可焊性测试报告
- 格式:xls
- 大小:58.50 KB
- 文档页数:1
焊接产品试验合格报告1. 引言焊接产品是现代制造业中不可或缺的一环,它们广泛应用于汽车、航空航天、建筑等领域。
为确保焊接产品的质量和安全性,进行试验是必要的。
本报告旨在总结焊接产品试验的过程和结果,并验证是否合格。
2. 试验目的本次试验的目的是评估焊接产品的焊缝强度、密封性以及其他重要性能。
通过试验结果的合格与否,判断产品是否满足设计要求和相关标准。
3. 试验方法3.1 焊缝强度试验使用万能试验机对焊接产品中焊缝进行拉伸试验。
试验时,将样品夹紧在试验机上,逐渐施加拉力并记录其对应的变形量。
根据试验曲线上的最大拉力值来评估焊缝强度。
3.2 密封性试验将焊接产品置于深水中进行密封性试验。
观察一定时间后,检查焊接部位是否出现漏水现象,以判断产品的密封性能。
3.3 其他重要性能试验根据设计要求和相关标准,选择适当的试验方法,对焊接产品的其他重要性能进行评估,例如耐腐蚀性、耐磨损性等。
4. 试验结果及分析经过以上试验方法的应用,对焊接产品进行全面评估,得到如下试验结果及分析:4.1 焊缝强度试验结果:合格根据试验结果,焊接产品的焊缝强度高于设计要求,并达到相关标准的要求。
4.2 密封性试验结果:合格焊接产品在水中静置一定时间后,未检测到焊接部位漏水情况,证明其密封性能良好,符合设计要求和相关标准。
4.3 其他重要性能试验结果:合格针对焊接产品的其他重要性能试验,产品均符合设计要求和相关标准。
5. 结论根据以上试验结果及分析,我们得出以下结论:焊接产品在焊缝强度、密封性以及其他重要性能方面均通过了试验,并符合设计要求和相关标准。
产品被认定为合格产品。
6. 建议根据本次试验的结果,建议进一步优化焊接过程和工艺,以提高焊接产品的整体品质和性能。
同时,加强质量管理体系的建设,确保产品在生产过程中的每个环节都能达到质量要求,并持续改进和优化。
7. 参考文献[1] 相关标准编号及名称,出版日期。
附录附录一:试验记录表格试验项目结果焊缝强度合格密封性合格其他性能合格... ...附录二:试验过程中的图片或图表(here could be the images or charts related to the welding product testing)以上为焊接产品试验合格报告完整内容。
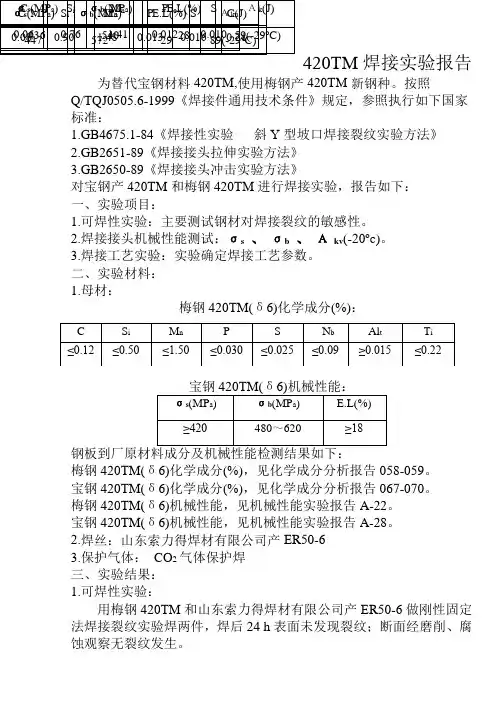
420TM 焊接实验报告为替代宝钢材料420TM,使用梅钢产420TM 新钢种。
按照Q/TQJ0505.6-1999《焊接件通用技术条件》规定,参照执行如下国家标准:1.GB4675.1-84《焊接性实验 斜Y 型坡口焊接裂纹实验方法》2.GB2651-89《焊接接头拉伸实验方法》3.GB2650-89《焊接接头冲击实验方法》对宝钢产420TM 和梅钢420TM 进行焊接实验,报告如下: 一、实验项目:1.可焊性实验:主要测试钢材对焊接裂纹的敏感性。
2.焊接接头机械性能测试:σs 、 σb 、 Α kv (-20o c)。
3.焊接工艺实验:实验确定焊接工艺参数。
二、实验材料: 1.母材:梅钢420TM(δ6)化学成分(%):宝钢420TM(δ6)机械性能:梅钢420TM(δ6)化学成分(%),见化学成分分析报告058-059。
宝钢420TM(δ6)化学成分(%),见化学成分分析报告067-070。
