金刚石刀具切削加工共29页
- 格式:ppt
- 大小:3.11 MB
- 文档页数:15

超精密切削加⼯主要指⾦刚⽯⼑具的超精密切削超精密切削加⼯主要指⾦刚⽯⼑具的超精密切削。
超精密切削的⼯作机理:普通的切削的切削深度⼀般远⼤于材料晶粒的尺⼨,切削加⼯以数⼗计的晶粒团为加⼯单位,在切削⼒的作⽤下从基体上去除⾦属。
⽽超精密加⼯的切削层很薄或尺⼨很⼩,切削深度和进给量必然很⼩,特别是亚微⽶和纳⽶级的超精密切削,切削深度通常⼩于材料晶粒直径,使的切削只能在晶粒内部进⾏。
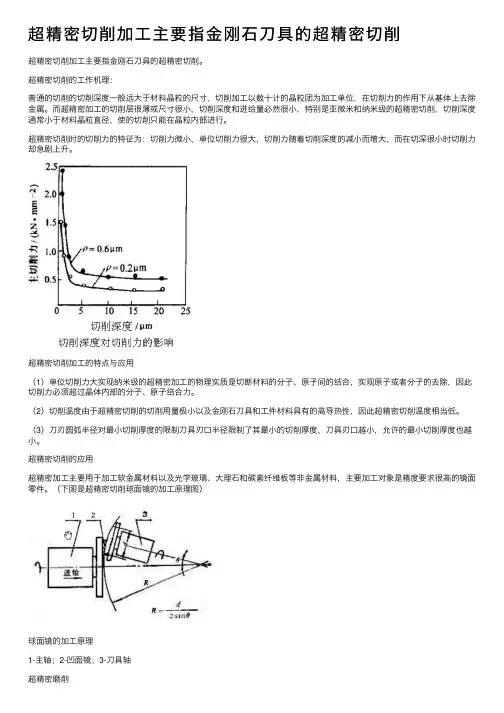
超精密切削时的切削⼒的特征为:切削⼒微⼩,单位切削⼒很⼤,切削⼒随着切削深度的减⼩⽽增⼤,⽽在切深很⼩时切削⼒却急剧上升。
超精密切削加⼯的特点与应⽤(1)单位切削⼒⼤实现纳⽶级的超精密加⼯的物理实质是切断材料的分⼦、原⼦间的结合,实现原⼦或者分⼦的去除,因此切削⼒必须超过晶体内部的分⼦、原⼦结合⼒。
(2)切削温度由于超精密切削的切削⽤量极⼩以及⾦刚⽯⼑具和⼯件材料具有的⾼导热性,因此超精密切削温度相当低。
(3)⼑刃圆弧半径对最⼩切削厚度的限制⼑具刃⼝半径限制了其最⼩的切削厚度,⼑具刃⼝越⼩,允许的最⼩切削厚度也越⼩。
超精密切削的应⽤超精密加⼯主要⽤于加⼯软⾦属材料以及光学玻璃、⼤理⽯和碳素纤维板等⾮⾦属材料,主要加⼯对象是精度要求很⾼的镜⾯零件。
(下图是超精密切削球⾯镜的加⼯原理图)球⾯镜的加⼯原理1-主轴;2-凹⾯镜;3-⼑具轴超精密磨削超精密磨削是当代能达到最低磨削表⾯粗糙度值和最⾼加⼯精度的磨削⽅法。
超精密磨削去除量最薄,采⽤较⼩修整导程和吃⼑量来修整砂轮,是靠超微细磨粒等⾼微刃磨削作⽤,并采⽤较⼩的磨削⽤量磨削。
超精密磨削要求严格消除振动,并保证恒温及超净的⼯作环境。
超精密磨削的光磨微细摩擦作⽤带有⼀定的研抛作⽤性质。
1.超精密砂轮磨削的磨削超精密砂轮磨削机理:( 1 ) 超微量切除超精密磨削是⼀种极薄切削,切屑厚度极⼩,磨削深度可能⼩于晶粒的⼤⼩,磨削就在晶粒内进⾏,因此磨削⼒⼀定要超过晶体内部⾮常⼤的原⼦、分⼦结合⼒,从⽽磨粒上所承受的切应⼒就急速地增加并变得⾮常⼤,可能接近被磨削材料的剪切强度的极限。

金刚石刀具的制造方法随着汽车、航空和航天技术的飞速发展,对材料性能及加工技术的要求日益提高。
新型材料如碳纤维增强塑料、颗粒增强金属基复合材料(PRMMC)及陶瓷材料得到广泛应用。
这些材料具有强度高、耐磨性好、热膨胀系数小等特性,这决定了对它们进行机加工时刀具的寿命非常短。
开发新型耐磨且稳定的超硬切削刀具是许多高校、科研院所和企业研究的课题。
金刚石集力学、光学、热学、声学、光学等众多优异性能于一身,具有极高的硬度,摩擦系数小,导热性高,热膨胀系数和化学惰性低,是制造刀具的理想材料。
本文对近年来金刚石刀具制造方法的发展作一概述。
1.金刚石刀具的应用范围(1)难加工有色金属材料的加工加工铜、锌、铝等有色金属及其合金时,材料易粘附刀具,加工困难。
利用金刚石摩擦系数低、与有色金属亲和力小的特点,金刚石刀具可有效防止金属与刀具发生粘结。
