可焊性测试试验规范
- 格式:doc
- 大小:621.00 KB
- 文档页数:2

微电子技术用贵金属浆料测试方法可焊性、耐焊性测定编制说明(送审稿)二OO七年五月微电子技术用贵金属浆料测试方法可焊性、耐焊性测定测定一、工作简况贵研铂业股份有限公司于2006年2月向上级主管部门提出修订GB/T 17473.7-1998国家标准的计划, 2006年4月全国有色金属标准化技术委员会以有色标委(2006)第13号文下达该国家标准的修订任务,国家标准计划号为20064722-T-610,项目起止时间为2006年4月~2007年12月,技术归口单位为中国有色金属工业标准计量质量研究所,起草单位为贵研铂业股份有限公司。
本标准主要起草人:李文琳、陈伏生、马晓峰。
二、修订原则本标准编写格式按照GB/T 1.1-2000进行编写。
GB/T 17473.7-1998从发布至今已有九年,在这九年中随着科学技术的进步,不断地开发了各种新的电子技术用浆料,原有可焊性、耐焊性测定的测试标准是针对基于印刷在氧化铝基片上的高温贵金属浆料进行可焊性、耐寒性测量使用的,已不能满足现使用在各种材质的基片上、在不同固化条件进行固化的浆料及不同焊锡温度的测定要求。
因此亟需对原标准进行修订。
为满足基于客户对微电子技术用浆料的检测要求,特编制本标准作为生产厂和应用厂技术质量检查之依据。
通过此次修订,使本标准能更好的体现生产方的技术水平,满足使用方的技术要求。
该标准的修订原则是以GB/T 17473.7-1998为基础,既考虑标准的先进性,又考虑标准的适用性和可操作性,并根据我国原材料加工能力、分析水平等实际情况,力求使该标准与国外先进标准接轨。
三、修订技术内容的说明本标准与原标准相比,主要有如下变动:1、将原标准名称修改为:微电子技术用贵金属浆料测试方法可焊性、耐焊性测定。
2、将原标准的范围修改为:本标准规定了微电子技术用贵金属浆料可焊浆料的可焊性、耐焊性测定方法。
本标准适用于微电子技术用贵金属浆料可焊浆料的可焊性、耐焊性测试。

文件名称可焊性操作指引文件编号WI-PZ-028 版本B0 制订部门品质部生效日期2019-3-1页次1/1
批准审核编写设备/工具/物料/资料清单
项次名称数量
人员检验员1人
设备锡炉1台
工具钳子1把
工具/ /
物料待测品若干
资料操作指引1份
作业说明作业要求
1、把待测品浸入助焊剂5s. 1、操作前需先戴好手套,借助剪钳或其他辅助工具操作;
2、打开锡炉、调整温度至锡融化,锡炉温度为245±5℃2、试验前用温度仪测量锡炉温度,达到需求温度时再开始作业
3、以25.4+/-6.4mm/s侵入锡炉5+/-0.5s,并已25.4+/-6.4mm/s取出;3、注意锡炉高温烫伤
4、把浸锡后的产品放在10X,20X显微镜下观察。
4、试验结束后将工作台面清理干净
5、判定标准:产品测试吃锡面积达95%以上;。

PCB可焊性测试方法介绍PCB可焊性试验方法介绍目录一、PCB可焊性测试方法简介二、PCB可焊性无铅焊接工艺测试C1方法介绍三、崇达和中京对PCB可焊性的测试方法四、小结焊接是利用熔融的填充金属(焊锡焊料)使结合处表面润湿并分别在两种金属之间形成冶金的键合,使元器件与PCB板连接起来的工艺。
可焊性是指焊料对基体金属的可钎焊性,即焊料对基体金属的润湿性能的好坏。
PCB板的可焊性有两种衡量方式,一是指PCB在组装中焊接的难易程度,它可以用设备在组装中出现虚焊、假焊的概率来衡量其优劣,二是作为PCB生产商为了判断和保证产品焊接性能,根据IPC 印制板可焊性测试标准《J-STD-003B》要求,采用模拟焊接的方式。
《J-STD-003B》描述了评定表面导体(及连接盘)、和镀覆孔可焊性所采用的测试方法。
具有外观验收标准的测试方法。
下面将重点介绍模拟焊接的测试方法。
《J-STD-003B》规定:适用锡铅焊接工艺的测试方法有:测试A、测试B、测试C、测试D和测试E;适用无铅焊接工艺的测试方法有:测试A1、测试B1、测试C1、测试D1和测试E1。
测试方法A和A1 、B和B1 、C和C1 、D和D1 、E和E1除了含铅和无铅的不同,其它的测试条件及方法是一样的。
测试A1 –边缘浸焊测试(仅用于表面导体和焊盘)测试B1 –摆动浸焊测试(适用于镀覆孔、表面导体、连接盘、焊接起始面)测试C1 –浮焊测试(适用于镀覆孔、表面导体、连接盘、焊接起始面)测试D1 –波峰焊测试(适用于镀覆孔、表面导体、连接盘、焊接起始面)测试E1 –表面贴装模拟测试(适用于表面导体和连接盘)因我司采用无铅工艺、测试A1和测试C1被作为无铅焊接工艺评定可焊性的默认测试方法,且测试C1是目前PCB供应商常用的,下面将具体介绍测试方法C1。
图1 边缘浸焊可焊性测试图示图2 摆动浸焊测试图示2.1 可焊性测试的条件要求2.1.1焊料无铅测试焊料成分应当为符合J -STD -006要求的Sn96.5Ag3.0Cu0.5 (SAC305),用户和供应商可协商使用其它无铅焊料合金。
润湿称量法可焊性试验作者:林玲来源:《海峡科学》2007年第06期【摘要】润湿称量法可焊性试验可以确定元器件任何形状的引出端锡焊的可焊性,特别适用于仲裁试验和不能用其他方法作定量试验的元器件引出端锡焊的可焊性评定。
【关键词】可焊性润湿力可焊性试验前言:可焊性,是工件表面易于被熔融焊料润湿的特性。
是在具有规定焊剂存在和规定的温度下以规定的熔融软焊料合金流进工件表面之间的空间形成良好接合的性能。
可焊性具有两方面的含义,一是在两个工件表面之间形成接合的能力,即“焊接质量”,另外是形成这种接合所需要的时间,即“焊接时间”。
因此,可焊性常常用在规定的条件下、达到规定的润湿程度所需要的时间或在规定的时间内所能达到的润湿程度来表示。
我们常用的焊槽法是将试件以规定的速度浸入到熔融的焊料中,停留规定的时间,然后以同样的速度取出,用肉眼观察判断试件的可焊性。
焊槽法的优点:可检查不同形状的试件的可焊性;焊槽法的缺点:用肉眼观察外观和可焊性面积来判定,不可避免人的主观因素,而且可焊性面积也较难掌握。
