沟槽类零件的加工
- 格式:ppt
- 大小:1.91 MB
- 文档页数:55
任务二圆弧沟槽的加工[教学目标]1.熟练掌握G02/G03圆弧插补指令的格式。
2.掌握G02/G03圆弧插补指令的使用方法。
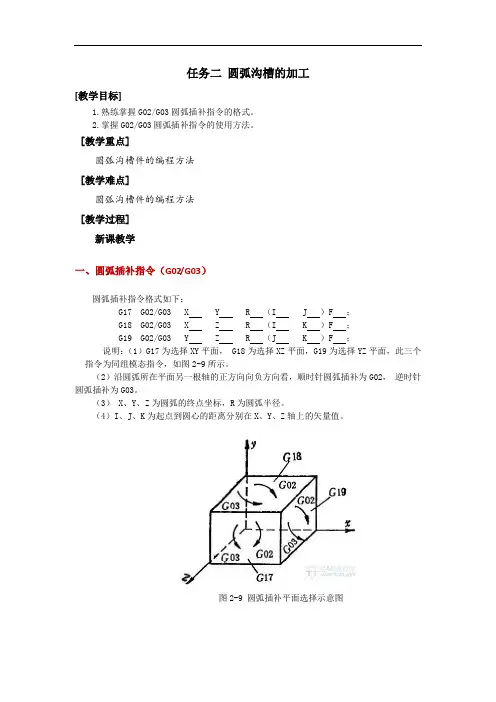
[教学重点]圆弧沟槽件的编程方法[教学难点]圆弧沟槽件的编程方法[教学过程]新课教学一、圆弧插补指令(G02/G03)圆弧插补指令格式如下:G17 G02/G03 X Y R (I J )F ;G18 G02/G03 X Z R (I K )F ;G19 G02/G03 Y Z R (J K )F ;说明:(1)G17为选择XY平面, G18为选择XZ平面,G19为选择YZ平面,此三个指令为同组模态指令,如图2-9所示。
(2)沿圆弧所在平面另一根轴的正方向向负方向看,顺时针圆弧插补为G02,逆时针圆弧插补为G03。
(3) X、Y、Z为圆弧的终点坐标,R为圆弧半径。
(4)I、J、K为起点到圆心的距离分别在X、Y、Z轴上的矢量值。
图2-9 圆弧插补平面选择示意图二、圆弧的表示方法圆弧的表示方法有圆心法和半径法两种。
(1)圆心法。
用I、J、K指定圆弧起点位置的方法称为圆心法。
I、J、K后面的数值定义为圆弧起点相对于圆心在X、Y、Z轴上的分向量。
图2-10所示为圆心法编程示意图。
图2-10 圆心法编程示意图(2)半径法。
以R指定圆弧半径的方法称为半径法。
半径法以起点、终点和圆弧半径来表示一段圆弧,在圆上会有两段圆弧出现,如图2-11所示。
R后面的数值是正值时,表示圆心角小于等于1800的圆弧;R后面的数值是负值时,表示圆心角大于1800的圆弧。
半径法圆弧加工程序如下:加工圆弧A:G17 G02 X_ Y_ Ra_ F _;加工圆弧B:G17 G02 X_ Y_ -Rb_ F_;图2-11 半径法编程示意图三、整圆编程对于铣削一整圆,只能用圆心法进行加工(见图2-12),半径法无法执行。
如果用半径法以两个半圆相接,其真圆度误差会太大。
整圆的加工程序为G03 X40. Y0. I-40. J0 F100;练习过程:一、布置练习任务独立完成下图零件的加工二、老师讲解加工中心自动加工圆形槽零件的操作步骤及方法。
令了解沟槽的种类和作用。
令掌握矩形槽和圆弧形槽的车削方法和测量方法。
令理解车沟槽时可能产生的问题和防止方法。
令掌握切断的方法。
令掌握车削沟槽零件加工的方法。
令掌握车削沟槽零件的检测。
令掌握切断时的注意事项。
槽轴,如图3- 1 所示,毛坯尺寸 50 150 mm,材料为45 号钢,分析零件加工工艺。
图3- 1 槽轴1.本任务车削矩形槽和圆形槽,并切断(4mm 处),毛坯材料为45 钢。
2.掉头,用一夹一顶加工。
3.根据尺寸公差.表面粗糙度的要求,采用先粗后精的加工方法。
切断与车槽是车工的基本操作技能之一,能否掌握好,关键在于刀具的刃磨。
⑴刃磨左侧副后刀面:两手握刀,车刀前刀面向上,同时磨出左侧副后角和副偏角。
⑵刃磨右侧副后刀面:两手握刀,车刀前刀面向上,同时磨出右侧副后角和副偏角。
⑶刃磨主后刀面:同时磨出主后角。