梅钢420TM(δ6)机械性能,见机械性能实验报告A-22。
宝钢420TM(δ6)机械性能,见机械性能实验报告A-28。
2.焊丝:山东索力得焊材有限公司产ER50-6 3.保护气体: CO 2气体保护焊 三、实验结果: 1.可焊性实验:用梅钢420TM 和山东索力得焊材有限公司产ER50-6做刚性固定法焊接裂纹实验焊两件,焊后24 h 表面未发现裂纹;断面经磨削、腐蚀观察无裂纹发生。
2.焊接接头机械性能测试:梅钢420TM和山东索力得焊材有限公司产ER50-6,CO2气体保护焊,抗拉强度平均值530N/mm2。
见机械性能实验报告A-28。
宝钢420TM和常州产ER50-6,CO2气体保护焊,抗拉强度平均值530N/mm2。
见机械性能实验报告A-29。
关于焊接接头冲击性能测试,确定实验温度为常温和-20o C;由于母材为t6,按照标准制作小试样(5×10),委托泰安市质检所测试。
梅钢420TM原材料,见市质检所检验报告JX05205。


焊接工艺评定报告一、母材和焊接材料的牌号、规格、化学成分和机械性能:本工程立柱材料均采用Q345C。
焊接形式根据设计技术标准及有关规范的规定,均采用双面角焊缝熔透焊,焊缝应打磨,焊脚尺寸为6mm及GB/T2651-1989、GB/T2653-1989、GB/T2650-1989、GB/T226-1991、JGJ81-2002、GB/T1951-1994d等标准的规定进行焊接工艺评定试验。
1、试板材料Q345C钢板,对接接头厚度为12mm,T形街头厚度为12mm,8mm。
2、根据原材料性能,采用CO2半自动保护焊,焊材牌号为ER50-6 Ф1.2mm实芯焊丝。
二、试板图对接接头25×14四块,14×10四块,500×400×14两块,对接处单面12×45º坡口。
T形接头450×150两块,其中一块焊接处单面6×45º坡口。
对接接头示意图T形接头示意图三、试件的焊接条件及施焊工艺参数1、制作车间风速小于2m/s ,相对湿度不得大于80%,环境温度不低于5 C。
2、使用NB-500KR半自动气体保护焊机,焊接电流200~240A,电压25~28V,焊接速度20~25cm/min,保护气体流量16~20L/min。
3、试验项目:根据设计技术要求和相关国标规定做相应试验,试验样品两组,对接接头试件力学性能一组(拉伸、侧弯、熔敷金属、热影响区冲击)、全溶透T型接头试件宏观腐蚀一组。
检验内容为焊接接头拉伸、弯曲、-20ºC冲击、宏观腐蚀、无损探伤。
试验单位为上海船舶工程质量检测有限公司中国船舶工业无损检测中心。
4、焊接工艺对产品需焊接处清理毛刺浮锈等不洁物,角焊缝处双单面6×45º坡口,构件均采用熔透双面角焊缝,立柱示意图如下。
(1)定位焊以一个专用胎架定位面板4和U形板5,保证一端对齐,再施焊。
QR107-033 Q690D焊接试验试验报告(20111228)试验:编制:审核:批准:湖南华菱湘钢科技开发中心二零一一年十二月目录Q690D板焊接试验报告 (1)附件一、焊接操作记录 (7)附件二、超声波检测报告…………………………………附件三、焊材质量保证书…………………………………Q690D板材焊接试验报告为研究了解Q690焊接性能,对其进行了热输入15KJ/cm的CO2气体保护焊的焊接工艺试验,焊接工艺试验结果如下:1 试验用板材所用板材为Q690D,钢板号为1C22L17300。
试板尺寸为600mm(轧向)×160mm×30mm。
