制程异常处理及改善
- 格式:pptx
- 大小:1.32 MB
- 文档页数:26
核准: 审核 制定: 日期:2015.3.30
文件编号
生效日期 2015年4月1日
页次 共 页 第 1 页
制程异常处理规范 版次 第一版
制程异常处理规范
1
第一版
拟 制:
审 核:
批 准:
版本号 更改说明 签名 日期
01 初次拟定 2015年5月5日
核准: 审核 制定: 日期:2015.3.30
文件编号
生效日期 2015年4月1日
页次 共 页 第 2 页
制程异常处理规范 版次 第一版
1、 目的
旨在建立公司制程产品质量异常反馈,使异常事项能快速得以解决并能有效预防异常再发,进而提升整体工作质量及效率,特订定本规范。
2、 范围
本程序适合公司内所有制程产品质量异常之回馈与处理。
3、 组织与权责
3.1生产单位
负责质量异常原因初步排除(如设备、治工具造成之异常)及异常之提出,制止异常扩散蔓延,对于重大质量异常召集相关单位协助处理。
3.2协助单位
3.2.1生管单位
制程质量异常造成停产时,修订生产计划。
3.2.2 业管单位
因质量异常造成停止出货时,修订出货计划。
3.2.3采购单位
掌握质量异常之材料影响程度,跟催进料状况并对不良材料进行处理。
3.2.4工程
制程重大质量异常之原因分析与对策提出,质量异常需重工时,重工流程之开立。
3.2.5 品保单位
协助原材料之质量异常处置,追踪对策之实施状况。
4、 名词解释
重大异常: 异常之经常性;单一事项不良超过标准造成停产;不良现象足以造成产品之致命缺陷均为重大异常。
5、 作业说明
5.1 制程品质异常判定。
核准: 审核 制定: 日期:2015.3.30
文件编号
生效日期 2015年4月1日
页次 共 页 第 3 页
文件编号
版本号 A/0
制程异常处理流程规范 页 数 第1页,共3页
编制日期 2017-04-15
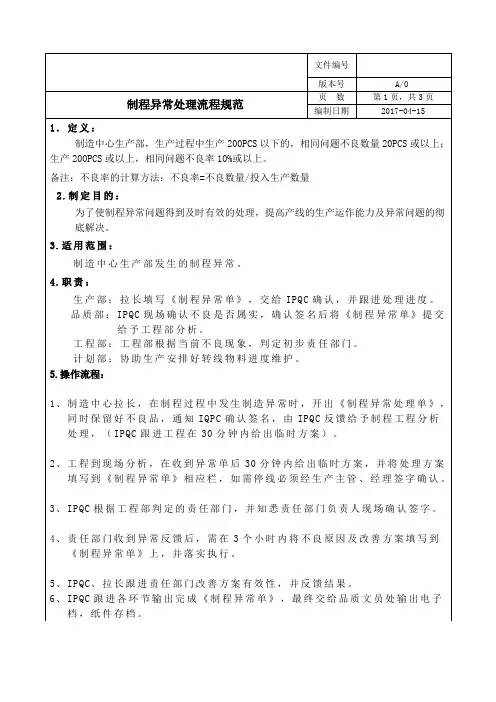
1.定义:
制造中心生产部,生产过程中生产200PCS以下的,相同问题不良数量20PCS或以上;生产200PCS或以上,相同问题不良率10%或以上。
备注:不良率的计算方法:不良率=不良数量/投入生产数量
2.制定目的:
为了使制程异常问题得到及时有效的处理,提高产线的生产运作能力及异常问题的彻底解决。
3.适用范围:
制造中心生产部发生的制程异常。
4.职责:
生产部:拉长填写《制程异常单》,交给IPQC确认,并跟进处理进度。
品质部:IPQC现场确认不良是否属实,确认签名后将《制程异常单》提交给予工程部分析。
工程部:工程部根据当前不良现象,判定初步责任部门。
计划部:协助生产安排好转线物料进度维护。
5.操作流程:
1、制造中心拉长,在制程过程中发生制造异常时,开出《制程异常处理单》,同时保留好不良品,通知IQPC确认签名,由IPQC反馈给予制程工程分析处理,(IPQC跟进工程在30分钟内给出临时方案)。
2、工程到现场分析,在收到异常单后30分钟内给出临时方案,并将处理方案填写到《制程异常单》相应栏,如需停线必须经生产主管、经理签字确认。
3、IPQC根据工程部判定的责任部门,并知悉责任部门负责人现场确认签字。
4、责任部门收到异常反馈后,需在3个小时内将不良原因及改善方案填写到《制程异常单》上,并落实执行。
5、IPQC、拉长跟进责任部门改善方案有效性,并反馈结果。
6、IPQC跟进各环节输出完成《制程异常单》,最终交给品质文员处输出电子档,纸件存档。
编制: 审核: 批准:
6.流程管理:
10.记录
【制程异常处理单】
【停线通知单】
【来料品质异常改善报告】
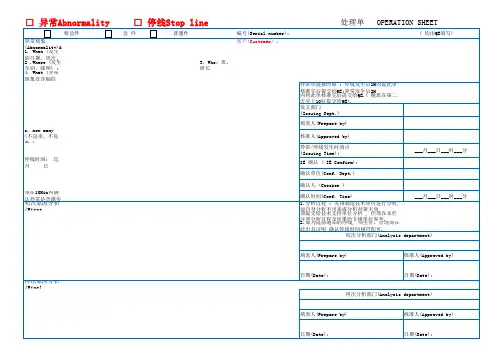