用润湿称量法来确定元器件的可焊性,其优点是既定性又定量的测试方法。
能反映出整个浸渍过程润湿力随时间变化的关系。
1 试验概述(1)润湿称量法可焊性试验试件从一垂直安装的高灵敏度的称上悬吊下来,以规定的速度浸渍到规定温度的熔融的焊料槽中,且试件的底部浸渍至规定深度时,作用于试件上的浮力和表面张力在垂直方向上的合力(即润湿力),该合力与时间的关系来评定试件的可焊性。
润湿力:F = r L cosQ - p v gr——焊料表面张力L——试件与焊料接触部份的周长Q——试验样品与熔融焊料的接触角p——熔融焊料的比重v——试件浸渍在焊料中的体积g——重力加速度(2)试件的润湿过程:固体试件的金属表面与液体的焊料接触时,接触角Q在润湿过程中是不断变化着。
若试件是可焊的,那么当它浸入焊料后,经短时间加热就开始润湿,焊料由开始是下弯的凹液面过渡到平面,然后过渡到上升的凸液面,Q在此过程中,由180°变为90°再变为一锐角。
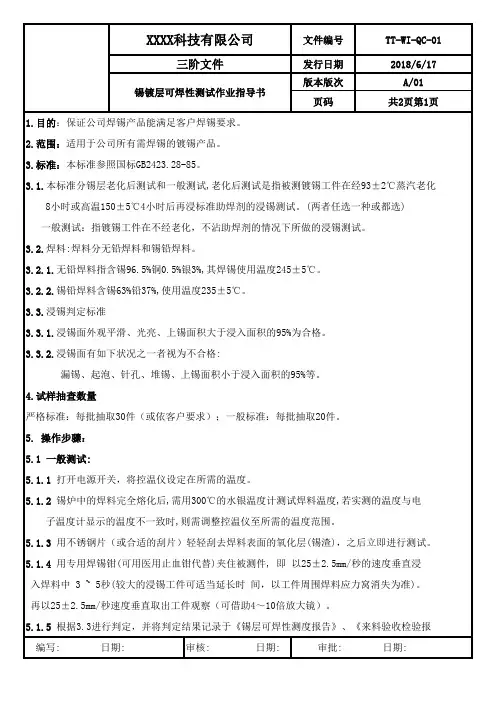
版本版次A/01锡镀层可焊性测试作业指导书页码共2页第1页1.目的:保证公司焊锡产品能满足客户焊锡要求。
2.范围:适用于公司所有需焊锡的镀锡产品。
3.标准:本标准参照国标GB2423.28-85。
3.1.本标准分锡层老化后测试和一般测试,老化后测试是指被测镀锡工件在经93±2℃蒸汽老化 8小时或高温150±5℃4小时后再浸标准助焊剂的浸锡测试。
(两者任选一种或都选)一般测试:指镀锡工件在不经老化,不沾助焊剂的情况下所做的浸锡测试。
3.2.焊料:焊料分无铅焊料和锡铅焊料。
3.2.1.无铅焊料指含锡96.5%铜0.5%银3%,其焊锡使用温度245±5℃。
3.2.2.锡铅焊料含锡63%铅37%,使用温度235±5℃。
3.3.浸锡判定标准3.3.1.浸锡面外观平滑、光亮、上锡面积大于浸入面积的95%为合格。
3.3.2.浸锡面有如下状况之一者视为不合格:漏锡、起泡、针孔、堆锡、上锡面积小于浸入面积的95%等。
4.试样抽查数量严格标准:每批抽取30件(或依客户要求);一般标准:每批抽取20件。
5. 操作步骤:5.1 一般测试:5.1.1 打开电源开关,将控温仪设定在所需的温度。
5.1.2 锡炉中的焊料完全熔化后,需用300℃的水银温度计测试焊料温度,若实测的温度与电子温度计显示的温度不一致时,则需调整控温仪至所需的温度范围。
5.1.3 用不锈钢片(或合适的刮片)轻轻刮去焊料表面的氧化层(锡渣),之后立即进行测试。
5.1.4 用专用焊锡钳(可用医用止血钳代替)夹住被测件, 即 以25±2.5mm/秒的速度垂直浸入焊料中 3 ~ 5秒(较大的浸锡工件可适当延长时间,以工件周围焊料应力窝消失为准)。
再以25±2.5mm/秒速度垂直取出工件观察(可借助4~10倍放大镜)。
5.1.5 根据3.3进行判定,并将判定结果记录于《锡层可焊性测度报告》、《来料验收检验报 编写: 日期: 审核: 日期: 审批: 日期:版本版次A/01锡镀层可焊性测试作业指导书页码共2页第1页 告》上。

电镀可焊性测试标准电镀可焊性测试是指对电镀材料的可焊性能进行检测和评估的过程,其结果对于电镀材料的使用和应用具有重要的指导意义。
本文将对电镀可焊性测试标准进行详细介绍,以期为相关领域的从业人员提供参考和指导。
一、测试目的。
电镀可焊性测试的主要目的在于评估电镀材料在焊接过程中的性能表现,包括焊接后的结合强度、焊接接头的可靠性以及焊接过程中的稳定性等方面。
通过测试,可以为电镀材料的选材、工艺设计和生产加工提供科学依据。
二、测试方法。
1. 焊接试验,采用标准焊接工艺对电镀材料进行焊接试验,包括手工焊、自动焊等不同方式,通过观察焊接接头的质量、外观和结合强度等指标来评估电镀材料的可焊性能。
2. 金相分析,对焊接接头进行金相组织分析,观察电镀层与基材的结合情况、晶粒尺寸和分布等参数,以评估电镀材料在焊接过程中的表现。
3. 热冲击试验,将电镀材料置于高温环境中,然后迅速转移到低温环境中,观察电镀层的变化情况,以评估电镀材料在热冲击环境下的稳定性和耐受性。
4. 焊接寿命测试,通过对电镀材料进行长时间的焊接使用,观察其在不同条件下的焊接寿命,以评估电镀材料的可靠性和稳定性。
三、测试标准。
1. 焊接质量标准,根据焊接接头的外观、结合强度、气孔和裂纹等指标,制定电镀材料的焊接质量标准,以保证焊接接头的质量和可靠性。
2. 金相分析标准,确定电镀层与基材的结合情况、晶粒尺寸和分布等参数的标准数值范围,以评估电镀材料在焊接过程中的表现。
3. 热冲击试验标准,制定电镀材料在热冲击环境下的测试条件和评估标准,以评估电镀材料在热冲击环境下的稳定性和耐受性。
4. 焊接寿命测试标准,确定电镀材料的焊接寿命测试条件和评估方法,以评估电镀材料的可靠性和稳定性。
四、测试结果分析。
通过电镀可焊性测试,可以得出电镀材料在焊接过程中的性能表现和可靠性评估结果,为电镀材料的选材、工艺设计和生产加工提供科学依据,同时也为相关领域的从业人员提供参考和指导。
可焊性测试介绍一.什么是可焊性测试电子产品的装配焊接工艺中,若线路板、元器件可焊性不良或锡膏、助焊剂质量或选择不良,将造成焊接问题,直接影响产品的质量。
显性的焊接问题包括润湿不良、桥联、裂纹、立碑等,将加大质检人员的工作量并产生大量返修,造成人力财力的浪费,隐形的焊接问题比如假焊、虚焊和焊接强度差等,将直接带来产品可靠性问题。
可焊性测试通过对来料进行可焊性方面的测试,量化评估被测样品的可焊性优劣,直接对来料是否可投入于生产或经过工艺窗口的调整后方能投入生产提供指导。
对于元器件批次来料,但由于产量小导致存放时间长的单位,可焊性测试更具意义,可在元器件使用前对其进行可焊性评估,以确定此批元器件的使用是否会导致焊接质量问题的发生。
特别是随着无铅工艺的普及,焊接材料和工艺都又变化且要求更高,可焊性测试作为质量管控体系中的一环,应用也越来越普遍。