交货状态:淬火+回火。
板材化学成份及力学性能见表1、表2。
表1 板材化学成份考虑该钢碳含量不大于0.16%、抗拉强度在400~900MPa范围内,决定采用日本伊藤建立的低合金高强度钢的焊接裂纹敏感性组成Pcm和焊接冷裂纹敏感性指数Pc,来计算和预测焊接预热温度T o。
即:Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5BPc=Pcm+[H]/60+t/600 (%)T o=1440Pc-392 (℃)式中:[H]——采用日本JIS 3113标准测定的熔敷金属扩散氢含量(ml/100g);t——板厚(mm);T o——最低焊前预热温度(℃)。
针对试验用钢板的Pcm值等于0.176%,以及本试验用CO2焊,其熔敷金属扩散氢含量[H]值取2.5ml/100g。
则按上述公式计算,30mm厚钢板的焊接冷裂纹敏感性指数Pc为0.268%,则焊接试验不裂的最低焊前预热温度T o约为0℃。
故焊前不预热。
2 搭接接头(CTS)焊接裂纹试验为验证焊前不预热,用搭接接头(CTS)焊接裂纹试验进行确认:搭接接头(CTS)焊接裂纹试验按GB4675.2-84《搭接接头(CTS)焊接裂纹试验方法》进行,此方法主要用于评价低合金钢焊接热影响区,由于某种马氏体转变而引起的裂纹试验。
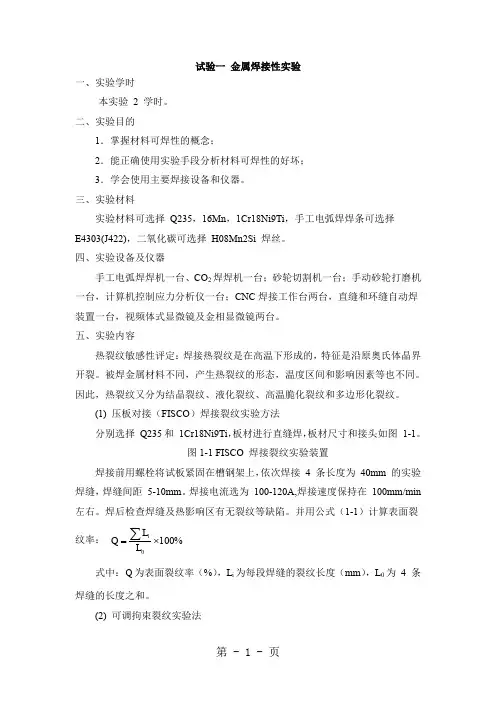
试验一 金属焊接性实验一、实验学时本实验 2 学时。
二、实验目的1.掌握材料可焊性的概念;2.能正确使用实验手段分析材料可焊性的好坏; 3.学会使用主要焊接设备和仪器。
三、实验材料实验材料可选择 Q235,16Mn ,1Cr18Ni9Ti ,手工电弧焊焊条可选择E4303(J422),二氧化碳可选择 H08Mn2Si 焊丝。
四、实验设备及仪器手工电弧焊焊机一台、CO 2焊焊机一台;砂轮切割机一台;手动砂轮打磨机一台,计算机控制应力分析仪一台;CNC 焊接工作台两台,直缝和环缝自动焊装置一台,视频体式显微镜及金相显微镜两台。
五、实验内容热裂纹敏感性评定:焊接热裂纹是在高温下形成的,特征是沿原奥氏体晶界开裂。
被焊金属材料不同,产生热裂纹的形态,温度区间和影响因素等也不同。
因此,热裂纹又分为结晶裂纹、液化裂纹、高温脆化裂纹和多边形化裂纹。
(1) 压板对接(FISCO )焊接裂纹实验方法分别选择 Q235和 1Cr18Ni9Ti ,板材进行直缝焊,板材尺寸和接头如图 1-1。
图1-1 FISCO 焊接裂纹实验装置焊接前用螺栓将试板紧固在槽钢架上,依次焊接 4 条长度为 40mm 的实验焊缝,焊缝间距 5-10mm 。
焊接电流选为 100-120A,焊接速度保持在 100mm/min 左右。
焊后检查焊缝及热影响区有无裂纹等缺陷。
并用公式(1-1)计算表面裂纹率: %1000⨯=∑L LQ i式中:Q 为表面裂纹率(%),L i 为每段焊缝的裂纹长度(mm ),L 0为 4 条焊缝的长度之和。
(2) 可调拘束裂纹实验法实验的原理是利用焊缝凝固后期,施加不同的应变,研究产生裂纹的规律。
当外加的应变值在某一温度区间超过焊缝金属或热影响区内塑性变形能力时,就会产生裂纹。
实验装置如图1-2所示。
