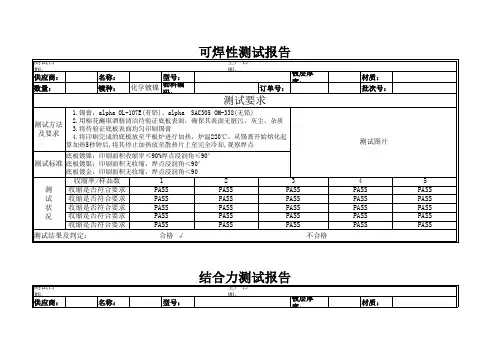
可焊性试验报告
- 格式:xls
- 大小:30.00 KB
- 文档页数:1

PCB可焊性分析报告一、简介二、PCB可焊性的重要性1.保证连接质量:焊接是电子元器件与PCB之间传递电信号和电能的重要方式,焊接质量的好坏直接影响到电子设备的性能和寿命。
2.提高生产效率:良好的可焊性能减少了焊接过程中的损耗和工作时间,提高了生产效率,降低了生产成本。
3.增强维修性:一旦电子元件与PCB焊接不良,将导致设备无法正常工作,维修时不易发现故障点,并增加了维修的难度和成本。
三、影响可焊性的因素1.PCB设计:焊接质量受到焊盘的设计以及PCB士工艺水平的影响。
焊盘尺寸过小或过大、焊盘排列不合理等都会影响可焊性。
2.焊接工艺:焊接温度、焊接时间、焊接压力等焊接工艺参数都会对可焊性产生影响,过高或过低的温度、时间或压力都会对焊盘和元器件造成损害。
3.焊料选择:正确选择合适的焊料可以提高焊接的可靠性和质量,不同焊盘材质和焊盘形状需要选择不同的焊料。
4.白亮度要求:当焊接的表面需要更好的表面平滑度和亮光效果,对于显示屏和外观要求高的产品需要更好的焊接效果。
四、解决可焊性问题的方法1.合理设计焊盘:根据元件尺寸和要求,合理设计焊盘的尺寸和间距,保证焊盘与元件能够完全接触,并预留一定的间隙以保证焊接过程中的热胀冷缩。
2.控制焊接工艺参数:合理控制焊接温度、时间和压力等参数,确保焊接过程中的温度和时间不会对焊盘和元件造成损害。
3.选择适当的焊料:根据焊接材料和要求选择合适的焊料,在焊料上添加流动剂以提高焊接效果,并确保焊盘与元件之间的粘附性和可靠性。
4.检测与维修:在生产过程中进行可焊性检测,及时发现问题并进行维修,防止不良品流入市场。
五、结论PCB可焊性是影响电子设备工作性能和寿命的重要因素之一,合理的设计、控制焊接工艺参数和选择适当的焊料等措施都可以提高焊接质量和可靠性。
通过对可焊性的分析和解决方法的应用,可以确保焊接过程中的质量和效率,提高产品的竞争力。
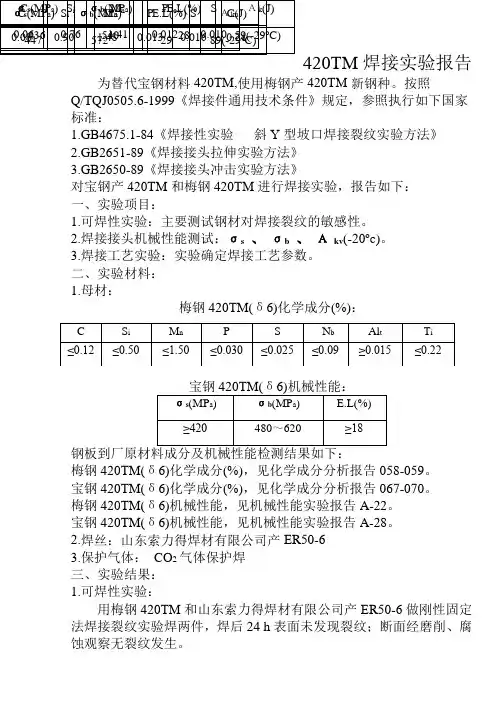
420TM 焊接实验报告为替代宝钢材料420TM,使用梅钢产420TM 新钢种。
按照Q/TQJ0505.6-1999《焊接件通用技术条件》规定,参照执行如下国家标准:1.GB4675.1-84《焊接性实验 斜Y 型坡口焊接裂纹实验方法》2.GB2651-89《焊接接头拉伸实验方法》3.GB2650-89《焊接接头冲击实验方法》对宝钢产420TM 和梅钢420TM 进行焊接实验,报告如下: 一、实验项目:1.可焊性实验:主要测试钢材对焊接裂纹的敏感性。
2.焊接接头机械性能测试:σs 、 σb 、 Α kv (-20o c)。
3.焊接工艺实验:实验确定焊接工艺参数。
二、实验材料: 1.母材:梅钢420TM(δ6)化学成分(%):宝钢420TM(δ6)机械性能:梅钢420TM(δ6)化学成分(%),见化学成分分析报告058-059。
宝钢420TM(δ6)化学成分(%),见化学成分分析报告067-070。