二.可焊性测试的原理可焊性测试中,通过润湿平衡法(wetting balance)对样品进行测试能得到直接和量化的润湿力和时间的数据,原理为通过传感器感知毫牛级别的微小的力,结合时间判断爬锡的力度和润湿的快速性。
具体为将样品置放于夹具上,通过夹具稳定连接于传感器,将样品浸入设定温度下的锡膏,在此期间,通过传感器将力和时间等数据传输到PC, 通过软件形成曲线和数据文件,准确并且量化评估样品的可焊性好坏。
三.可焊性测试结果的判断可焊性测试曲线和过程对应图:位置A:样品开始接触锡面准备浸润位置B:样品浸没至底端尚无润湿位置C:样品润湿至过零位置D:所有力达到大致平衡位置E:脱离锡面结束测试测试设备:ST88NEO可焊性测试仪可焊性测试典型测试曲线:可焊性测试仪曲线的典型代表:四.可焊性测试实例测试仪器:MENISCO ST88测试样品:25.5 x 12.78 x 0.28mm铜箔锡膏样品选择:助焊剂样品选择:SAC305测试结果:SAC405测试结果:Sn96.5/3.5Ag测试结果:SACX0307测试结果:Sn63/Pb37测试结果:测试小结:- IF 2010 F,EF2202助焊剂润湿效果较差- EF3215,EF4102和RF800能够显著提高无铅焊锡的润湿性-温度对于最终的润湿性影响较大-助焊剂较大影响无银成分焊锡的润湿性-在特定工艺(温度和助焊剂等)的情况下,焊锡合金成分起主导因素-含有银的无铅合金的可焊性最佳结束。
联合⼯业标准元器件引线、端子、焊片、接线柱和导线的可焊性测试IPC/ECA J-STD-002C 附修订本1元器件引线、端⼦、焊⽚、接线柱和导线的可焊性测试IPC 组装与连接工艺委员会(5-20)元器件和导线可焊性技术规范任务组(5-23b )及电子元器件、组件和材料协会(ECA )焊接技术委员会(STC )联合开发由IPC TGAsia 5-23CN 技术组翻译鼓励本标准的使用者参加未来修订版的开发。
联系方式:ECA2500Wilson Boulevard Arlington,VA 22201Phone (703)907-8024Fax (703)875-8908IPC3000Lakeside Drive,Suite 309S Bannockburn,IL 60015-1249Phone (847)615-7100Fax (847)615-7105取代:J-STD-002C -2007年12月J-STD-002B -2003年2月J-STD-002A -1998年10月J-STD-002-1992年4月®October 24, 2008鸣谢IPC组装与连接工艺委员会(5-20)元器件和导线可焊性技术规范任务组(5-23b)及电子元器件、组件和材料协会(ECA)焊接技术委员会(STC)全体成员共同努力开发出了此项标准。
任何包含复杂技术的标准都要有大量的资料来源,感谢他们为此做出的无私奉献。
我们不可能罗列所有参与和支持本标准开发的个人和单位,下面仅仅列出IPC元器件和导线可焊性技术规范任务组及ECA焊接技术委员会的主要成员。
然而我们不得不提到IPC TGAsia 5-23CN技术组的成员,他们力求译文文字的信达雅,为此标准中文版的翻译、审核付出了艰苦的劳动。
我们在此一并对上述各有关组织和个人表示衷心的感谢。
组装与连接⼯艺委员会元器件和导线可焊性技术规范任务组ECA焊接技术委员会主席Leo mbert EPTAC公司副主席Renee J.Michalkiewicz Trace实验室(东部)主席David D.HillmanRockwell Collins副主席Dennis FritzMacDermid公司主席Michael LauriIBM公司IPC元器件和导线可焊性技术规范任务组(5-23b)及ECA焊接技术委员会成员Dr.Donald Abbott,Sensata TechnologiesDavid C.Adams,Rockwell Collins Dale Albright,Winslow Automation aka Six SigmaGreg Alexander,Ascentech,LLC Francis Anglade,MetronelecGail Auyeung,Celestica International Inc.Chris Ball,Valeo Inc.Mary Carter Berrios,Kemet ElectronicsJames D.Bielick,IBM Corporation Joseph Biernacki,Stackpole Electronics,Inc.Christine Blair,STMicroelectronics Inc.Gerald Leslie Bogert,Bechtel Plant Machinery,Inc.Dr.Edwin Bradley,Motorola Inc. Jason Bragg,Celestica International Inc.Dr.Peter Bratin,ECI Technology,Inc. Michael Cannon,TDKDennis Cantwell,Printed Circuits Inc. Thomas Carroll,Boeing Aircraft& MissilesDr.Srinivas Chada,Medtronic Microelectronics CenterCalette Chamness,U.S.Army Aviation&Missile Command Laya Chen,Microtek(Changzhou) Laboratories Phillip Chen,L-3CommunicationsElectronic SystemsDr.Beverley Christian,Research InMotion LimitedTed Coler,Vishay DaleDavid J.Corbett,Defense SupplyCenter ColumbusCharles Dal Currier,Ambitech Inc.Gordon