图1-2 可调拘束裂纹实验装置分别选择Q235、16Mn和1Cr18Ni9Ti,试板尺寸为(3-5)×140×350,焊接局部约束的直缝焊,通过手动液压千斤顶调节应力和应变的大小,当焊接一定的长度时(大约80mm),及时将应力和应变施加在试件的上面,应变量可用公式1-2 计算:S=R0 aπ/180 (1-2)式中:S—加载压头下降的弧形位移(mm)R0—加载压头的旋转半径(mm)a—试板的弯曲角。
【引言概述】焊条是常见的焊接材料之一,用于连接金属工件。
在焊接工艺中,焊条的质量和性能对焊接接头的质量和使用寿命具有重要影响。
因此,对焊条进行全面的检验和评估是确保焊接质量的重要环节。
本报告是焊条检验报告的第二部分,旨在通过详细描述焊条的检验内容和结果,进一步完善焊接质量控制体系。
【正文内容】1.化学成分检验1.1 检验目的和方法:焊条的化学成分直接影响其焊接性能,如它的熔化温度、气候敏感性等。
因此,在进行焊条焊接前,对其化学成分进行检验十分必要。
检验方法可以采用湿法化学分析、光谱分析等。
1.2 检验结果和评价:根据化学成分检验结果,对比标准规定的焊条成分范围,评估焊条的成分是否符合要求。
若在成分含量上存在较大偏差,则可能导致焊接接头的强度和耐腐蚀性等性能下降。
2.力学性能检验2.1 检验目的和方法:焊条的力学性能是指其在受力下的变形和破坏行为。
力学性能检验通常包括拉伸强度、屈服强度、延伸率、冲击韧性等指标的测量。
常用的检验方法有拉伸试验、冲击试验等。
2.2 检验结果和评价:对焊条进行力学性能检验后,通过比对检验结果和标准规定要求,评估焊条的强度和韧性是否满足使用要求。
若某项指标不达标,可能会在焊接过程中出现焊接接头脆化、断裂等问题。
3.焊接工艺性能检验3.1 检验目的和方法:焊接工艺性能是指在配合特定焊接方法和设备情况下,焊条所具有的适应性和稳定性。
焊接工艺性能检验通常包括短路传输性能、电流伏安特性、溅痕性等指标的测试。
常用的检验方法有焊接试验、电流伏安特性测试等。
3.2 检验结果和评价:通过对焊条进行焊接工艺性能检验,可以评估焊条与不同焊接设备和方法的适应性。
检验结果将为优化焊接工艺参数提供依据,从而提高焊接质量和效率。
4.外观检验4.1 检验目的和方法:焊条的外观检验主要针对焊条的表面质量、包装完好性等。
焊条包装完好且无明显缺陷,可以保证焊条在储存和运输过程中不受到污染和损坏。
4.2 检验结果和评价:通过外观检验,对焊条的表面质量和包装完好性进行评估,确保焊条在使用前的质量无缺陷和可靠。
焊接检测综合实验报告1. 实验目的本实验旨在通过焊接检测综合实验,掌握焊接质量检测的原理、方法和技术。
2. 实验原理焊接是一种常见的连接金属构件的方法,但焊接质量对于连接件的强度和稳定性至关重要。
因此,焊接质量检测具有重要的意义。
本实验采用了以下常见的焊接检测方法:2.1 可视检测可视检测是一种直观的检测方法,通过人眼观察焊接接头表面情况,判断焊接缺陷的存在与程度。
常见的焊接缺陷有焊缝不齐、气孔、夹渣等。
实验中,我们使用放大镜观察焊缝,并结合焊缝图像判断焊缝的质量情况。
2.2 穿透检测穿透检测是一种高频率超声波检测方法,通过超声波穿透焊接接头,检测焊缝中的缺陷。
缺陷会导致超声波的干扰波形,从而通过接收机得到检测结果。
在实验中,我们使用超声波探头对焊接接头进行扫描,然后通过示波器观测超声波的波形,分析焊缝的质量情况。
2.3 磁粉检测磁粉检测是一种使用磁粉材料和磁场检测缺陷的方法。
焊接接头中的缺陷会导致磁场的扭曲,进而吸引住磁粉颗粒。
