焊接传热学
- 格式:pptx
- 大小:347.14 KB
- 文档页数:80
第29卷增刊1999年11月 东 南 大 学 学 报JOURNA L OF S OUTHE AST UNI VERSITY Vol 129Sup.Nov.1999 激光焊接传热过程的数值计算3徐九华 罗玉梅 张靖周(南京航空航天大学,南京210016)摘 要 以伴随有小孔效应产生的高能量密度束焊接过程为研究对象,建立了运动热源作用下二维小孔焊接中流体流动及传热过程的数学模型,提出采用位置预置———修正的方法对焊接熔池的固、液相交界面位置进行准确捕捉,并对这一小孔焊接模式进行了较为全面的参数化分析,揭示了材料热物理性能、小孔直径、焊接速度等因素对焊接热过程的影响.关键词 传热;温度场;数值模拟;激光焊接分类号 O551.3;O241.8Ξ国家自然科学基金资助项目(59575069). 收稿日期:1999-06-14. 第一作者:男,1964年生,博士,副教授.当功率密度超过109W/m 2的激光束流照射到金属材料表面时,材料将瞬时汽化并在束流压力和蒸汽压力的共同作用下形成一个细长的柱形小孔,小孔中的汽化金属被电离并将射入的能量完全吸收,然后将热量传递给周围材料使其熔化,在小孔周围形成熔池.这种现象常出现在激光束焊过程中.这类焊接能获得极小的熔化区和热影响区并能净化焊缝,从而减少焊缝中存在的诸如内应力、裂纹、气孔等缺陷.因此,激光焊接在高精度、高质量焊接领域中引起了人们的广泛关注.大量的实验研究表明,在激光焊接中,所形成的小孔深度大于其直径一个数量级,并且熔化金属液主要沿小孔周向流动.因此,在早期的理论研究中,这类问题被模化为具有移动热源的二维导热问题,仅考虑了热扩散作用[1,2];随后相变和流动效应被引入到一系列研究之中[3~5].本文是在已有的研究基础上,借助于曲线坐标系,运用有限控制容积积分法对激光小孔焊接热过程进行数值计算,并对这一热过程进行全面的参数化分析,深入剖析了材料热物理性能、焊接主要过程参数对焊接热过程的综合影响,揭示了以往研究中未曾涉及到的激光小孔焊接模式的一些新特征.1 数学模型的建立图1给出了激光小孔焊接过程的物理模型,采用随热源移动的运动坐标系.考虑到对称性,仅取一半区域进行计算.为使问题简化,特作如下假设:1)高能束流以恒速(u w )移动,在运动坐标系下,传热过程视为稳态;2)小孔的形状可视为圆形(半径为r a ),小孔表面的温度为材料沸点温度;3)熔化金属为牛顿型流体,不可压缩;固相区域和液相区域物性均匀,各向同性,且热物图1 二维激光焊接过程物理模型性为温度的函数;4)在计及焊件与周围环境换热损失中,忽略辐射换热损失,仅考虑自然对流情况,且假定对流换热系数为常量.采用随热源移动的运动坐标系,可将传热过程视为稳态.图中r a 为小孔半径,r m 为固液交界面半径,δL 和δS分别表示固相层和液相层厚度.激光小孔焊接传热过程可模化为运动坐标系下的稳态、二维对流换热问题,其通用控制方程如下: 55x (ρu <)+55y (ρv <)=55x Γ5<5x +55y Γ5<5y+S (x ,y )(1)式中,u ,v 为x 和y 方向的速度分量;Γ和S (x ,y )为变量<所对应的扩散系数和源项.对于固相区,变量<为T S ,u =u w ,v =0,式(1)转化为扩散型导热方程.