Davy,Best ManufacturingPractices Center of ExcellenceMary Dinh,Northrop Grumman SpaceSystems DivisionGlenn Dody,Dody ConsultingRichard M.Edgar,Tec-Line Inc.Theodore Edwards,Dynaco Corp.Robert Furrow,Alcatel-LucentGerald Gagnon,Bose CorporationDr.Reza Ghaffarian,Jet PropulsionLaboratoryAndrew Giamis,Andrew CorporationJean Gordon,Fairchild SemiconductorHue T.Green,Lockheed Martin SpaceSystems CompanyMichael Griffith,KOA SpeerElectronics,Inc.Gerald J.Griswold,TexasInstruments,Inc.Dr.Carol A.Handwerker,PurdueUniversityShirley He,CEPREISteven A.Herrberg,RaytheonSystems CompanyDr.Christopher Hunt,NationalPhysical LaboratoryPrakash Kapadia,CelesticaInternational Inc.Dr.Christian Klein,Robert BoschGmbHConnie M.Korth,Kimball ElectronicsGroupRichard E.Kraszewski,KimballElectronics GroupVijay Kumar,Lockheed MartinMissile&Fire ControlMark A.Kwoka,Intersil CorporationPatrick Kyne,Defense Supply CenterColumbusHarjinder Ladhar,SolectronCorporationLeo mbert,EPTAC CorporationMichael Lauri,IBMCarl Lindquist,SOC America,Inc.Laird Macomber,Cornel DubilierElectronicsJames F.Maguire,Intel CorporationKarun Malhotra,Murata ElectronicsJack McCullen,Intel CorporationLen Metzger,Panasonic IndustrialCompanyRenee J.Michalkiewicz,TraceLaboratories-EastMichael Milbrath,BH ElectronicsDr.Kil-Won Moon,NISTDavid E.Moore,Defense SupplyCenter ColumbusTerry L.Munson,Foresite,Inc.Suzanne F.Nachbor,HoneywellAerospace Minneapolis2008年11月IPC/ECA J-STD-002C附修订本1iiiGraham Naisbitt,Gen3Systems LimitedGary Nicholls,Enthone Inc.-Cookson ElectronicsBenny Nilsson,Ericsson AB Debora L.Obitz,Trace Laboratories-EastGerard A.O’Brien,Solderability Testing&Solutions,Inc. Stephen Olster,Mini-Systems,Inc. Michael Paddack,Boeing Company Dr.J.Lee Parker,JLPMel Parrish,STI ElectronicsBihari Patel,MacDermid,Inc. Michael Pavlov,ECI Technology,Inc. John W.Porter,Multicore Solders Ltd.John M.Radman,Trace Laboratories-EastJim R.Reed,Dell Inc.Chris Reynolds,AVX Corporation David Richardson,Vishay John H.Rohlfing,Delphi Electronicsand SafetyWilliam R.Russell,RaytheonProfessional Services LLCDavid F.Scheiner,KesterJeff Seekatz,Raytheon CompanyWilliam Sepp,Technic Inc.Joseph L.Sherfick,NSWC CraneLowell Sherman,Defense SupplyCenter ColumbusBradley Smith,Allegro MicroSystemsInc.Paco Solis,Foresite,Inc.Roger Su,L-3CommunicationsFujiang Sun,Huawei TechnologiesCo.,Ltd.Keith Sweatman,Nihon Superior Co.,Ltd.Michael Toben,Rohm and HaasElectronic MaterialsDr.Brian J.Toleno,HenkelCorporationDavid Toomey,Vishay SpragueSanfordWilliam Lee Vroom,ThomsonConsumer ElectronicsKarl F.Wengenroth,Enthone Inc.