燃气锅炉控制线路改造中PLC的应用实况
- 格式:docx
- 大小:90.87 KB
- 文档页数:10

燃气锅炉温度的PLC控制系统
燃气锅炉温度的PLC控制系统
陈丽颖
【摘要】摘要:自从二十世纪八十年代以来,PLC得到了快速的发展,PLC的处理模拟量能力、数字运算能力、人机接口能力和网络能力都得到了很大的提高,PLC具有较强的通用性、使用方便、适用面广、可靠性高、抗干扰能力强、编程简单等特点。
PLC在工业上的地位是无法代替的。
主要以燃气锅炉温度为被控参数,以PLC为控制器,形成锅炉温度串级控制系统,运用PLC梯形编程语言进行编程,实现锅炉温度的自动控制。
【期刊名称】黑龙江科技信息
【年(卷),期】2016(000)036
【总页数】1
【关键词】燃气;锅炉;温度;PLC;控制;系统
1 PLC的由来及特点
PLC全名为可编程逻辑控制器,是为工业控制应用而设计制造的,主要是代替了继电器实现逻辑控制。
随着科学技术的快速发展,这种装置的功能已经超过了逻辑控制的范围,这种装置被称为可编程控制器,简称PC。
燃气锅炉PLC 自动控制系统的特点是根据实际供暖中负荷多变的特点,采用先进的变频技术和模糊控制技术,来改变锅炉的燃气量,使锅炉可以达到节能运行的效果,这一系统具有安全性、稳定性、节能效果明显等特点。
PLC系统所有的I/O接口电路都采用光电隔离技术,可以使工业现场的外电路与PLC内部电路之间电气上隔离,各模块均采用屏蔽措施,防止辐射干扰,PLC具有良好的自我诊断能力,一旦系统内部的软硬件出现问题时,CPU就会。

锅炉控制及PLC应用锅炉控制及PLC应用锅炉作为工业生产中常用的热能设备,其控制系统的稳定性和可靠性对于保证生产过程的正常运行具有重要意义。
而现代控制领域的PLC(可编程逻辑控制器)技术的应用,为锅炉控制系统的升级和改进提供了新的途径。
本文将从锅炉控制的基本概念入手,分析PLC在锅炉控制中的应用。
一、锅炉控制的基本概念1.1 锅炉控制的目标锅炉控制的目标是根据生产需求,保证锅炉燃烧、供水、排污等过程的平稳、高效运行,使锅炉获得最佳热能利用效果,并确保锅炉的安全可靠性。
1.2 锅炉控制系统的基本组成锅炉控制系统由测量、传输、控制和执行四个部分组成。
测量是通过传感器来获取锅炉各种参数的数值信号;传输是将测量到的信号通过信号传输线路传输到控制器;控制是根据测量到的信号进行逻辑运算,计算出控制指令;执行是将控制指令发送给执行机构,控制锅炉的运行。
二、PLC技术在锅炉控制中的应用2.1 PLC的基本原理PLC是一种专门用于工业自动化控制的计算机。
其基本原理是通过输入模块采集外部信号,经处理器进行逻辑运算,再通过输出模块将控制信号发送给执行机构,实现对设备的控制。
2.2 PLC在锅炉控制中的应用2.2.1 温度控制锅炉使用过程中,温度控制至关重要,影响到锅炉的燃烧效果和供热效率。
传统的温度控制方法往往需要手动调整参数,操作复杂且容易出错。
而采用PLC控制实现温度控制,可以根据实时测量的温度数据自动调整控制参数,实现温度的精确控制。
2.2.2 水位控制锅炉的水位控制对于锅炉的安全运行至关重要。
过高或过低的水位都会影响锅炉的工作状态。
传统的水位控制方法需要人工监测和调整,工作效率低且容易出错。
采用PLC控制实现水位控制,可以通过传感器实时检测锅炉水位,并根据设定的水位范围自动调整进水量,实现水位的稳定控制。
2.2.3 燃烧控制锅炉的燃烧控制直接影响到燃料的利用率和环境污染。
传统的燃烧控制方法需要依靠人工调整和观察,精确度低。
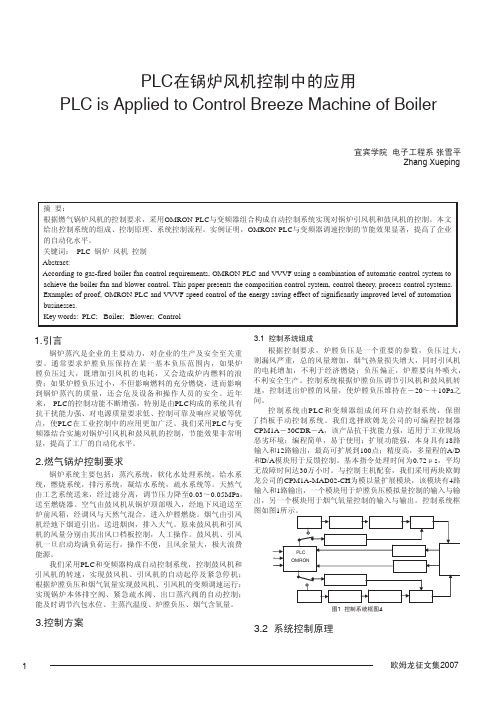
PLC在锅炉风机控制中的应用PLC is Applied to Control Breeze Machine of Boiler宜宾学院电子工程系张雪平Zhang Xueping摘要:根据燃气锅炉风机的控制要求,采用OMRON PLC与变频器组合构成自动控制系统实现对锅炉引风机和鼓风机的控制。
本文给出控制系统的组成、控制原理、系统控制流程。
实例证明,OMRON PLC与变频器调速控制的节能效果显著,提高了企业的自动化水平。