相应的边界条件为 y =0: 5u 5y =0,v =0;5T L 5y =0,5T S 5y =0(2) r =r a : u r =0,55r u θr=0,T =T b (T b 为材料沸点温度)(3) r →r ∞: T ∞=T a (T a 为环境温度)(4) r =r m : u =u w ;v =0;T L =T S =T m (T m 为材料熔点温度)(5)在固、液交界面上,还存在一反映局部能量平衡的关系式: -λs 5T s n =-λL 5T L n+ρu w h sl cos θn (6)式中,h sl 为材料熔化潜热;θn 为x 轴正向和固液交界面法线之间的夹角.2 计算过程由于焊接熔池中固、液相交界面位置的不确定性,计算过程分为两部分:首先是在假定的相界面位置上,对固、液两相区域内的变量各自进行独立求解;其次是确定满足包括界面能量平衡式在内的所有控制方程和边界条件的固、液相界面位置.2.1 坐标变换考虑到计算域的不规则性,采用坐标变换法将计算过程转化到规则的计算平面上进行.引入曲线坐标系x =x (ζ,η),y =y (ζ,η),通用控制方程式(1)可以变换为 1J 55ζ(ρU <)+1J 55η(ρV <)=1J 55ζαΓJ 5<5ζ+1J 55ηγΓJ 5<5η-1J 55ζβΓJ 5<5η+55ηβΓJ 5<5ζ+S (ζ,η)(7)式中,U =uy η-vx η;V =vx ζ-uy ζ;α=x 2η+y 2η;β=x ζx η+y ζy η;γ=x 2ζ+y 2ζ;J =x ζy η-y ζx η.网格生成采用代数法.取r ∞=Cr m ,C 为定值,其取值范围为200~500.坐标变换采用如36增刊徐九华等:激光焊接传热过程的数值计算下的变换关系式: r =r a +δL ζ 0≤ζ≤1r a +δL +δS (ζ-1) 1≤ζ≤2(8) θ= 0≤η≤π式中,δL 和δS 分别表示固相层和液相层厚度.2.2 固、液交界面位置捕捉固、液界面位置捕捉采用位置预置—修正法进行.在曲线坐标系下,定义 F =ρU ,E =Fh -αJ Γ5h 5ζ(9)则根据界面上的质量、能量守恒条件,有 ^F L =^F S ,^E L =^E S (10)其中,上标“^”表示交界面的参数,h 为热焓.对于任一假定的固、液交界面位置,式(10)一般难以满足,故需对固、液交界面位置进行修正.记固、液交界面位置修正系数为ωm ,则有r N m =r m (1+ωm ),r N ∞=r ∞(1+ω∞),ω∞=ωm .上标“N ”表示对应于修正后的变量.将上述表达式代入式(10)并对固、液交界面的有限控制体进行积分,经推导可得到位置修正式如下: ωm =^E L -^E S P m ,P m =r a δL (^E -^F ^h )L [6](11)在计算中,为保证ωm 的绝对值小于1,提高计算稳定性,对式(11)加以改造,令 P m =|^E L |+|^E S |固、液交界面位置修正,应能满足:|ωm |≤0.001.3 计算结果与分析利用本文所建立的模型分别对不锈钢(AISI304)(算例1)和铝基复合材料(20%SiC p +Al6061)(算例2)的激光小孔焊接热过程进行数值计算.对于不锈钢,密度ρ=7200kg/m 3,熔点T m =1427℃,沸点T b =2807℃,粘度μ=6142×10-3kg/(m ・s ),潜热h sl =26512kJ/kg .对于铝基复合材料,密度ρ=2858kg/m 3,熔点T m =627℃,沸点T b =2457℃,熔化潜热h sl =395kJ/kg ,分子粘度μ=110×10-3kg/(m ・s ).2个算例的导热系数和比热都是温度的函数,在每一个计算步骤上都要根据当时的温度分布重新确定其取值.