梅钢420TM(δ6)机械性能,见机械性能实验报告A-22。
宝钢420TM(δ6)机械性能,见机械性能实验报告A-28。
2.焊丝:山东索力得焊材有限公司产ER50-6 3.保护气体: CO 2气体保护焊 三、实验结果: 1.可焊性实验:用梅钢420TM 和山东索力得焊材有限公司产ER50-6做刚性固定法焊接裂纹实验焊两件,焊后24 h 表面未发现裂纹;断面经磨削、腐蚀观察无裂纹发生。
2.焊接接头机械性能测试:梅钢420TM和山东索力得焊材有限公司产ER50-6,CO2气体保护焊,抗拉强度平均值530N/mm2。
见机械性能实验报告A-28。
宝钢420TM和常州产ER50-6,CO2气体保护焊,抗拉强度平均值530N/mm2。
见机械性能实验报告A-29。
关于焊接接头冲击性能测试,确定实验温度为常温和-20o C;由于母材为t6,按照标准制作小试样(5×10),委托泰安市质检所测试。
梅钢420TM原材料,见市质检所检验报告JX05205。
【引言概述】焊条是常见的焊接材料之一,用于连接金属工件。
在焊接工艺中,焊条的质量和性能对焊接接头的质量和使用寿命具有重要影响。
因此,对焊条进行全面的检验和评估是确保焊接质量的重要环节。
本报告是焊条检验报告的第二部分,旨在通过详细描述焊条的检验内容和结果,进一步完善焊接质量控制体系。
【正文内容】1.化学成分检验1.1 检验目的和方法:焊条的化学成分直接影响其焊接性能,如它的熔化温度、气候敏感性等。
因此,在进行焊条焊接前,对其化学成分进行检验十分必要。
检验方法可以采用湿法化学分析、光谱分析等。
1.2 检验结果和评价:根据化学成分检验结果,对比标准规定的焊条成分范围,评估焊条的成分是否符合要求。
若在成分含量上存在较大偏差,则可能导致焊接接头的强度和耐腐蚀性等性能下降。
2.力学性能检验2.1 检验目的和方法:焊条的力学性能是指其在受力下的变形和破坏行为。
力学性能检验通常包括拉伸强度、屈服强度、延伸率、冲击韧性等指标的测量。
常用的检验方法有拉伸试验、冲击试验等。
2.2 检验结果和评价:对焊条进行力学性能检验后,通过比对检验结果和标准规定要求,评估焊条的强度和韧性是否满足使用要求。
若某项指标不达标,可能会在焊接过程中出现焊接接头脆化、断裂等问题。
3.焊接工艺性能检验3.1 检验目的和方法:焊接工艺性能是指在配合特定焊接方法和设备情况下,焊条所具有的适应性和稳定性。
焊接工艺性能检验通常包括短路传输性能、电流伏安特性、溅痕性等指标的测试。
常用的检验方法有焊接试验、电流伏安特性测试等。
3.2 检验结果和评价:通过对焊条进行焊接工艺性能检验,可以评估焊条与不同焊接设备和方法的适应性。
检验结果将为优化焊接工艺参数提供依据,从而提高焊接质量和效率。
4.外观检验4.1 检验目的和方法:焊条的外观检验主要针对焊条的表面质量、包装完好性等。
焊条包装完好且无明显缺陷,可以保证焊条在储存和运输过程中不受到污染和损坏。
4.2 检验结果和评价:通过外观检验,对焊条的表面质量和包装完好性进行评估,确保焊条在使用前的质量无缺陷和可靠。