关键词: PLC 锅炉风机控制Abstract:According to gas-fired boiler fan control requirements, OMRON PLC and VVVF using a combination of automatic control system to achieve the boiler fan and blower control. This paper presents the composition control system, control theory, process control systems. Examples of proof, OMRON PLC and VVVF speed control of the energy saving effect of significantly improved level of automation businesses.Key words: PLC; Boiler; Blower; Control1.引言锅炉蒸汽是企业的主要动力,对企业的生产及安全至关重要。
通常要求炉膛负压保持在某一基本负压范围内,如果炉膛负压过大,既增加引风机的电耗,又会造成炉内燃料的浪费;如果炉膛负压过小,不但影响燃料的充分燃烧,进而影响到锅炉蒸汽的质量,还会危及设备和操作人员的安全。
近年来, PLC的控制功能不断增强,特别是由PLC构成的系统具有抗干扰能力强、对电源质量要求低、控制可靠及响应灵敏等优点,使PLC在工业控制中的应用更加广泛。
锅炉控制及PLC应用引言锅炉是一种广泛应用于工业和供暖领域的设备,其控制系统的优化对于提高能源利用效率、确保运行安全具有重要意义。
可编程逻辑控制器(PLC)作为一种自动化控制设备,具有高可靠性、灵活性等特点,在锅炉控制系统中发挥着重要作用。
本文将介绍锅炉控制的基本原理和实现方式,以及PLC在锅炉控制中的应用和优势。
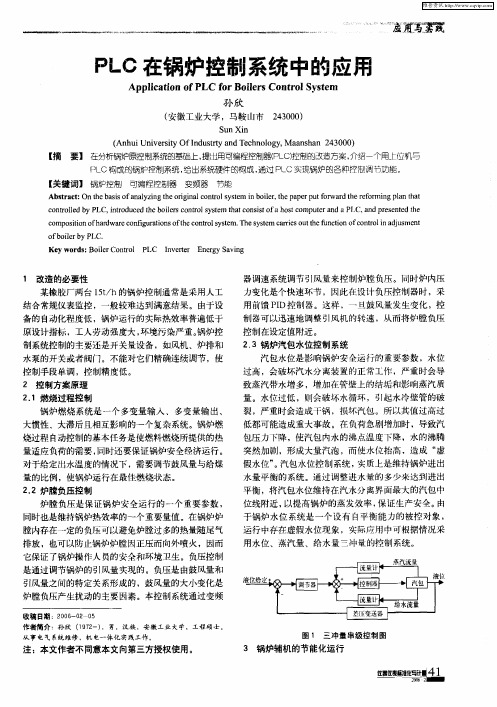
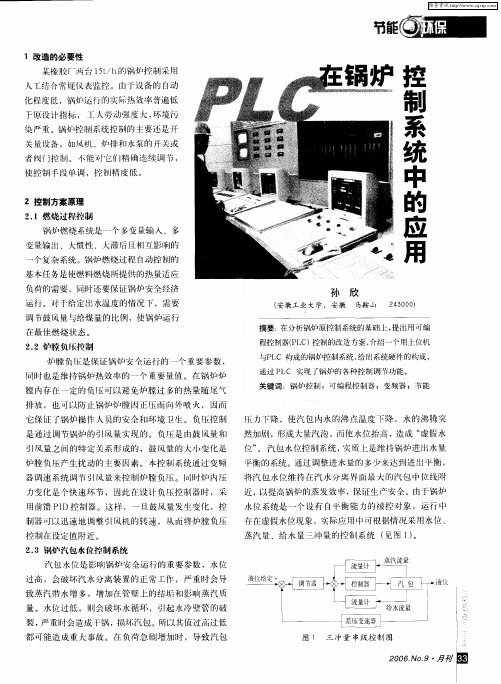
锅炉控制锅炉控制的主要目标是保证蒸汽或热水供应的稳定,同时最大化能源利用效率。
为实现这一目标,锅炉控制系统应包括传感器、执行器和控制器。
1、传感器:用于监测锅炉的关键参数,如压力、温度、液位等。
这些传感器将实时数据传输到控制系统,以便进行相应的调整。
2、执行器:接受控制器的指令,并调节锅炉的各个部件,如燃烧器、泵等。
执行器的类型和数量取决于锅炉的类型和规模。
3、控制器:根据传感器的输入数据进行计算和决策,向执行器发出调节指令,以保证锅炉运行在最佳状态。
控制器可以是简单的继电器逻辑控制,也可以是较复杂的计算机控制系统。
PLC应用PLC作为一种专门为工业控制设计的计算机,具有高可靠性、灵活性和易于维护等特点。
在锅炉控制中应用PLC,可以提高控制系统的可靠性和自动化水平。
1、PLC选型:根据锅炉控制系统的需求,选择适当型号和品牌的PLC。
选型时应考虑PLC的处理能力、输入输出接口数量和类型、编程功能等因素。
2、程序设计:利用PLC编程语言编写控制程序,实现锅炉控制系统的各种功能。
程序应包括数据采集、数据处理、控制算法、输出调节等环节。
3、系统集成:将PLC与锅炉控制系统中的其他设备(如传感器、执行器等)进行连接和调试,确保整个系统能够协调工作。
注意事项使用PLC进行锅炉控制时,应注意以下问题:1、可靠性:PLC是工业控制领域的高可靠性设备,但仍然需要其可靠性。
选择高质量的PLC和可靠的硬件设备,以及进行合理的程序设计,可以确保控制系统的可靠性。
2、安全性:锅炉是一种具有较高风险的设备,因此PLC控制系统的安全性非常重要。
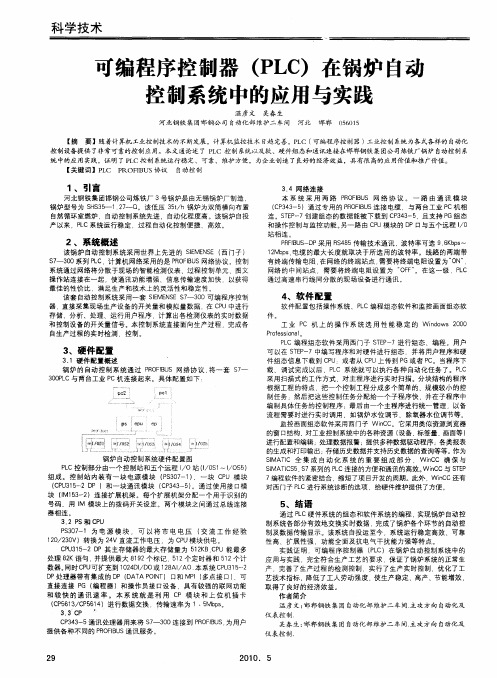
PLC在锅炉控制中的应用鞍山市热力设计研究院郭轶1 引言可编程序控制器(Programmable logic contoroller)简称PLC,是以微处理器为核心,用于工业控制的计算机,由于PLC广泛采用微机技术,使得PLC不仅具有逻辑控制功能,而且还具有了运算、数据处理和数据传送等功能。