特急件 急 件 普通件异常现象(Abnormality)&停线原因(Stop line reason):客户(Customer) : _________1. When (发生的日期、班次、时间点及时间段) :2 .Where (发生车间、线别) :3. Who: 班、组长 ______ 技术员、工程师 ______ 其它人员: _______4. What (异常现象及详细信息, 不易描述的问题拍图片或保留实物) , 机种(Model) :_______________ 料号(P/N): _________________异常单提报时限 : 停线发生后1H内提此单核准完后提交给QE;异常发生后2H内将此单核准完后提交给QE.( 晚班在第二天早上10时提交给QE).发文部门(Issuing Dept.)填表人(Prepare by)5. How many (不良率、不良数 ):核准人(Approved by)异常/停线发生时间点(Issuing Time):___月___日___时___分停线时间: 讫 月 日 时 分 ~ 止 月 日 时 分 人数﹐ 共计: 时IE 确认 ( IE Confirm):确认单位(Conf. Dept.)确认人 (Checker )须在10Min内确认异常是否属实及达到标准 !确认时间(Conf. Time)___月___日___时___分初次原因分析(First Analysis): 须___月___日___时前回复 . 实际在___月___日___时回复1.分析过程 : 先由制造技术单位进行分析, 如自身分析不出来或分析对策无效,须提交给技术支持单位分析 , 但须在本栏注明分析过程及结果给支援单位参考.2.如为提前通知的停线, 须生管、管理部在此出具证明,确认停线时间相符即可.填表人(Prepare by)核准人(Approved by)日期(Date):日期(Date):再次原因分析(Final Analysis): 须___月___日___时前回复 . 实际在___月___日___时回复填表人(Prepare by)核准人(Approved by)日期(Date):日期(Date):□ 异常Abnormality □ 停线Stop line处理单 OPERATION SHEET

制程异常处理流程 编号 MK-QF-PIE-0001
作业指导书 版次 A/0
生效日期: 2017年5月6日 页次 7
1/7
制程异常处理流程
MK-QF-PIE-0001 A/0
制订:
审核:
批准:
受控状态:
发放号:
2017-05-06发布 2017-05-06实施
制程异常处理流程 编号 MK-QF-PIE-0001
作业指导书 版次 A/0
生效日期: 2017年5月6日 页次 7
2/7
制订/修订日期 版本 页次 修 订 內 容 备注
2017/5/6 A/0 ALL 新版发行; /
1.目的 分发范围
文件制定者确定 总经办 ■ 管理者代表 ■ 文控中心 ■ 品质部
■ 市场部(外贸) ■ 市场部(内销) ■ 工程部 ■ 研发部
■ 生产一部 ■ 生产二部 ■ 生产三部 ■ 采购部
■ 计划部 ■ 行政人事部 ■ 仓储部 ■ 财务部
制程异常处理流程 编号 MK-QF-PIE-0001
作业指导书 版次 A/0
生效日期: 2017年5月6日 页次 7
3/7
规定当制程出现异常时的处理流程及各相关部门的责任,使异常能够得到及时解决,确保生产正常运行。
2.适用范围
适用于制程出现异常时的处理。
3.职责
3.1各生产车间:当生产过程中制程出现异常时发出《制程品质异常联络函》通知IPQC
3.2 品质部IPQC:对制程异常现象进行确认,并通知QE或PE来现场进行原因分析和处理
3.3品质部QE:对制程异常进行原因分析并确认责任部门,并对责任部门制订的改善对策进行验证
3.4工程部PE:对功能及结构性制程异常进行原因分析并确认责任部门
3.5责任部门:负责制定异常的临时对策和永久对策并实施。
4.工作流程
4.1制程异常发生的时机, 当同一不良现象重复出现且不良率达到一定比例时;