在实验中,我们在焊接接头表面撒布磁粉,然后观察磁粉分布情况来判断焊缝的质量。
3. 实验步骤1. 准备焊接接头样品,并确保表面清洁、光滑。
2. 进行可视检测,使用放大镜观察焊缝形状,判断焊缝的质量。
3. 进行穿透检测,将超声波探头放置在焊缝位置,并观察示波器上的波形,分析焊缝的质量。
4. 进行磁粉检测,将磁粉撒布在焊接接头表面,并观察磁粉的分布情况,判断焊缝的质量。
5. 根据实验步骤的结果,进行焊缝质量评估。
4. 实验结果与分析根据可视检测,焊缝表面平整,没有明显的焊缝不齐、气孔或夹渣等缺陷。
穿透检测结果显示焊缝中没有明显的干扰波形,表明焊缝没有严重的缺陷。
磁粉检测结果显示焊缝周围磁粉分布均匀,没有明显的聚集点,表明焊缝没有明显的缺陷。
综上所述,本次焊接检测实验的结果显示焊缝质量良好,没有明显的焊接缺陷。
通过可视检测、穿透检测和磁粉检测相结合的方法,我们可以全面地评估焊缝的质量,保证焊接连接的可靠性。

可焊性、焊接能力和焊点可靠性之评估和测试(汕头超声印制板公司广东汕头 515065)马学辉摘要:本文主要在于明确可焊性、焊接能力和焊点可靠性三者之间的联系和区别,指出对它们进行评估和测试时其各自关注的主要特性和常见的评估和测试方法,同时简单介绍影响它们的关键因素。
关键词:可焊性、焊接能力、焊点可靠性The Evaluation and Test of Solderability, Soldering abilityand Solder Joints ReliabilityMa XuehuiAbstract: The objective of the article is to clearly describe the relation and difference among solderability, soldering ability and solder joints reliability and point out the corresponding characteristics when evaluating and testing these items. Usual evaluating and testing methods are briefly introduced and the critical factors to the items are also briefly discussed.Key words: solderability, soldering ability, solder joints reliability1 前言可焊性和可靠性是电子组装行业经常提到的名词。
焊接能力则很少有人提起,有人往往会把它跟可焊性混淆起来,因此有必要把它跟可靠性一并提出来。
其实三者是既有联系,又有区别的。
它们分别关注不同的特性,对评估目标是各不相同的,但是却有内在联系。
在讨论可焊性、焊接能力和焊点可靠性之前,有必要首先简单了解一下锡钎焊接的过程。
下面是赠送的几篇网络励志文章需要的便宜可以好好阅读下,不需要的朋友可以下载后编辑删除!!谢谢!!出路出路,走出去才有路“出路出路,走出去才有路。
”这是我妈常说的一句话,每当我面临困难及有畏难情绪的时候,我妈就用这句话来鼓励我。
一定有很多人想说:“这还在北京混个什么劲儿啊!”但他每天都乐呵呵的,就算把快递送错了也乐呵呵的。
某天,他突然递给我一堆其他公司的快递单跟我说:“我开了家快递公司,你看得上我就用我家的吧。