目前城市供暖的锅炉在启停和运行的过程中都需要精确的实时控制,大多数锅炉系统的控制还采用继电器逻辑控制。
这类系统自动化程序很低,大部分操作还是由手动来完成,只能处理一些开关量问题,无法处理系统的模拟量,即使控制一些开关量,其电气线路复杂,可靠性不高,不便维护,实际锅炉系统控制中每台炉就需要一套继电器控制系统,而采用西门子S7-300系列可编程控制器设计的控制系统实现了在某集中供热锅炉房的系统自动控制,并且实现了整个系统的优化控制。
2 系统硬件构成上位计算机系统硬件部分采用siemens台式工控机,上位监控组态软件采用siemens公司wincc进行组态。
热源部分的控制系统采用siemens公司的PLC可编程控制器S7-315-2DP,通过PLC自带的MPI 通讯接口与上位工控机相连。
利用TCP/IP 网络通过组件实现数据共享和分布式数据库,锅炉房各模块及水处理间控制模块间通过ProfiBus现场总线相连。
热力站的数据采集系统采用siemens公司的S7-200系列PLC,通过MODEM市话拨号的方式以9600BPS的速率与控制中心相连,热力站数据通过siemens触摸屏,可在热力站当前显示,系统硬件图如图1。
3系统的功能3.1监控功能系统在运行过程中,上位机将下位机采集上来的锅炉运行数据和热力站传送上来的运行参数进行实时处理,通过上位机的分析,判断,实现对现场温度、压力、液位、流量、烟气含氧量等工艺过程参数的模拟动态显示,通过下位机的反馈至上位机的信号实现对现场仪表、风机、水泵及上煤系统运行状态的监控。
现场通过上位机手动和自动切换,实现风机,水泵的启、停控制。
PLC在注汽锅炉装置中的应用摘要大庆输油管理处林源输油站于1999年10月在锅炉自动控制系统中使用了美国GE Fanuc Automation公司生产的90TM-30可编程序控制器(Programmable Logic Controller缩写为PLC)。
PLC是以微处理器为基础, 综合了计算机技术、控制技术通信技术等高新技术, 而在近几丰发尺驯及为迅速应用面极广的一类工业控制装置。
PLC不仅可以作为单一的机电控制设备, 而且作为通用的自动控制装置, 它也被用于过程工业的自动控制国内外对PLC的开发和应用越来越深入, 它正与DCS,SCADA等工业控制装置相互渗透, 各取所长, 发挥作用。
近年来, 随着现场总线的标准化和它的实现, 使可编程序控制器向现场控制级发展本文旨在使从事自动控制工作的工程技术人员对PLC 的相关知识有进一步的了解。
必于锅炉燃烧具有滞后·非线性、没有精确数学模型的特性,从而导致锅炉燃烧过程控制困难,效率较低,造成很大的能源浪费。
因此,问题一直被工程技术人员和学者们关注今了提高锅炉燃烧效率本文提出了一种具有自学习功能、能自动在线调整风/煤比的智能燃烧控制系统,它由基于知识的开关控制、送风摄动信号模糊自寻优控制和自学习风/煤比的神经模糊控制器组成。
在锅炉正常运行以及负荷、煤种等因素发生变化的情况下,都能有效地调整风/煤比使炉膛内燃烧处于最佳状态,并在不断地调整过程中记忆适应于该锅炉各运行工况的最佳风/煤比,以此作为学习样本来训练神经网络,从而获得稳定的燃烧优化控制。
同时由于引入炉膛总辐射能作为辅助调节变量,大大提高了自寻优所得风/煤比的可靠性,更有效的确保锅炉的燃烧效率。
仓文所研究的控制系统,除了能保证燃烧的持续高效率外,在蒸汽温度闭环控制中采用了传统PDI控制器与模糊控制相结合的控制方案,在提高系统的鲁棒性的同时,还继承了PID控制稳态精度高等优点,得到较好的控制效果)AbstractForest ManagementBranch ofDaqing oil source oil station in O ctober 1999 in the boiler automatic control system used in the UnitedStates, producedby GEFanucAutomation 90TM-30 PLC (ProgrammableLogicController abbreviatedas PLC).PLC isa micro processor-based, integrated computer