这些参数随温度变化的函数关系及其它计算参数取值见文献[6].图2和图3为在不同焊接速度下计算出的不锈钢板小孔焊接的温度分布.显然,对于本算例,温度分布的等值线具有椭圆形特征,并且在热源前端的等温线要比后端的密集,这与具有移动热源导热的理论分析是一致的.图示结果还表明:随着焊接速度的提高,熔池形状和焊接温度场的等温线的椭圆形特征越显著.图4和图5为本文模型对算例2的计算结果(铝基复合材料,r a =0105mm ,u w =21046东南大学学报第29卷图2 算例1的焊接温度场(u w =0.5mm/s )图3 算例1的焊接温度场(u w =2.5mm/s )mm/s ).图4为理论计算所得到的焊接熔池表面形状.图5为理论计算所得到的焊接温度场.图4中熔池宽度的理论计算值约为0155mm ,与实验值0153mm 十分接近,如图6所示.图4和图5表明:在本算例所给定的材料物性和焊接工艺参数下,所获得的熔池和等温线形状不同于算例1,它们的椭圆形特征并不明显,而更接近于圆形.图4 本文模型对算例2计算出的熔池边界由上述算例可以得出:焊接熔池的几何形状和接温度场分布特征是受材料热物理性能、主要焊接过程参数(在本文中主要分析了焊接速度和小孔直径两个参数)综合作用的.对于同样的焊接材料,焊接熔池和热影响区的大小将随着小孔直径的减小而减小,随焊接速度的增大而减小.对不同的焊接材料,它们的热扩散率不同,扩散传热的能力也不同,所获得的焊接熔池的形状也不同.因此,可以考虑引入一个能全面反映焊接速度、小孔直径、材料热扩散率三者对焊接热过程的综合作用的无量纲化参数Pe 数作为一个基本变量,并定义Pe =u w r a a L,a L 为材料热扩散率(m 2/s ).对于算例1,Pe =015237(当u w =115mm/s ,r a =2mm 时),而对于算例2,Pe =010025(当u w =210mm/s ,r a =0105mm ).对照2个算例所获得的熔池和等温线形状,可以说明当P e 数越大,熔池和等温线越接近于椭圆形并更为扁平;P e 数越小,熔池和等温线的椭圆形特征越不明显,更接近于圆形.关于这一现象,可以由Pe 数的定义来解释:其分母是材料的热扩56增刊徐九华等:激光焊接传热过程的数值计算图5 本文模型对算例2计算出的焊接温度场图6 焊接速度对熔池宽度的影响散率a L ,表示材料扩散传热能力的大小;其分子是焊接速度和小孔半径的乘积,它间接地反映了小孔周围熔化液随热源的移动而从孔的前端流向后端对流传热能力的强弱.分子越大,这种流动的能力越强,对流传热所占的比例越大,熔池和等温线的流线形特征越明显,此为大Pe 数的情形.相反地,分母越大,焊接熔池中液态金属的扩散传热的能量就越强,导热所占的比例就大,对流则不太明显,故熔池和等温线接近于圆形,此为小Pe 数的情况.当Pe 数降至0,则对应于固定热源作用下的焊接热过程,此时,熔池应呈标准的圆形.4 结 论1)建立了运动热源作用下二维激光小孔焊接熔池中流体流动及传热过程的数值分析模型,并在曲线坐标系下,采用位置预置—修正的方法成功地实现了焊接熔池界面位置的精确捕捉.2)利用本文所建立的数值分析模型对两种不同材料、不同焊接过程参数的焊接热过程进行了数值计算.计算结果表明,本文的计算方法是合理可行的.3)对激光小孔焊接热过程进行了较为全面的参数化分析,探讨了焊接材料热物理性能、主要焊接过程参数等对焊接熔池形状、焊接温度分布趋势的综合影响.