”我有点惊愕,有一种“哎呦喂,张老板好,今天还能三蹦子顺我吗”的感慨。
之后我却很少见他来,我以为是他孩子出生了休假去了。
再然后,我就只能见到单子见不到他了。
某天,我问起他们公司的快递员,小伙子说老板去上海了,在上海开了家新公司。
我很杞人忧天地问他:“那上海的市场不激烈吗?新快递怎么驻足啊!”小伙子嘿嘿一笑说:“我们老板肯定有办法呗!他都过去好几个月了,据说干得很不错呢!”“那老婆孩子呢?孩子不是刚生还很小吗?”“过去了,一起去上海了!”那个瞬间,我回头看了一眼办公室里坐着的各种愁眉苦脸的同事,并且举起手机黑屏幕照了一下我自己的脸,一股“人生已经如此的艰难,有些事情就不要拆穿”的气息冉冉升起。
并不是说都跳槽出去开公司才厉害,在公司瞪着眼睛看屏幕就是没发展,我是想说,只有勇气才能让自己作出改变。
我们每个人都觉得自己越活越内向,越来越自闭,越长大越孤单,以至于滋生了“换个新环境,我这种性格估计也不会跟其他人相处融洽,所以还是待着忍忍凑合过算了”的思想感情。
与其说自己自闭,其实就是懒,不想突破自己好不容易建立起来的安全区域。
于是大家都活在了对别人的羡慕嫉妒恨与吐槽抱怨生活不得志中,搞得刚毕业的学生都活得跟30岁一样。
《拒绝平庸》里有一句话:很多时候我们为什么嫉妒别人的成功?正是因为知道做成一件事不容易又不愿意去做,然后又对自己的懒惰和无能产生愤怒,只能靠嫉妒和诋毁来平衡。
其实走出去不一定非要走到什么地方去,而是更强调改变自己不满意的现状。
LED焊点可靠性试验报告随着近年来LED光效的不断提升,LED的寿命和可靠性越来越受到业界的重视,它是LED产品最重要的性能之一。
LED产品制造中的每一个元件和环节都会对其可靠性和寿命产生影响,其中LED器件与印刷电路板(PCB)之间焊点的可靠性对于确保LED灯具的整体可靠性至关重要。
本文阐述如何了使用热冲击测试来分析科锐XLamp® 大功率LED器件的焊点可靠性,旨在帮助科锐的用户掌握科锐LED器件的应用和设计的注意事项,提高产品研发效率和质量。
一、焊点可靠性的影响因素LED应用设计中,几个焊点非常重要,如图1所示,三个焊点的可靠性是确保热量从LED结点传递到散热器的关键所在。
1. LED芯片到LED基板的焊点这点通常由LED制造商确保其完整和可靠,在设计LED封装时应考虑如下因素。
1. LED 芯片和LED基板的物理性能 2. 材料选择 3. 焊点几何形状(焊盘尺寸和形状、焊盘相对于阻焊层的放置位置)4. 散装焊料合金的机械性能 5. 在焊点/散热盘界面形成的金属间化合物的性质及其结构;2. LED基板到PCB焊点和PCB到散热器焊点灯具制造商在应用和设计中确保这两个焊点的可靠和完整性。
LED基板与PCB之间焊点的完整性是LED 产品长期流明维持率和可靠性的主要决定因素之一。
焊点可靠性不仅取决于焊料合金,还取决于LED器件和PCB的金属镀层。
此外,回流温度曲线对无铅焊点的性能也有着显著影响,因为它会影响焊点的浸润性能和微观结构。
焊点损坏或存在缺陷会导致开路失效状况,进而导致灯具电气性能完全失效。
对于LED器件焊接至PCB的可靠性,要考虑的关键特性是LED器件与PCB材料之间热膨胀系数的差异。
工作条件的变化会导致因膨胀系数失配而产生不同的力。
这些力可能会被一些机械作用(如LED基板弯曲)放大。
对于较大封装尺寸LED在坚硬的PCB上的焊接,距离LED封装中心最远的焊点因膨胀失配而产生的应力最大。