technology, control technologyand other high-tech communication technology, while the abundance of fat inthe lastfew feet tame and very wide for the rapid application of a class of industrial control devices. PLC not only as a single mechanical and electrical control equipment andautomatic control device as a universal, it has also been used for the automatic control of the process of industrial development athome and abroad on the PLC and used moreandmore in-depth, itis withthe DCS,SCADA andotherindustrial control Mutualpenetration device, different advantages, play arole. Inrecentyears,with fieldbusstandardizationand itsimplementati on, the programmablelogiccontroller to controllevel thedevelopmen t of this site seeks to engage in automatic control engineering and technicalpersonnel working knowledge of PLC's haveabetterunder standing.This article is for reference only Will have a lag in the boiler • non-linear, there is no precise mathematical model of the properties, leading to the boilerCombustion process control difficulties, and less efficient, resulting in tremendous waste of energy. Therefore, the problem has been engineering and technical personnel and scholars concerned to improve combustion efficiency this paper proposes a self-learning function, automatically adjust the line air / coal ratio of the intelligent combustion control system, which consists of knowledge-based switch control, Air perturbation signal fuzzy self-optimizing control and self-learning style / coal ratio of the neuro-fuzzy controller. Normal operation of the boiler and the load, coal and other factors change in the circumstances, can effectively adjust the air / coal burning furnace than to be in the best condition and in constant process of adjustment to adapt to the memory of the