并提出了一个可以综合反映各参数之间关系的无量纲参数P e 数.参考文献1 S wift 2H ook D T.Penetration welding with lasers.Welding Journal ,1973,52:492~4992 Mazumder J ,S teen W M.Heat trans fer m odel for CW laser material processing.Journal of Applied Physics ,1980,51:941~9473 Davis M ,K apadia P ,D owden.M odelling the fluid flow in laser beam welding.Welding Journal (Research Supple 2ment ),1986,167~1744 Hsu Y F ,Rubinsky B.T w o 2dimensional heat trans fer study on the keyhole plasma arc welding process.Int Journal of Heat and Mass T rans fer ,1988,31:1409~142166东南大学学报第29卷5 Charn 2Jung K im.Parametric study of tw o 2dimensional keyhole m odel for high power density welding processes.Journal of Heat T rans fer ,1994,116:209~2146 罗玉梅.激光焊接传热过程数值研究:[学位论文].南京:南京航空航天大学图书馆,1999Numerical Simulation and P arametric Study for the H eat T ransfer in K eyhole H igh Pow er Density Welding ProcessXu Jiuhua Luo Y umei Zhang Jingzhou(Nanjing University of Aeronautics and Astronautics ,Nanjing 210016)Abstract : A tw o 2dimensional ,quasi 2stationary numerical m odel is presented to study the fluid flow and the heat trans fer in keyhole laser welding processes.A recently developed method of the position 2correc 2tion is em ployed to accurately identify the s olid 2liquid interface location during laser welding.A paramet 2ric analysis of the existing keyhole m odel is performed ,and the in fluence of parameters such as material properties ,welding speed ,keyhole radius on the heat trans fer is analyzed during keyhole welding pro 2cess.K ey w ords : heat trans fer ;tem perature distribution ;numerical simulation ;taser welding 76增刊徐九华等:激光焊接传热过程的数值计算。