-Cookson ElectronicsGeorge Wenger,Andrew CorporationRobert Wettermann,BEST Inc.Vicka White,Honeywell Inc.Keith Whitlaw,ConsultantMaureen Williams,NISTRussell T.Winslow,WinslowAutomation aka Six SigmaJere Wittig,HFK Precision MetalStamping CorporationLinda Woody,Lockheed MartinMissile&Fire ControlYung-Herng Yau,Enthone Inc.-Cookson ElectronicsJason Young,Kemet ElectronicsCorporationMichael W.Yuen,MicrosoftCorporationDr.Adam Zbrzezny,AMDIPC TGAsia5-23CN技术组成员贺光辉(主席)信息产业部电子第五研究所(中国赛宝实验室)陈 燕(副主席)麦可罗泰克(常州)实验室李淑荣北京航星科技开发公司杨举岷北京航星科技开发公司邹雅冰信息产业部电子第五研究所(中国赛宝实验室)邱宝军信息产业部电子第五研究所(中国赛宝实验室)刘玉飞上海英顺达科技有限公司朱雄云上海三奥尼斯电子有限公司李瑞娟中兴通讯股份有限公司孙 磊中兴通讯股份有限公司何大鹏华为技术有限公司高 峰华为技术有限公司蓝焕升中兴通讯股份有限公司付红志中兴通讯股份有限公司刘佳毅杭州华三通信技术有限公司姚东强深圳市深南电路有限公司汪洋信息产业部电子第五研究所(中国赛宝实验室)陈燕琼北京航星科技开发公司李娅婷霍尼韦尔航空事业部宫立军深圳市兴森快捷电路科技股份有限公司朱海鸥杭州华三通信技术有限公司赵松涛深圳市易思维科技有限公司朱 明中兴通讯股份有限公司陆晓东Metronelec上海办公室王燕梅美维科技集团附属机构东莞生益电子有限公司蔡铭超杭州华三通信技术有限公司马 鑫深圳亿铖达工业有限公司于超伟华为技术有限公司刘湘龙兴森快捷电路科技股份有限公司(广州)饶国华珠海元盛电子科技股份有限公司刘府芳伟创力制造(珠海)康来辉深圳市拓普达资讯有限公司吴波深圳易瑞来科技开发有限公司徐金华深圳亿铖达工业有限公司IPC/ECA J-STD-002C附修订本12008年11月iv⽬录1范围 (1)1.1范围 (1)1.2目的 (1)1.2.1应当和应该 (1)1.2.2文件优先顺序 (1)1.3测试方法分类 (1)1.3.1具有外观验收标准的测试 (1)1.3.2力度测量测试 (1)1.4涂覆层耐久性 (2)1.5用于测试A、B、C、A1、B1和C1的仲裁验证浸焊..2 1.6限制 (2)1.7合同协议 (2)2引⽤⽂件 (2)2.1行业标准 (2)2.1.1IPC (2)2.1.2国际电工委员会 (2)2.2政府 (2)2.2.1联邦 (2)3要求 (2)3.1术语及定义 (2)3.2材料 (3)3.2.1焊料 (3)3.2.2助焊剂 (3)3.2.2.1助焊剂的维护 (3)3.2.3助焊剂去除 (3)3.2.4标准铜缠绕导线 (3)3.2.5水 (4)3.3设备 (4)3.3.1蒸汽老化设备 (4)3.3.2焊料槽 (4)3.3.3光学检查设备 (4)3.3.3.1仲裁放大倍数 (4)3.3.4浸入装置 (5)3.3.5计时装置 (5)3.4测试准备 (5)3.4.1试样的准备和表面条件 (5)3.4.1.1蒸汽老化分类 (5)3.4.2蒸汽老化 (5)3.4.2.1老化后的干燥 (6)3.4.2.2设备维护.............................................................63.4.3待测试表面 (6)3.5焊料槽要求 (6)3.5.1焊料温度 (6)3.5.2焊料杂质控制 (6)4测试程序 (6)4.1助焊剂的使用 (6)4.2具有外观验收标准的测试 (7)4.2.1测试A-锡/铅焊料-焊料槽/浸焊观察测试(引线、导线等) (7)4.2.1.1仪器 (7)4.2.1.1.1焊料槽 (7)4.2.1.1.2浸入装置 (7)4.2.1.2准备 (7)4.2.1.3程序 (7)4.2.1.4评定 (7)4.2.1.4.1放大倍数 (8)4.2.1.4.2接受/拒收要求 (8)4.2.2测试B-锡/铅焊料-焊料槽/浸焊观察测试(无引线元器件) (9)4.2.2.1仪器 (9)4.2.2.1.1焊料槽 (9)4.2.2.1.2垂直浸入装置 (9)4.2.2.2准备 (9)4.2.2.3程序 (9)4.2.2.4评定 (9)4.2.2.4.1放大倍数 (9)4.2.2.4.2接受/拒收要求 (9)4.2.3测试C-锡/铅焊料-缠绕导线测试(焊片、接触片、端子、大直径多股导线) (10)4.2.3.1仪器 (10)4.2.3.1.1焊料槽 (10)4.2.3.1.2浸入装置 (10)4.2.3.2准备 (10)4.2.3.3程序 (10)4.2.3.4评定 (11)4.2.3.4.1放大倍数 (11)4.2.3.4.2接受/拒收要求 (11)4.2.4测试D-锡/铅或无铅焊料-金属层耐溶蚀性测试 (12)4.2.4.1仪器 (12)4.2.4.1.1焊料槽 (12)2008年11月IPC/ECA J-STD-002C附修订本1v4.2.4.1.2浸入装置 (12)4.2.4.1.3方位(浸入角度) (12)4.2.4.2准备 (12)4.2.4.3程序 (12)4.2.4.4评定 (12)4.2.4.4.1放大倍数 (12)4.2.4.4.2接受/拒收要求 (12)4.2.5测试S-锡/铅焊料-表面贴装工艺模拟测试 (13)4.2.5.1仪器 (13)4.2.5.1.1模板/丝网 (13)4.2.5.1.2焊膏涂敷工具 (13)4.2.5.1.3测试基板 (13)4.2.5.1.4锡/铅再流焊设备 (13)4.2.5.2准备 (13)4.2.5.3程序 (13)4.2.5.4评定 (13)4.2.5.4.1放大 (13)4.2.5.4.2接受/拒收要求 (13)4.2.6测试A1-无铅焊料-焊料槽/浸焊观察测试(引线、导线等) (14)4.2.6.1仪器 (14)4.2.6.1.1焊料槽 (14)4.2.6.1.2浸入装置 (14)4.2.6.2准备 (14)4.2.6.3程序 (14)4.2.6.4评定 (14)4.2.6.4.1放大倍数 (14)4.2.6.4.2接受/拒收要求 (14)4.2.7测试B1-无铅焊料-焊料槽/浸焊观察测试(无引线元器件) (15)4.2.7.1仪器 (15)4.2.7.1.1焊料槽 (15)4.2.7.1.2垂直浸入装置 (15)4.2.7.2准备 (15)4.2.7.3程序 (15)4.2.7.4评定 (15)4.2.7.4.1放大倍数 (15)4.2.7.4.2接受/拒收要求 (15)4.2.8测试C1-无铅焊料-缠绕导线测试(焊片、接触片、端子、大直径多股导线) (16)4.2.8.1仪器 (16)4.2.8.1.1焊料槽 (16)4.2.8.1.2浸入装置 (16)4.2.8.2准备...................................................................164.2.8.3程序. (16)4.2.8.4评定 (16)4.2.8.4.1放大倍数 (16)4.2.8.4.2接受/拒收要求 (16)4.2.9测试S1-无铅焊料-表面贴装工艺模拟测试 (17)4.2.9.1仪器 (17)4.2.9.1.1模板/丝网 (17)4.2.9.1.2焊膏涂敷工具 (17)4.2.9.1.3测试基板 (17)4.2.9.1.4无铅再流焊设备 (17)4.2.9.2准备 (17)4.2.9.3步骤 (17)4.2.9.4评定 (17)4.2.9.4.1放大 (17)4.2.9.4.2接受/拒收要求 (17)4.3力度测量测试 (18)4.3.1测试E-锡/铅焊料-润湿称量焊料槽测试(有引线元器件) (18)4.3.1.1仪器 (18)4.3.1.1.1浸入装置 (18)4.3.1.2准备 (18)4.3.1.3程序 (18)4.3.1.4评定 (18)4.3.1.4.1放大 (18)4.3.1.4.2接受/拒收标准 (18)4.3.1.4.3量具的可重复性和可再现性(GR&R)协议 (19)4.3.2测试F-锡/铅焊料-润湿称量焊料槽测试(无引线元器件) (20)4.3.2.1仪器 (20)4.3.2.1.1浸入装置 (20)4.3.2.2准备 (20)4.3.2.3程序 (20)4.3.2.4评定 (20)4.3.2.4.1放大 (20)4.3.2.4.2接受/拒收标准 (20)4.3.2.4.3量具的可重复性和可再现性(GR&R)协议 (20)4.3.3测试G-锡/铅焊料-润湿称量焊料球测试 (21)4.3.3.1仪器 (21)4.3.3.1.1浸入装置 (21)4.3.3.2材料 (21)4.3.3.2.1助焊剂 (21)4.3.3.2.2焊料 (21)IPC/ECA J-STD-002C附修订本12008年11月vi4.3.3.2.3试样 (21)4.3.3.3程序 (21)4.3.3.3.1焊料的温度 (21)4.3.3.3.2助焊剂涂敷 (21)4.3.3.3.3浸入角度、浸入深度和浸入速度 (21)4.3.3.3.4预热 (21)4.3.3.4评定 (21)4.3.3.4.1放大 (21)4.3.3.4.2建议标准 (21)4.3.4测试E1-无铅焊料-润湿称量焊料槽测试(有引线元器件) (24)4.3.4.1仪器 (24)4.3.4.1.1浸入装置 (24)4.3.4.2准备 (24)4.3.4.3程序 (24)4.3.4.4评定 (24)4.3.4.4.1放大 (24)4.3.4.4.2接受/拒收标准 (24)4.3.4.4.3量具的可重复性和可再现性(GR&R)协议 (24)4.3.5测试F1-无铅焊料-润湿称量焊料槽测试(无引线元器件) (25)4.3.5.1仪器 (25)4.3.5.1.1浸入装置 (25)4.3.5.2准备 (25)4.3.5.3程序 (25)4.3.5.4评定 (25)4.3.5.4.1放大 (25)4.3.5.4.2接受/拒收标准 (25)4.3.5.4.3量具的可重复性和可再现性(GR&R)协议 (25)4.3.6测试G1-无铅焊料-润湿称量焊料球测试 (26)4.3.6.1仪器 (26)4.3.6.1.1浸入装置 (26)4.3.6.2材料 (26)4.3.6.2.1助焊剂 (26)4.3.6.2.2焊料 (26)4.3.6.2.3试样 (26)4.3.6.3程序 (26)4.3.6.3.1焊料的温度 (26)4.3.6.3.2助焊剂涂敷 (26)4.3.6.3.3浸入角度、浸入深度和浸入速度 (26)4.3.6.3.4预热 (26)4.3.6.4评定...................................................................264.3.6.4.1放大. (26)4.3.6.4.2建议标准 (26)5注意事项 (27)5.1活性助焊剂的使用 (27)5.2大热容元器件 (27)5.3抽样计划 (27)5.4安全注意事项 (27)5.5浮力修正 (27)5.6加速蒸汽老化限制 (27)附录A元器件的关键表⾯ (28)附录B评估辅助 (37)附录C最⼤理论润湿⼒的计算 (42)附录D计算润湿曲线下⾯积的积分值 (44)附录E⽣⼚商名录 (45)附录F J-STD-002/J-STD-003委员会关于可焊性测试采⽤活性助焊剂合理性的公开信 (47)附录G润湿称量测试中焊料润湿曲线参数图⽰ (49)附录H使⽤铜箔试样时,润湿称量量具的可重复性和可再现性(GR&R)测试协议 (52)图图3-1刻度线实例 (4)图4-1浸入示意图 (7)图4-2表面贴装有引线元器件浸入焊料的角度 (8)图4-3通孔元器件浸入焊料的深度 (8)图4-4无引线元器件浸入深度 (9)图4-5可接受的可焊接线柱图 (10)图4-6不可焊的接线柱图 (10)图4-7可接受的可焊多股导线图 (10)图4-8显示有不完整填充的部分可焊多股导线图..10图4-9润湿称量装置 (18)图4-10A组润湿曲线 (19)图4-11B组润湿曲线 (19)图4-12元器件和浸入角度(直接引自IEC60068-2-69) (23)图A-1“J”形引线元器件 (28)2008年11月IPC/ECA J-STD-002C附修订本1vii图A-2被动元器件 (29)图A-3鸥翼形元器件 (30)图A-4无引线芯片载体LCC (31)图A-5“L”形引线元器件 (32)图A-6通孔元器件-扁平插针 (33)图A-7通孔元器件-圆形插针 (34)图A-8裸焊盘封装 (35)图A-9仅底部有端子的元器件 (35)图A-10面阵列元器件关键表面 (36)图B-1缺陷尺寸辅助图 (37)图B-2可焊性缺陷类型 (38)图B-35%可允许针孔面积的评估辅助图 (39)图B-45%可允许针孔面积的评估辅助图 (40)图B-5可焊性覆盖率指南 (41)图C-1132I/O的PQFP引线的周长和体积 (43)表表1-1元器件引线和端子的蒸汽老化类别 (2)表3-1助焊剂成分 (3)表3-2蒸汽温度要求 (4)表3-3根据元器件类型选择可焊性测试方法 (5)表3-4焊料槽杂质含量最大限值 (6)表4-1模板厚度要求 (13)表4-2再流焊参数要求 (13)表4-3模板厚度要求 (17)表4-4无铅再流焊参数要求 (17)表4-5润湿称量参数和建议评定标准 (19)表4-6元器件的浸入角度及浸入深度(直接引自IEC60068-2-69) (22)表4-7润湿称量参数和建议评定标准 (23)表3-1助焊剂成分 (47)IPC/ECA J-STD-002C附修订本12008年11月viii元器件引线、端⼦、焊⽚、接线柱和导线的可焊性测试1范围1.1范围本标准规定了用于评定电子元器件引线、端子、实芯导线、多股导线、焊片和接触片可焊性的测试方法、缺陷定义及验收标准,并附有相关图表。
焊点可靠性分析技术要点1.可焊性的评估和测试可焊性一般指金属表面被熔融焊料润湿的能力,润湿的过程如上所述,在电子行业中,可焊性评估的目的是验证元器件引脚或焊端的可焊性是否满足规定的要求和判断存储对元器件焊接到单板上的能力是否产生了不良影响,可焊性测试主要是测试镀层可润湿能力的稳健性(robustness)。
可焊性测试通常用于判断元器件和PCB在组装前的可焊性是否满足要求。
焊料润湿性能的试验方法有很多种,包括静滴法(Sessile drop)、润湿称量法(Wetting balance 也称润湿平衡法)、浸锡法等。
图1为静滴法的示意图,该法是将液体滴落在洁净光滑的试样表面上,待达到平衡稳定状态后,拍照放大,直接测出润湿角θ,并可通过θ角计算相应的液—固界面张力。
该法中接触角θ可用于表征润湿合格与否,θ≤90°,称为润湿,θ>90°,称为不润湿,θ=0°,称为完全润湿,θ=180°,为完全不润湿。
润湿称量法则是将试样浸入焊锡中,测量提升时的荷重曲线,然后根据该荷重曲线,得出对润湿时间以及浮力进行修正后的润湿力。
以上两种方法为定量的方法,浸锡法则是定性的方法,是将试样浸入熔融焊料炉,观察焊料在镀层上的爬锡情况,凭经验定性评估镀层对焊料润湿情况,从而得出可焊性结论。
这种方法具有快捷、方便和费用少等特点,但是它的重复性和再现性Gauge R&R差,两个人在不同时间进行同一测试可能会得出不同的结论。
可焊性的测试方法,代表性的标准为“IPC/EIA J-STD-003B印制板可焊性试验”和“IPC/EIA/JEDEC J-STD-002C元件引线、焊接端头、接线片及导线的可焊性测试”。
润湿称量法由于其具有良好的重复性和再现性,受到多个标准的推荐使用。
影响可焊性的因素很多,主要有:焊料的合金组成、表面镀层(或者表面处理)、温度、助焊剂和时间等。
目前用于电子装配的焊料合金,主要以锡添加其它金属组成,添加的金属类型和量的比例,对润湿性能有很大影响。
检验规范 INSPECTION INSTRUCTION第1页 / 共2页 版本 变更内容日期 编写者 名称 A 新版可焊性试验规范设备 EQUIPMENT 熔锡炉,温度计,显微镜1.0 目的:阐述可焊性试验的方法及验收标准2.0 范围:适用于上海molex 组装产品的针/端子的可焊性试验3.0 试验设备与材料:3.1 试验设备熔锡炉`温度计`显微镜3.2 试验材料无水酒精`助焊剂(液体松香)`焊锡(Sn60或Sn63)4.0 定义:4.1 沾锡—--焊锡在被测金属表面上形成一层均匀`光滑`完整而附着的锡层状态,具体见图片A.4.2 缩锡—--上锡时熔化焊锡覆盖了整个被测表面,试样产品离开熔炉后,在被测表面上形成形状不规则的锡块,基底金属不暴露, 具体见图片B.4.3不粘锡—试样产品离开熔锡炉后,被测表面仍然暴露,未形成锡层, 具体见图片C.4.4 针孔----穿透锡层的小孔状缺陷, 具体见图片D 。
图片A (焊接测试合格) 图片B(表面形成不规则的锡块)编写者: 校对: 批准:缩锡表面形成均匀`光滑`完整而附着的锡层状态检验规范 INSPECTION INSTRUCTION第2页 / 共2页图片C (铜基底未被锡层覆盖) 图片D (表面有小孔缺陷)5.0 程序:5.1试样准备应防止试样产品沾染油迹,不应刻意的对试样进行清洗`擦拭等清洁工作,以免影响试验的客观性.5.2熔锡打开熔锡炉,熔化焊锡,并使熔锡温度保持在245︒C ±5︒C.5.3除渣清除熔锡池表面的浮渣或焦化的助焊剂.5.4上助焊剂确保试样产品直立浸入助焊剂中5-10sec,再取出使其直立滴流10-20sec,使的被测部位不会存在多余助焊剂.浸入深度须覆盖整个待测部分.5.5 上锡确保试样产品直立浸入熔剂池中5±0.5sec ,以25±6mm/sec 的速度取出,浸入深度须覆盖整个待测 部分.5.6 冷却上锡完成后,置放自然冷却.5.7 清洗将冷却后的试样产品浸入无水酒精中除去助焊剂,清洗完成后,置于无尘纸上吸干溶液.6.0 验收标准在30倍的显微镜下观察,针孔`缩锡`不沾锡等缺陷不得集中于一处,且缺陷所占面积不得超过整个测试面积的5%,不沾锡 针孔。