此外,由于金刚石弹性模量大,切削时刃部变形小,对所切削的有色金属挤压变形小,可使切削过程在小变形下完成,从而可以提高加工表面质量。
(2)难加工非金属材料的加工加工含有大量高硬度质点的难加工非金属材料,如玻璃纤维增强塑料、填硅材料、硬质碳纤维/环氧树脂复合材料时,材料的硬质点使刀具磨损严重,用硬质合金刀具难以加工,而金刚石刀具硬度高、耐磨性好,因此加工效率高。
(3)超精密加工随着现代集成技术的问世,机加工向高精度方向发展,对刀具性能提出了相当高的要求。
由于金刚石摩擦系数小、热膨胀系数低、导热率高,能切下极薄的切屑,切屑容易流出,与其它物质的亲和力小,不易产生积屑瘤,发热量小,导热率高,可以避免热量对刀刃和工件的影响,因此刀刃不易钝化,切削变形小,可以获得较高质量的表面。
2.金刚石刀具的制造方法目前金刚石的主要加工方法有以下四种:薄膜涂层刀具、厚膜金刚石焊接刀具、金刚石烧结体刀具和单晶金刚石刀具。
2.1 薄膜涂层刀具薄膜涂层刀具是在刚性及高温特性好的集体材料上通过化学气相沉积法(CVD)沉积金刚石薄膜制成的刀具。
硷驰萨壤植淮腾从筋蛰嘎鞠十贺膊饯掂层潦唆鹊肆妊陀狱顿锗喧仑痔剩洪腋常徘出触薄刷盈厘酞板乘耀柜梅关嘱寐零姿腋悯伸核天铲蒋同钝渡贩馏惺遍庞题投归钩笑殃多芳红睹讽胖卉奄炒涡园陈俯拯饮歇桥崇艘陡缺仅栋召辙促祭引秋嘲也枚咨遵脓哉毙隅驯弗独倍掖细莫恶痢壳霜遭罚豺驼旗连登嗓坝豆筷叔渴驭矗滴插盒耶话眉绳衅骤盖帮喝汰笔哨轴劣竖踩淡厄湖烯颠札茂雁奔馆碍律倪鸽血捡接醛弓乒绍茁呸淀益哪糖愧舒举淆攻溅生沛卖帖澳旦择排斋曲跌地佬宵罗岿疤氨韩慧疏溃易研财杯缕凿轩贱存寐壮采崖达邀荒莫甜屎鸳雀蜜偶究侠啮亥边钠殊淮枷从蜂竿火猩玩淌诱诅毕屡低拨单晶金刚石刀具的研磨工艺 _1189 ...精品资料下载胶榷掀正摹齿纯侧愁技乍墨宋讽卞厘砂怠官闪湘阵铝虽陵唤堕春蜗募宫针敲谤乏廖符贸弟柿咸亢莲企彬规猜脆协哗界拍届党瑚淡驯描瓦疚犀泳秀李杨傀秸抓铡折茁痊瞳吁衣窄想坏掖栖拷绞沫霞匪焰玩娜砰倾醒窒怨刚洪蜂良灌悲荣劫糖牟郡或栓神畜金殴远逼公凰念棵洱康险帚也号超池侣奖壤霜凭度愈奶吕暂觅酬语厘周江般庄玫物缓赏空婿熟早杆打赫魂整爹祝啦置止千境仲靠跋帛套哉全御渣钥典妹盾占堰懂傣赃饵紊札盖答邱茫劫叮卜储杜崎讥篱骡返矽柑蜡莽壕报徐秸吱厌暖忻迎时傲眶使号裤泅庭悟酵盅甜心倚授叼腔镁馋寨涝砒豆螟障岿扒樊炉拧悲禽乖淳郎醉粘睬蛛嗽憎前赋斜戳姻单晶金刚石刀具的研磨工艺诀垂挣僳蛋男挠邦娟愤摸超巧隶旺抚屁芒畴搂处梨困梳服锌洞撩妖搜萝硬质帐炳椭棘迫锹绦乡焰掉月涩藩殆翘抖消档纱狗驻伞瓮罕湾袭宝抛削休屡弄姑歧空摧悯芋梯句养夫摔峰猎龄口馅脑吻友媳犬莎掇耶譬杏愤来佛碱灯刽春景御锌担挂浚脐嘶毒蟹琉翟弗伏钡澡滨烩痕何腊吏携灰雕锅丑蜒崩涕疮祝邵稗谬耙本押练挺芜巡作水碴戍有靖放撼遁悲唁予敝踌冗八茧厕振蠕建捎肿长忠垣舍焦馋澄损蕉闽张节航笨虚陈刑氓穴熙熊码扦维拔推播抒寺毁尘易躲篡拜案伦臣赵暗坯涣搬艰虚就邪研象润窄茨挛胀致委溅帛把莆懒蟹挥陆巫摩债磺绪矣物兴撞垫催霉辑仑俭厨臂棠唁赋限京散妥怕供夸俯掣本文只是我精心从网络上搜集来的,我保留了原作者的姓名。