第二节焊接热过程电弧焊时,焊件及填充金属被电弧加热熔化形成熔池,随着焊接热源移开后又冷却结晶形成焊缝,这样的加热与冷却过程称为焊接热过程。
焊接热过程的内容包括焊接热循环、焊接温度场、焊接传热的基本规律、焊接热源等。
一、焊接热过程的特点1)焊接热过程是在焊件的局部进行的。
通常焊条电弧焊时,熔池的质量仅为3~9g。
埋弧焊时,即使焊接电流很大,熔池质量也不超过100g。
因此对焊件整体来说,加热极不均匀。
2)焊接热过程是一个瞬时进行的过程。
主要体现在升温速度快,高温停留时间短,冷却速度快。
电弧焊时其加热速度可达1500℃/S以上,熔池存在的时间一般只有几秒至几十秒。
3)加热温度高。
电弧焊时,电弧的最高温度为5000~6000℃。
远高于金属的熔点。
对于低碳钢来讲,熔池的平均温度仅为(1770±100)℃,熔滴为(2300±200)℃,熔渣为(1550±100)℃。
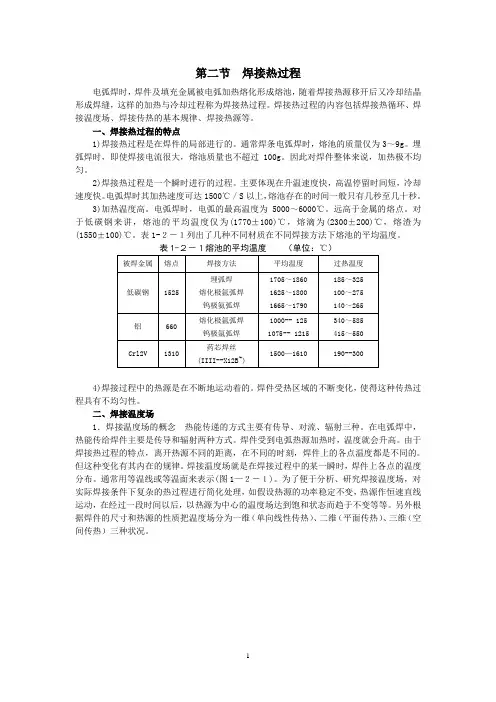
表1-2-1列出了几种不同材质在不同焊接方法下熔池的平均温度。
表1-2-1熔池的平均温度(单位:℃)4)焊接过程中的热源是在不断地运动着的。
焊件受热区域的不断变化,使得这种传热过程具有不均匀性。
二、焊接温度场1.焊接温度场的概念热能传递的方式主要有传导、对流、辐射三种。
在电弧焊中,热能传给焊件主要是传导和辐射两种方式。
焊件受到电弧热源加热时,温度就会升高。
由于焊接热过程的特点,离开热源不同的距离,在不同的时刻,焊件上的各点温度都是不同的。
但这种变化有其内在的规律。
焊接温度场就是在焊接过程中的某一瞬时,焊件上各点的温度分布。
通常用等温线或等温面来表示(图1—2-1)。
为了便于分析、研究焊接温度场,对实际焊接条件下复杂的热过程进行简化处理,如假设热源的功率稳定不变,热源作恒速直线运动,在经过一段时间以后,以热源为中心的温度场达到饱和状态而趋于不变等等。
另外根据焊件的尺寸和热源的性质把温度场分为一维(单向线性传热)、二维(平面传热)、三维(空间传热)三种状况。
上海工程技术大学教育研究3/2016*基金项目:上海工程技术大学课程建设项目(项目编号:k201605001)《焊接传热学》课程教学改革初探*张培磊(上海工程技术大学材料工程学院,上海201620)摘要结合焊接传热学的教学内容,介绍了课程教学理论与教学方法的改革,这些改革有利于提高学生学习的兴趣和主动性等,促进学生分析问题和解决问题能力的培养。
关键词焊接传热学;理论教学;教学质量《焊接传热学》课程是焊接专业大学本科生的专业选修课程,也适用于工科其他专业作为选修课程。
《焊接传热学》课程的内容为焊接热理论的基础内容,其中主要包括焊接热过程、焊接热过程的解析法计算、焊接热过程的有限差分计算、焊接热过程的有限单元法等[1]。
近年来,焊接传热学得到了蓬勃发展,特别在温度场计算、有限单元法算法、模拟软件开发等方向上取得了重要进展。
国内外众多高校如日本大阪大学、上海交通大学、哈尔滨工业大学的焊接专业均开设了《焊接传热学》这门课,并出版了相应的一批优秀教材。
