.003 4.5°MT-11445 0.0015 2.5°MT-11350 0.0035 5.5°MT-11450 0.0025 4°MT-11355 0.0025 4°MT-11455 0.003 4.5°MT-11360 0.0035 5.5°MT-11460 0.0035 5.5°MT-11365 0.0045 7°MT-11465 0.005 7.5°MT-11370 0.004 6°MT-11470 0.002 3°MT-11375 0.004 6°MT-11475 0.002 3°MT-11380 0.004 6°MT-11480 0.003 4.5°Plaque #6 Plaque #7 Plaque #8 Plaque #10Ptn.# Depth Ptn.# Depth Ptn.# Depth Ptn.# Depth MT229 0.003 MT325 0.003 MT588 0.0085 MT9800.004MT392 0.004 MT964 0.003 MT888 0.013 MT901 0. 003MT585 0.0035 MT1038 0.002 MT1028 0.0035 MT9450.0065MT889 0.004 MT1043 0.002 MT1067 0.013 MT9700.002MT1013 0.003 MT1170 0.0025 MT1149 0.013 MT9720.0025MT1015 0.0055 MT1192 0.0015 MT1153 0.0075 MT9730.0035MT1039 0.003 MT1239 0.003 MT1211 0.0095 MT9740.0025MT1055 0.0055 MT1240 0.003 MT1226 0.0035 MT9780.003MT1068 0.0055 MT1241 0.002 MT1227 0.0035 MT9850.0025MT1070 0.007 MT1242 0.002 MT1228 0.0095 MT1055-10.0001MT1074 0.0055 MT1243 0.002 MT1230 0.013 MT1055-20.0045MT1129 0.003 MT1244 0.0025 MT1232 0.003 MT1055-30.0005MT1159 0.008 MT1250 0.003 MT1233 0.0035 MT1055-40.0075MT1122 0.0015 MT2019 0.0025 MT1234 0.0035 MT1055-5 0.001MT1125 0.006 MT2020 0.002 MT1235 0.0035 MT10550.0015MT1126 0.0065 MT2028 0.0025 MT1236 0.0035 MT1055-6 0.0017MT1127 0.0025 23053 0.002 MT1238 0.0045 MT1055-70.0225MT1526 0.0135 23064 0.0015 23031 0.0085二.昵宏咬花番號拔模斜度平均值μ打光程度加工種類HN-DS11 1° 5 ~ 7 800 噴砂咬花HN-DS12 1.5°10 ~ 13 600 ~ 800HN-DS13 2°12 ~ 15 600 ~ 800HN-DS14 2°13 ~ 19 600 ~ 800HN-DS01 3°25 ~ 30 320HN-DS02 4°35 ~ 40 320HN-DS03 4°36 ~ 42 320 化學咬花HN-DS04 4.5°38 ~ 43 320HN-DS05 1.5°9 ~ 13 800HN-DS06 2°14 ~ 19 800HN-DS07 2.5°19 ~ 24 600HN-DS08 3°25 ~ 30 400三.梨地梨地NO. 1 2°8~9 #400梨地NO. 2 2.5°15~16 #400梨地NO. 3 3°15~17 #400梨地NO. 4 3.5°16~18 #400梨地NO. 5 4°20~23 #400梨地NO. 6 4.5°25~30 #400梨地NO. 7 6°40~42 #320梨地NO. 8 6°57~60 #320梨地NO. 9 6°60~66 #320S ---半光澤G ---半光澤NO. 1 1° 1.7 鏡面NO. 2 1° 1 鏡面NO. 3 1° 1.4 鏡面NO. 4 1° 1.8 1000NO. 5 1° 2.9 1000NO. 6 1.5° 4 1000NO. 7 1.5° 6.5 #800NO. 8 2°7 #800NO. 9 2.5°7.7 #800NO. 10 3°10~11 #600NO. 11 3~4°12~15 #600NO. 12 4~5°16~18 #600S ---半光澤G ---半光澤HN20 2.5°12~14 #400HN21 3°15~17 #400HN22 3~4°23~25 #400HN23 4~5°33~37 #320HN24 4°19~21 #320HN25 4°23~25 #320HN26 4°26~30 #320HN27 5°37~40 #320HN29 5~6°45~50 #320 HN30 6°58~63 #320 HN31 6°65~73 #320S ---半光澤G ---半光澤HN1000 1°4~5 #800 HN1001 1°5~6 #800 HN1002 1.5°8~ #800 HN1003 1°3~4 #800 HN1004 1°4~5 #800 HN1005 1°5~6 #800 HN1006 2°10~11 #600 HN1007 2.5°12~13 #600 HN1008 3°17~19 #600 HN1009 1.5°6~7 #600 HN1010 2°7~8 #600 HN1011 3°13~14 #600 HN1012 3.5°25~27 #400 HN1013 4°33~37 #400 HN1014 5°43~50 #400 HN1015 3°19~21 #400 HN1016 4°32~~33 #320 HN1017 5°36~~38 #320 S ---半光澤G ---半光澤HN2000 1.5°8~9 #600 HN2001 2°13~15 #600 HN2002 2.5°22~34 #400 HN2003 3.5°40~44 #400 HN2004 4°44~47 #400 HN2005 5.5°61~65 #400 HN2006 5.5°60~63 #400 HN2007 5°61~64 #400 HN2008 5°63~66 #400 HN2009 3°33~35 #400 HN2010 3.5°43~46 #400 HN2011 2°20~21 #400 HN2012 3°28~32 #400 HN2013 3.5°30~35 #400 HN2014 2.5°19~22 #400 HN2015 2.5°25~29 #400 HN2016 3°33~38 #400 HN2017 4°38~41 #400 HN2018 4°50~58 #400 HN2019 5°70~75 #400HN2021 2.5°23~26 #400HN2022 3°25~27 #400HN2023 4°30~34 #400HN2024 4.5°42~50 #400HN2025 5°52~56 #400HN2026 5°62~70 #400S ---半光澤G ---半光澤HN3000 1.5°4~5 #800HN3001 1.5°5~6 #800HN3002 1.5°7~9 #800HN3003 2.5°8~11 #800HN3004 3°10~15 #600HN3005 3°16~18 #600HN3006 3.5°17~20 #600HN3007 1.5°7~9 #600HN3008 2°9~11 #600HN3009 2.5°12~14 #600HN3010 2.5°15~18 #600HN3011 3°18~22 #600HN3012 3.5°24~28 #600HN3013 3.5°27~31 #600S ---半光澤G ---半光澤四.相关术语咬花、蚀纹、晒文,其实质就是同一种工艺。
Ptn.#MT229MT392MT585MT889MT1013MT1015MT1039MT1055MT-11370MT-11375MT-11380MT-11350MT-11365MT-11330MT-11335MT-11340MT-11345MT-11355MT-11360MT-11310MT-11315MT-11320MT-11325Ptn.#MT-11300MT-11305MT-11140MT-11150MT-11160MT-11100MT-11110MT-11120MT-11130MT-11060MT-11070MT-11080MT-11090Ptn.#MT-11000MT-11010Plaque #6咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°MT-11020MT-11030MT-11040MT-11050Depth Angle Depth Angle 0.00041°0.003 4.5°0.001 1.5°0.00254°Ptn.#MT-11200MT-11205Mold-Tech A Mold-Tech B0.0015 2.5°0.0035 5.5°0.0023°0.0045 6.5°0.003 4.5°0.0057.5°0.0045 6.5°0.0045 6.5°MT-11210MT-11215MT-11220MT-112250.003 4.5°0.00254°0.003 4.5°0.0046°0.0023°0.0015 2.5°MT-11230MT-11235MT-112400.0035 5.5°0.0020.0069°0.00250.00254°0.002MT-11245MT-11250MT-112553°4°3°0.0023°0.0040.00254°0.0050.00254°0.004MT-11265MT-11270MT-112606°7°6°0.002754°0.00350.0046°0.0055MT-11280Mold-Tech C MT-11275Mold-Tech D5°8°Depth AngleDepth 0.0025 3.5°0.0020.0057.5°0.0025Ptn.#MT-11400MT-11405Angle 3°4°0.0057.5°0.00350.001 1.5°0.0020.00254°0.0025MT-11410MT-11415MT-11420 5.5°3°4°0.003 4.5°0.00350.0023°0.0070.0023°0.01MT-11425MT-11430MT-11435 5.5°10°15°0.003 4.5°0.00050.003 4.5°0.00150.0035 5.5°0.0025MT-11440MT-11445MT-11450 1.5°2.5°4°0.00254°0.0030.0035 5.5°0.00350.00457°0.005MT-11455MT-11460MT-11465 4.5°5.5°7.5°0.0046°0.0020.0046°0.0020.0046°0.003MT-11475MT-11480MT-114703°3°4.5°Depth Ptn.#Depth Ptn.