operating boiler The best wind conditions / coal ratio, as learning samples to train the neural network to obtain stable combustion optimization. At the same time the introduction of the total radiant energy furnaceas an auxiliary variable, greatly improving the self-optimizing from air / coal ratio of reliability and more effective to ensure that the boiler combustion efficiency. The research paper warehouse control systems, in addition to ensuring the continued high combustion efficiency, the steam temperature used in the traditional closed-loop control and fuzzy control PDI controller combines the control scheme to improve the robustness of the system, it is also Inherits the advantages of steady precision PID control, get better control effect)目录摘要目录第一章绪论1.1引言1.2汽锅炉控制技术国内外研究现状1.3研究的背景及意义1.4本文研究的主要内容和预期目标第一章绪论1.1引言以往生产高压蒸汽的注汽锅炉都是以原油或天然气为燃料,在我国实施“以煤代油”计划后,各油田开发了不同的燃煤注汽锅炉以降低燃料成本。
燃气锅炉中自控系统的PLC应用自控系统的运行状态会直接影响锅炉开厂进度,文章中锅炉的自控系统采用了西门子PLC作为主控系统,锅炉自控系统的好坏直接影响装置开厂的进度。
选用西门子PLC控制系统作为锅的主控系统,使得锅炉能够自控完成从点火到稳定出产蒸汽的全过程,并且显示器能够显示整个画面,并进行监控。
应用了PLC装置后系统的运行稳定性以及可靠性都有所提高,文章便针对该系统进行了详细论述。
标签:锅炉;控制系统;PLC;稳定性;可靠性1 系统组成系统的人机交互任务主要通过配置的两台操作员站予以实现,锅炉的监控以及锅炉的辅助设备的监控可以通过该两台操作站予以实现。
相关运行信息在用户组态画面以及标准画面上的显示、汇集是由操作站进行的,运行人员可以通过运行站显示出的机组相关数据监控设备工况。
在整个系统的通讯网络中,每个操作站都是网上的一个点,所有站在组态上完全相同,操作员站虽然在分工上各有不同,但每一个操作员站都能实现设备的工况显示并完成控制。
所有画面在液晶显示屏上均能在1S以内显示完全,并且保证能够在1S以内完成一次数据更新,两次以内的击键次数便能够调用任意一个画面。
通过键盘以及鼠标运行人员能够发出命令,并且执行反应时间在1S以内,而运行人员的指令从发出到执行到液晶屏上显示出信息整个过程的时间应当在2S内完成。
对于指令进行确认以及执行时不会发生由于改变系统负载而造成的延迟现象。
可以从以下几个方面对操作员站基础功能进行介绍:首先,可以对系统中所有的数字以及模拟量进行监视。
其次,对操作指导以及报警进行确认和显示;第三,能够对趋势信息予以获取并建立相应的画面。
第四对驱动装置予以控制,并打印出系统数据报表。
最后,选择控制方式,并对系统相应设定值予以调整。
工程师站的配置主要用于开发程序、诊断系统,并对系统的组态进行控制,编辑修改系统画面以及数据库,同时还对工程师站相关外设予以显示。
具体可以从下面几方面对其功能进行介绍:系统中所有已经定义的画面均能够通过调用显示出来;此外工程师站上的所有趋势图以及画面都能够在操作员站上进行加载,这是建立在通信网络健全的基础之上的。