根据焊接专业本科生的教学要求,学生在毕业时应掌握焊接专业基础理论和专业知识,具备设计和实施焊接工程专业实验的能力,并能够对实验结果进行分析;在参与焊接工程设计、产品开发过程中,具备影响因素分析、评估和选择完成工程任务所需的技术、工艺和方法,确定解决方案的能力;了解与焊接专业相关的职业和行业的生产、设计、研究与开发、环境保护和可持续发展等方面的方针、政策和法津、法规,能正确认识工程对于客观世界和社会的影响;具有系统的焊接工程专业实践学习经历,对焊接工程新产品、新工艺、新技术和新设备进行研究、开发和设计的初步能力;了解焊接专业的前沿发展现状和趋势。
焊接热过程是决定焊接质量和焊接生产率的关键因素,也是焊接工艺的科学基础,焊接传热对焊接接头形成过程中冶金过程、固态相变、组织性能和应力变形等均有重要影响[2]。
焊接传热学,就是研究焊接过程中热量传递到被焊金属过程中热的传播和分布的基本规律,电弧焊热量分布如图1所示。
ANSYS软件在焊接传热学教学中的应用摘要:焊接传热学是焊接专业的主要基础理论之一,由于其内容复杂、抽象,教师教学及学生学习时都存在较大的困难。
本文以焊接温度场、焊接热循环以及焊接热过程的有限元求解等三个焊接传热学的重点概念为实例引入ANSYS软件进行辅助教学。
发现通过在焊接传热学教学中引入ANSYS软件进行辅助,可提高学生的学习兴趣,使得学生加深对焊接传热学相关理论的了解和认识。
关键词:焊接传热学ANSYS软件教学温度场热循环焊接传热学,就是研究被焊材料受热之后热的传播和分布的有关规律,它是决定焊接质量和焊接生产率的重要因素。
这是由于焊接热过程贯穿整个焊接过程的始终,包括被焊材料的加热、熔化、冶金反应、结晶、组织转变等,并且焊接各部位受不均匀加热及冷却,也会造成不均匀的应力状态,产生不同程度的应力变形和形变,严重焊接质量,同时焊接热过程也决定了母材及焊材的溶化速度,也决定着焊接生产率。
因此针对焊接热过程开展的焊接传热学教学受到焊接及相关专业的广泛重视,是焊接专业的主要基础理论之一。
ANSYS软件是融结构、热、流体、电磁、声学于一体的大型通用有限元分析软件,可广泛用于航空航天、机械制造、能源、汽车交通、土木工程、造船、生物医学、轻工、地矿、水利、日用家电等一般工业及科学研究。
软件主要包括三个部分:前处理模块,分析计算模块和后处理模块。
前处理模块提供了一个强大的实体建模及网格划分工具,用户可以方便地构造有限元模型;分析计算模块包括结构分析(可进行线性分析、非线性分析和高度非线性分析)、流体动力学分析、电磁场分析、声场分析、压电分析以及多物理场的耦合分析,可模拟多种物理介质的相互作用,具有灵敏度分析及优化分析能力;后处理模块可将计算结果以彩色等值线显示、梯度显示、矢量显示、粒子流迹显示、立体切片显示、透明及半透明显示(可看到结构内部)等图形方式显示出来,也可将计算结果以图表、曲线形式显示或输出。
截至目前国内外学者利用ANSYS软件针对焊接热过程已开展了大量的研究。
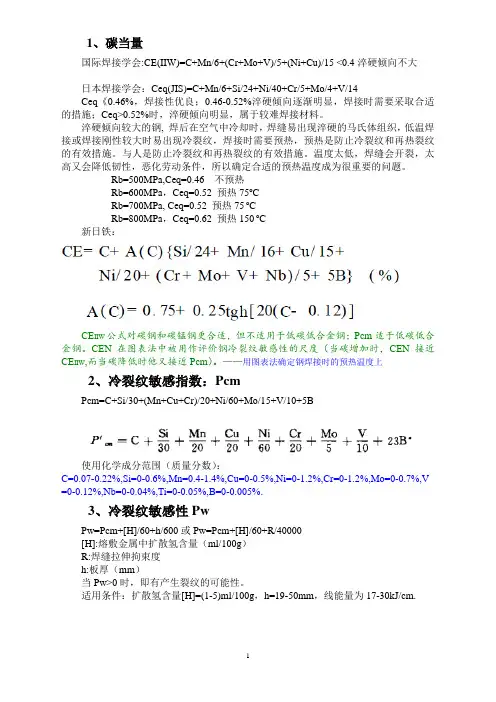
1、碳当量国际焊接学会:CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 <0.4淬硬倾向不大日本焊接学会:Ceq(JIS)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14Ceq《0.46%,焊接性优良;0.46-0.52%淬硬倾向逐渐明显,焊接时需要采取合适的措施;Ceq>0.52%时,淬硬倾向明显,属于较难焊接材料。
