项目四槽类零件的加工共115页
- 格式:ppt
- 大小:4.95 MB
- 文档页数:115

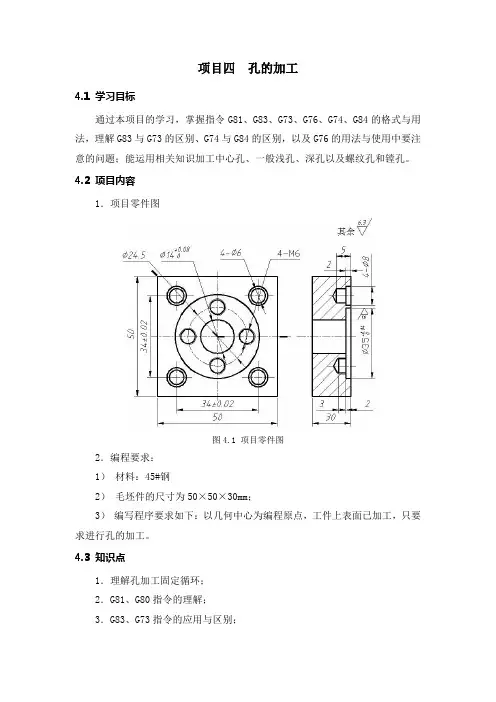
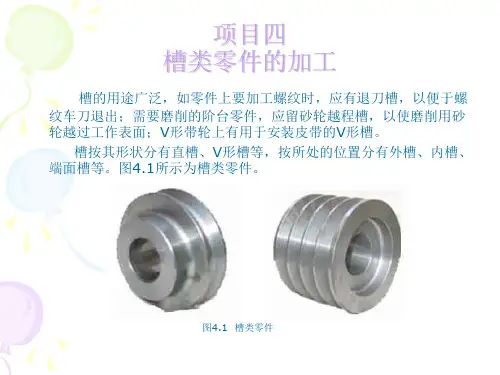
项目四孔的加工4.1 学习目标通过本项目的学习,掌握指令G81、G83、G73、G76、G74、G84的格式与用法,理解G83与G73的区别、G74与G84的区别,以及G76的用法与使用中要注意的问题;能运用相关知识加工中心孔、一般浅孔、深孔以及螺纹孔和镗孔。
4.2 项目内容1.项目零件图图4.1 项目零件图2.编程要求:1)材料:45#钢2)毛坯件的尺寸为50×50×30mm;3)编写程序要求如下:以几何中心为编程原点,工件上表面已加工,只要求进行孔的加工。
4.3 知识点1.理解孔加工固定循环;2.G81、G80指令的理解;3.G83、G73指令的应用与区别;4.项目零件的工艺分析与程序编制;5.常用镗孔指令的理解运用;6.刚性攻丝指令G84、G74的理解运用。
4.4 学习内容4.4.1钻、扩孔加工1、孔加工固定循环在数控铣床与加工中心上进行孔加工时,通常采用系统配备的固定循环功能进行编程。
固定循环主要是指加工孔的固定循环和铣削型腔的固定循环。
在前面学习的加工指令中,一般每一个G指令都对应机床的一个动作,它需要用一个程序段来实现。
为了进一步提高编程效率,系统对一些典型加工中的几个固定、连续的动作规定了一个G指令来指定,并用固定循环指令来选择。
FANUC 0i-MC系统常用的固定循环指令能完成的工作有:镗孔、钻孔和攻螺纹等,常用的循环指令见表4.1。
这些循环通常包括下列六个基本动作:1)在XY平面定位;2)快速移动到R平面;3)孔加工;4)孔底动作;5)返回到R平面;6)返回到起始点。
上述情况见图4.2。
图中实线表示切削进给,虚线表示快速运动。
R平面为:在孔口时快速运动与进给运动的转换位置。
图4.3为常用固定循环指令的工作动作。
图4.2固定循环的基本动作图4.3 常用固定循环指令的工作动作⑴固定循环的编程格式G90/G91 G98/G99 G73~G89 X_ Y_ Z_ R_ Q_ P_ F_ K_ 式中 G90/G91——数据方式。
一.《数控编程》课程设计任务书一、课程设计概述《数控编程》课程设计实训是机械设计制造及自动化专业的必修课程之一,它可以提高学生的动手能力,丰富学生的理论知识。
是一门理论与实践相结合的综合性专业基础课。
通过《数控编程》课程设计实训的学习,要求学生能够独立设计箱体和型腔壳体类零件,能独立完成零件的实体造型,绘制工程图,并能够合理的选择卡具和加工设备,分析加工工艺,独立完成数控编程,生成NC代码,最终完成零件的加工。
本课程设计不仅提高了学生的设计能力,绘图能力,编程能力,还可以锻炼其机床操作能力,对今后的工作和学习打下坚实的基础。
二、设计目的通过本次课程设计,了解并掌握利用pro/E软件对零件进行结构设计能力,计算机绘图能力及掌握计算机辅助制造过程和方法,培养自动编程的技能。
掌握数控机床进行机械加工的基本方法,巩固数控加工编程的相关知识,将理论知识与实际工作结合起来,并最终达到能够独立从事数控加工程序编制的工作能力。
三、设计任务根据本任务书提供的零件图及相关技术要求,用pro/E软件完成零件设计,工程图绘制,零件工艺分析,加工工序卡的编制,数控加工程序的编制,最后用华中HNC-21M数控机床加工出所设计工件。
课程设计题目不限,但内容需满足设计要求。
四、设计要求1)绘制零件图。
了解该零件在部件或总成中的位置和功用,以及部件或总成对该零件提出的技术要求;找出其主要技术要求和技术关键,并在下面拟定工艺规程时予以考虑;对所加工的零件进行结构工艺性分析,分析其结构特点;检查所给零件图的完整性和正确性,完成该零件的实体结构设计并按照机械制图标准绘制其零件图。
2)编制零件数控加工工艺规程。
在对零件进行详细分析的基础上,按照数控加工工艺确定原则,确定整个零件的加工工艺规程,确定毛坯,确定加工的工艺基准;拟定零件的工艺路线,包括确定各加工表面的加工方法、正确划分加工阶段、合理安排加工工序的顺序、选择工装、刀具、量具,并对其加工工艺参数进行确定;确定对刀点和换刀点。
项目四切槽加工
一、项目概述
本项目包括轴的测量、绘制零件图,实体造型,自动编程,手工编程,数控加工等任务,根据学生实际、实训条件基于工作过程选取相应任务。
二、任务内容
任务一:测量、绘制零件图(AutoCAD)
对零件进行测量,在AutoCAD软件中绘制轴的零件图。
具体要求:
1、采用合适的视图绘制轴图形。
2、插入合适的图框。
3、合理标注尺寸。
4、完成尺寸公差、表面粗糙度、形位公差及技术要求。
任务二:轴的实体造型(CAXA实体设计)
在CAXA实体设计软件中完成轴的实体造型。
任务三:自动编程(CAXA数控车)
在CAXA数控车模块中完成轴的自动编程,生成程序。
任务四:手工编程
完成轴的手工编程程序。
任务五:数控加工
根据自动编程或手工编程生成的程序在实训车间完成轴的加工。