⑷刃磨前刀面和前角:车刀前刀面对着砂轮磨削表面。
⑴切断刀的卷屑槽不宜磨得太深,普通为0.75-1.5mm。
⑵刃磨切断刀和车槽刀的两侧副后角时,应以车刀的底面为基准,用钢尺或者直角尺检查。
⑶刃磨切断刀和车槽刀的副偏角时,要防止下列情况产生:副偏角太大,刀头强度变差,容易折断;副偏角为负值,不能用直进法切削;副切削刃不平直,不能用直进法切削;车刀左侧磨去太多,不能切割有高台阶的工件。
在零件上加工各种形状的槽的操作,叫做切沟槽。
常用的外沟槽有外圆沟槽.45 外沟槽.外圆端面沟槽和圆弧沟槽等。
车槽刀装夹是否正确,对车槽的质量有直接影响。
如矩形车槽刀的装夹,要求垂直工件轴心线,否则车出的槽壁不会平直。
⑴车精度不高.宽度较窄的矩形沟槽,可以用刀宽等于槽宽的车槽刀,采用直进法一次进给车出。
精度要求较高的沟槽,普通采用二次进给车成。
即第一次进给车沟槽时,槽壁两侧留精车余量,第二次进给时用等宽刀修整。
⑵车较宽的沟槽,可以采用多次直进法切割。
并在槽壁两侧留一定的精车余量,然后根据槽深. 槽宽精车至尺寸。
⑶车较小的圆弧形槽,普通用成型刀车削。

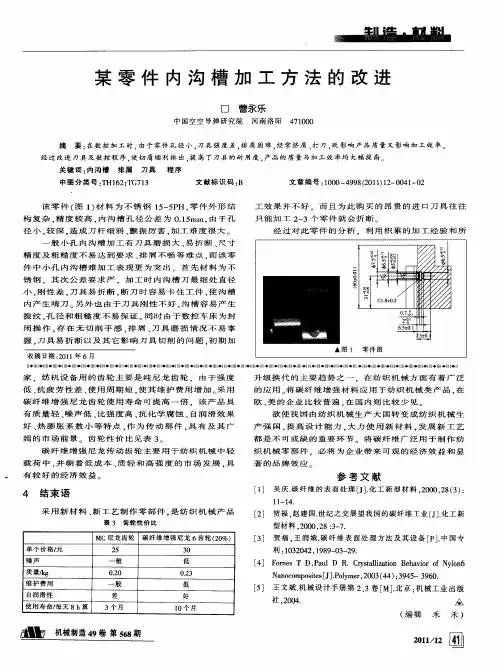
数控车床沟槽件加工工艺设计与实践沈国祥【摘要】Grooving part machining is often met with in NC lathe.There are various methods for groove machining,but the machining workmanship,cutting parameter and programming are different.The workmanship of groove machining is more important,and the accuracy of parts depends on the programming.This paper analyes and studies the machining workmanship and the problems commonly met with during the process of production.%沟槽零件是数控车床加工中经常碰到的,不同类型沟槽的加工方法是有差别的,其各自的加工工艺、切削参数、编程方法也截然不同.沟槽零件的制造其生产工艺是关键,零件精度好坏取决于工艺编制的品质.对沟槽件的加工工艺设计、生产制造中常遇到相关问题进行分析与研究.【期刊名称】《机械制造与自动化》【年(卷),期】2013(042)003【总页数】4页(P63-66)【关键词】数控车床;沟槽零件;工艺设计;生产制造【作者】沈国祥【作者单位】南京工业职业技术学院,江苏南京210046【正文语种】中文【中图分类】TG519.10 引言数控车床在生产加工过程中,常会遇到轴肩部分的沟槽加工、内孔台阶的沟槽加工:常见的有矩形内外沟槽、梯形内外沟槽、端面沟槽、内外圆弧沟槽等。
沟槽零件的设计是根据它在整机中所处位置的机械性能的要求而程序成形的,各种槽其功能也各不相同,它们在整机中各自承担着自己的使命。