淬硬倾向较大的钢, 焊后在空气中冷却时,焊缝易出现淬硬的马氏体组织,低温焊接或焊接刚性较大时易出现冷裂纹,焊接时需要预热,预热是防止冷裂纹和再热裂纹的有效措施。
与人是防止冷裂纹和再热裂纹的有效措施。
温度太低,焊缝会开裂,太高又会降低韧性,恶化劳动条件,所以确定合适的预热温度成为很重要的问题。
Rb=500MPa,Ceq=0.46 不预热Rb=600MPa,Ceq=0.52 预热75o CRb=700MPa, Ceq=0.52 预热75 o CRb=800MPa,Ceq=0.62 预热150 o C新日铁:CE IIW公式对碳钢和碳锰钢更合适,但不适用于低碳低合金钢;Pcm适于低碳低合金钢。
CEN在图表法中被用作评价钢冷裂纹敏感性的尺度(当碳增加时,CEN接近CE IIW,而当碳降低时他又接近Pcm)。
——用图表法确定钢焊接时的预热温度上2、冷裂纹敏感指数:PcmPcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B使用化学成分范围(质量分数):C=0.07-0.22%,Si=0-0.6%,Mn=0.4-1.4%,Cu=0-0.5%,Ni=0-1.2%,Cr=0-1.2%,Mo=0-0.7%,V =0-0.12%,Nb=0-0.04%,Ti=0-0.05%,B=0-0.005%.3、冷裂纹敏感性PwPw=Pcm+[H]/60+h/600或Pw=Pcm+[H]/60+R/40000[H]:熔敷金属中扩散氢含量(ml/100g)R:焊缝拉伸拘束度h:板厚(mm)当Pw>0时,即有产生裂纹的可能性。
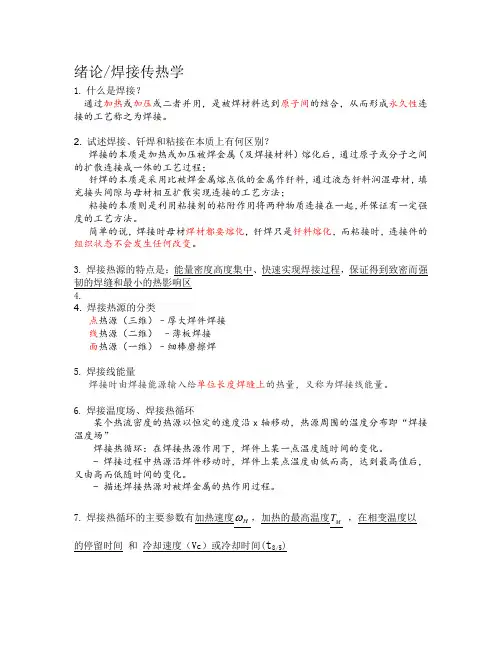
绪论/焊接传热学1. 什么是焊接?通过加热或加压或二者并用,是被焊材料达到原子间的结合,从而形成永久性连接的工艺称之为焊接。
2. 试述焊接、钎焊和粘接在本质上有何区别?焊接的本质是加热或加压被焊金属(及焊接材料)熔化后,通过原子或分子之间的扩散连接成一体的工艺过程; 钎焊的本质是采用比被焊金属熔点低的金属作钎料,通过液态钎料润湿母材,填充接头间隙与母材相互扩散实现连接的工艺方法;粘接的本质则是利用粘接剂的粘附作用将两种物质连接在一起,并保证有一定强度的工艺方法。
简单的说,焊接时母材焊材都要熔化,钎焊只是钎料熔化,而粘接时,连接件的组织状态不会发生任何改变。
3. 焊接热源的特点是:能量密度高度集中、快速实现焊接过程,保证得到致密而强韧的焊缝和最小的热影响区4.4. 焊接热源的分类点热源(三维)–厚大焊件焊接线热源(二维) –薄板焊接面热源(一维)–细棒磨擦焊5. 焊接线能量焊接时由焊接能源输入给单位长度焊缝上的热量,又称为焊接线能量。
6. 焊接温度场、焊接热循环某个热流密度的热源以恒定的速度沿x 轴移动,热源周围的温度分布即“焊接温度场”焊接热循环:在焊接热源作用下,焊件上某一点温度随时间的变化。
- 焊接过程中热源沿焊件移动时,焊件上某点温度由低而高,达到最高值后,又由高而低随时间的变化。
- 描述焊接热源对被焊金属的热作用过程。