#Depth Ptn.#0.003MT3250.003MT5880.0085MT980Pla Plaque #7Plaque #8Depth 0.004que #100.004MT9640.003MT8880.013MT9010.0035MT10380.002MT10280.0035MT9450.004MT10430.002MT10670.013MT9700.0030.00650.0020.003MT11700.0025MT11490.013MT9720.0055MT11920.0015MT11530.0075MT9730.003MT12390.003MT12110.0095MT9740.00250.00350.00250.0055MT12400.003MT12260.0035MT9780.003MT1068MT1070MT1074MT1129MT1159MT1122MT1125MT1126MT1127MT1526 2.5°3°HN21HN22HN20NO. 11NO. 12NO. 9NO. 10NO. 8NO. 6NO. 4NO. 2梨地NO. 9梨地NO. 7梨地NO. 8梨地NO. 5梨地NO. 6梨地NO. 315~17#400梨地NO. 4梨地NO. 1梨地NO. 215~16#400HN-DS01HN-DS02HN-DS03咬花番號HN-DS11HN-DS12HN-DS13NO. 1NO. 3NO. 5NO. 7HN-DS07HN-DS08HN-DS04HN-DS05HN-DS06HN-DS140.0055MT12410.002MT12270.0035MT9850.007MT12420.002MT12280.0095MT1055-0.0055MT12430.002MT12300.013MT1055-0.002510.000120.00450.003MT12440.0025MT12320.003MT1055-0.008MT12500.003MT12330.0035MT1055-0.0015MT20190.0025MT12340.0035MT1055-30.000540.007550.0010.006MT20200.002MT12350.0035MT10550.0065MT20280.0025MT12360.0035MT1055-0.0025230530.002MT12380.0045MT1055-0.001560.001770.02250.0135230640.0015230310.0085昵宏咬花規格表拔模斜度1°1.5°打光程度800600 ~ 8005 ~ 710 ~ 13平均值 μ加工種類2°2°3°600 ~ 800320600 ~ 80025 ~ 3012 ~ 1513 ~ 19噴砂咬花4°4°4.5°32032032035 ~ 4036 ~ 4238 ~ 431.5°2°2.5°8008006009 ~ 1314 ~ 1919 ~ 24化學咬花3°2°8~9#40040025 ~ 303.5°4°4.5°40~42#32020~23#40025~30#40016~18#4006°6°6°60~6657~60#320S ---半光澤 #320 G ---半光澤1°1°1°鏡面鏡面1.71鏡面1.41°1°1.5°10001.82.94100010001.5°2°2.5°7.7#8006.5#8007#8003°3~4°4~5°12~1516~1810~11#600#600#6002.5°3°15~1712~14#400#400S ---半光澤 G ---半光澤3~4°23~25#400HN2022HN2014HN2015HN2016HN2017HN2018HN2019HN2020HN2021HN2010HN2011HN2012HN2013HN2006HN2007HN2008HN2009HN2001HN2002HN2000HN1016HN1017HN1014HN1015HN1012HN1013HN1010HN1011HN1008HN1009HN1006HN1007HN1004HN1005HN1002HN1003HN1000HN1001HN31HN29HN30HN27HN28HN25HN26HN23HN24HN2003HN2004HN20054~5°4°33~3719~21#320#3204°4°5°37~4023~2526~30#320#320#3205~6°5~6°6°45~5058~6341~43#320#320#3206°1°4~565~73#800#320S ---半光澤 G ---半光澤1°1.5°1°8~5~6#8003~4#800#8001°1°2°10~1112~13#600#6004~5#8005~6#8002.5°3°1.5°2°7~817~19#600#6006~7#6003°3.5°4°25~2733~3713~14#400#400#6005°3°4°32~~3343~5019~21#320#400#4005°1.5°8~936~~38#600S ---半光澤 #320G ---半光澤2°2.5°3.5°#40040~4413~1522~34#600#4004°5.5°5.5°#40044~4761~6560~63#400#4005°5°3°#40061~6463~6633~35#400#4003.5°2°3°3.5°#400#40043~4620~2128~3230~35#400#4002.5°2.5°3°#400#40019~2225~2933~38#4004°4°5°#40050~5870~7538~41#400#4002°2.5°3°25~2716~2323~26#400#400#400相關術語咬花、蝕紋、曬文,其實質就是同一種工藝。