检验规范 INSPECTION INSTRUCTION第1页 / 共2页 版本 变更内容日期 编写者 名称 A 新版可焊性试验规范设备 EQUIPMENT 熔锡炉,温度计,显微镜1.0 目的:阐述可焊性试验的方法及验收标准2.0 范围:适用于上海molex 组装产品的针/端子的可焊性试验3.0 试验设备与材料:3.1 试验设备熔锡炉`温度计`显微镜3。
2 试验材料无水酒精`助焊剂(液体松香)`焊锡(Sn60或Sn63)4.0 定义:4.1 沾锡——-焊锡在被测金属表面上形成一层均匀`光滑`完整而附着的锡层状态,具体见图片A 。
4。
2 缩锡—-—上锡时熔化焊锡覆盖了整个被测表面,试样产品离开熔炉后,在被测表面上形成形状不规则的锡块,基底金属不暴露, 具体见图片B 。
4.3不粘锡-试样产品离开熔锡炉后,被测表面仍然暴露,未形成锡层, 具体见图片C 。
4.4 针孔—--—穿透锡层的小孔状缺陷, 具体见图片D 。
图片A (焊接测试合格) 图片B(表面形成不规则的锡块)编写者: 校对: 批准:缩锡表面形成均匀`光滑`完整而附着的锡层状态检验规范 INSPECTION INSTRUCTION第2页 / 共2页图片C (铜基底未被锡层覆盖) 图片D (表面有小孔缺陷)5。
0 程序:5.1试样准备应防止试样产品沾染油迹,不应刻意的对试样进行清洗`擦拭等清洁工作,以免影响试验的客观性。
5.2熔锡打开熔锡炉,熔化焊锡,并使熔锡温度保持在245︒C ±5︒C 。
5.3除渣清除熔锡池表面的浮渣或焦化的助焊剂。
5。
4上助焊剂确保试样产品直立浸入助焊剂中5—10sec ,再取出使其直立滴流10—20sec ,使的被测部位不会存在多余助焊剂。
浸入深度须覆盖整个待测部分。
5。
5 上锡确保试样产品直立浸入熔剂池中5±0.5sec ,以25±6mm/sec 的速度取出,浸入深度须覆盖整个待测 部分。
5.6 冷却上锡完成后,置放自然冷却。
同轴通信电缆第1-305部分:机械试验方法可焊性和耐焊接热1 范围本文件描述了确定用于模拟和数字通信系统的电缆的内导体和外导体的可焊性和耐焊接热的试验方法。
耐焊接热详细描述了测定电缆元件焊接后尺寸稳定性的试验方法。
本文件适用于同轴通信电缆。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
IEC 60068-2-20 环境试验第2-20部分:试验方法试验Ta和试验Tb:带引线设备的可焊性和耐焊接热的测试方法(Environmental testing—Part 2-20:Tests—Test Ta and Tb: Test methods for solderability and resistance to soldering heat of devices with leads)注:G B/T 2423.28-2005 电工电子产品环境试验第2部分:试验方法试验T:锡焊(IEC 60068-2-20:1979,IDT)IEC 61196-1 同轴通信电缆第1部分:总规范总则、定义和要求(Coaxial communication cables—Part 1:Generic specification—General, definitions and requirements) 注:G B/T 17737.1-2013 同轴通信电缆第1部分:总规范总则、定义和要求(IEC 61196-1:2015,IDT)3 术语和定义IEC 61196-1界定的术语和定义适用于本文件。
4 可焊性4.1 程序应准备一个无护套(或当有护套时,剥离护套)的试样,其长度足以允许浸没25 mm,按IEC 60068-2-20试验Ta方法1(235℃焊槽法)进行试验。
4.2 试验报告试验报告应给出以下试验条件:——温度;——试样长度;并记录参考长度的修正值。
拟定梁宏志可焊性测试试验规范页次1/2
一、目的
本规范用于指导公司各型号产品或来料,部件,半成品,在测试焊接性能时的测试要求,方法和步骤。
二、适用范围
公司所有应用于电器,电子产品之接插件,依据产品规格书之要求,需要本项测试的
原料,半成品,成品。
三.权责单位
本规范应用于品质部各项检验和试验测试,有品质部督导实施。
四.实验设备工具
1.无铅锡钛炉
2.长柄镊子
3.隔热手套
五.引用标准
1.国家标准GB/T 2423.32-1985
2.行业标准QJ 2028-1990
3.行业标准SJ/T 10669-1995
六.试验方法
1.从待测产品或物料中,抽取5pcs样品,目视检查样品,应无脏污,缺损,变形等
不良。
2.样品在室温下静置30分钟,使之与环境温、湿度想适应。
3.将无铅锡钛炉电源开关打开,炉槽温度设定为245℃,等待锡炉升温完成。
4.锡炉达到设定温度,且温度稳定后,用长柄镊子夹取样品,将焊接区域濅入锡槽,
持续3S。
5.拿出样品,放在物料容器内冷却。
6.等待所有样品冷却后,在10倍放大镜下面观察样品焊接区域表面,检查沾锡情况。
7.将实验结果记录于实验报告和测试记录表中。
七.注意事项
1.实验过程中,需要做必要的防护,避免高温烫伤。
2.实验完毕,及时关闭电源,清理实验区域和场所。
3.如实记录结果。
拟定梁宏志可焊性测试试验规范页次2/2
八.参考文件
1.《CMEI202无铅锡钛炉使用指引》
2.《GB/T 242
3.32-1985电工电子产品基本环境实验规程润湿称量法可焊性实验方法》
3.《QJ 2028-1990镀覆层可焊性实验方法》
4.《SJ/T 10669-1995表面组装元器件可焊性试验》
九.附件
1.《可焊性实验报告》
2.《无铅锡钛炉试验记录》。