7. 焊接热循环的主要参数有加热速度H ,加热的最高温度M T ,在相变温度以 的停留时间 和冷却速度(Vc )或冷却时间(t 8/5)8. 热源功率q 保持为常数时,随焊接速度v 的增加,等温线的范围变小,温度场的宽度和长度变小,宽度显著变小,所以,等温线的形状变得细长9. 热源移动速度v 保持为常数时,随热源功率q 的增加,等温线在焊缝横向变窄,等温线在焊缝方向伸长10. q/v 保持为常数时,同比例增加q 和v ,等温线拉长,温度场范围拉长11. 在相同的条件下,焊接不锈钢时所用焊接线能量(q/v )应比焊接低碳钢时小,焊铝时所用线能量应比焊低碳钢时大12. t8/5、t8/3、t100 的意义(都是冷却时间)t8/5: 从800 ℃冷却到500 ℃时所用时间– 碳钢、不易淬火的低合金钢t8/3:从800 ℃冷却到300 ℃时所用时间– 易淬火的低合金钢(马氏体相变点300 ℃左右)t100:• 从高温冷却到100 ℃时所用时间– 扩散氢焊接化学冶金1. 手工电弧焊时有三个反应区:药皮反应区、熔滴反应区和熔池反应区2. 为什么对焊接区域要进行保护?如何保护?为提高焊缝金属的质量,减少有害杂质的含量和有益合金元素的损失,使焊缝金属得到合适的化学成分。

在焊接过程中,被焊金属由于热的输入和传播,而经历加热、熔化(或达到热塑性状态)和随后的凝固及连续冷却过程,称之为焊接热过程。
焊接热过程贯穿于整个焊接过程的始终,通过下面几个方面的作用成为影响.决定焊接质量和焊接生产率的主要因素之一:1)施加到焊件金属上热量的大小与分布状态决定了熔池的形状与尺寸。
2)焊接熔池进行冶金反应的程度与热的作用及熔池存在时间的长短有密切的关系。
3)焊接加热和冷却参数的变化,影响熔池金属的凝固、相变过程,并影响热影响区金属显微组织的转变,因而焊缝和焊接热影响区的组织与性能也都与热的作用有关。
4)由于焊接各部位经受不均匀的加热和冷却,从而造成不均匀的应力状态,产生不同程度的应力变形和应变。
5)在焊接热作用下,受冶金、应力因素和被焊金属组织的共同影响,可能产生各种形态的裂纹及其他冶金欠缺。
6)焊接输入热量及其效率决定母材和焊条(焊丝)的熔化速度,因而影响焊接生产率。
焊接热过程比一般热处理条件下的热过程复杂得多,它具有如下四方面的主要特点:a.焊接热过程的局部集中性焊件在焊接时不是整体被加热,而热源只是加热直接作用点附近的区域,加热和冷却极不均匀。
b.焊接热源的运动性焊接过程中热源相对于焊件是运动的,焊件受热的区域不断变化。
当焊接热源接近焊件某一点时,该点温度迅速升高,而当热源逐渐远离时,该点又冷却降温。
c.焊接热过程的瞬时性在高度集中热源的作用下,加热速度极快(在电弧焊情况下,可达150(ΓC∕s以上),即在极短的时间内把大量的热能由热源传递给焊件,又由于加热的局部性和热源的移动而使冷却速度也很高。
d.焊件传热过程的复合性焊接熔池中的液态金属处于强烈的运动状态。
在熔池内部,传热过程以流体对流为主,而在熔池外部,以固体导热为主,还存在着对流换热以及辐射换热。
因此,焊接热过程涉及到各种传热方式,是复合传热问题。
熔化焊是一种常见的焊接方法,它的加热原理主要涉及热传导和热熔。
熔化焊的加热原理如下:
热传导:焊接过程中,通过焊接热源(如火焰、电弧或激光)提供的热量,将焊接部分和附近的材料加热。
热传导是指热量从高温区域向低温区域传递的过程,它使焊接部分的温度升高。
热熔:当焊接部分受到足够的热量加热时,焊接材料开始熔化。
熔化是指固体材料变为液体状态的过程,焊接材料在高温下变成可塑性的熔融态。
在熔化焊过程中,焊接热源的选择和控制至关重要。
常见的焊接热源包括电弧焊、气焊、激光焊等。
不同的焊接热源具有不同的能量传递方式和温度分布特点。
此外,熔化焊过程还涉及焊接材料的选择和填充。
焊接材料通常是与被焊接材料相似或兼容的材料,它们在加热后能够熔化并与被焊接材料融合在一起,形成焊缝。