产前样确认单
- 格式:xls
- 大小:20.50 KB
- 文档页数:2






产前样制作和确认流程1.0.目的1.1加强产前样的检查核对,杜绝批量异常产生,确保大货生产时产品品质符合客人要求。
2.0范围2.1本厂所有产前样均适用.3.0.定义3.1通过比对标准封样及技术规格书和BOM表,核对用料、做法是否正确,检查外观及功能是否达到客人要求。
4.0.权责4.1. 市场部:负责下生产任务单,并对客人相关要求、相关更改事宜予以备注说明4.2. PMC:负责排定产前样生产时间,追踪相关产前样物料按时入库,督促生产按时生产产前样.4.3. 生产部:负责按照PMC排定的时间按时完成正确的产前样,并对相关工艺提出建议意见。
4.4. 品质部:对照技术规格书和BOM表或者标准封样进行逐一核对,并且在产前样确认单上签字确认,并记录各不良异常并追踪相关单位按时予以改善.4.5. 研发部:负责对设定异常予以改善及提前提供完整准确的技术规范书、SOP和BOM表等相关检验依据并对需要现场支持的产前样予以现场指导,负责针对设定变更的资料及时做出ECN变更,并提供相关作业指引。
4.5. 市场部:负责对产前样进行签收,并对说明书、铭牌、彩盒等包材类予以确认。
5.0.内容5.1.产前样确认流程装配组长→车间主任→FQC(线检)→QC主管→市场部确认→生产副总批准→品质部封存。
5.2.确认时效5.2.1 PMC在生产进度表上排上各生产线产前样制作时间。
物料齐全的前提下,应提前2天制作产前样,如物料实在无法提前回厂,采购及外协组至少要供应商或外发厂安排1-2套回来,最少要提前在1天让生产线制作产前样,切不可当天上线当天制作。
5.2.2.各段责任人检查完产前样后,必须在产前样确认单上签上准确时间,年月日时分。
5.2.3.所有产前样品质部各相关人员及主管确认时效,不能超过24个小时。
5.3.产前样的封存产前样贴上订单信息以后,由品质部负责保管封样,以后做大货参照封样来生产及检查,如中间有变更,改动,产前样要重新确认或注明清楚。

产前样确认内容及要求梱包:⑴包装分件数是否与揭载概要记载的一致。
⑵入荷用、出荷用SKU条形码是否与概要记载的一致,贴入位置是否正确。
⑶『組説、取説、部品在中』表示是否正确。
⑷天地表示、割物注意等注意表示是否正确。
⑸片假名是否有错误(シ⇔ツ、ン⇔ソなど)。
⑹环保标示是否有印刷。
⑺NISSEN HOME的LOGO是否与指示一致。
⑻落下試験商品或部件是否有碰、损伤现象。
⑼包装箱内的部件、配件是否摆放平齐紧凑、是否可能造成磕碰划伤。
⑽用小胶袋、吸塑板等明确分类、整理有序的配件是否放入。
⑾宝丽龙厚度及放置位置。
部件之间是否用珍珠棉分隔,是否清洁。
取・組説:⑴取说、组说、组立前必读(KD)是否放入、是否是A3规格。
⑵是否放入合适、必需的附加说明书。
⑶取说中的式样表示(材质、尺寸)是否有错误。
⑷组说与实物的部件、配件是否一致、并且容易区分。
⑸组说中是否存在令消费者误解的错误。
⑹组立顺序是否没问题、组立工具是否能行。
⑺有电源插座、灯具等电气品的商品是否贴付了PSE标签。
商品:⑴结构、材质等式样是否与画册一致。
⑵先上改善联络书等所指示的问题是否全部得到改善。
⑶实物与画册、色板之间是否存在色差。
⑷是否有异味(恶臭、刺激味)。
⑸材质表示、样式是否与画册一致。
⑹规格尺寸是否与画册一致。
⑺本体底部是否有擦伤地板的可能。
⑻150cm以上的商品是否付有防倒金具。
⑼付有电线的电源插座、灯具等的商品是否有将电线固定。
⑽厨房周边有探板的商品是否贴付了使用注意的标签。
⑾是否只使用有害气体干体测试法检测合格的材料。
家具检验步骤及方法组立检验:⑴纸箱的纸板材质是否符合本公司的要求(如A=A、A=B)。
⑵根据资料核对唛头、条形码,包装个口数,是否与实际相符。
五金配件是否用绳子拉出箱外。
⑶外箱文字的字样.图案.颜色是否正确、清晰。
纸箱有否折断.破损现象,有否沾有油渍或其他不易清洁之污迹。
⑷根据公司测试方法,对各包装箱进行甲醛、甲苯测试并记录。

产前样制作及确认指引拟制张壹浩审核批准1.0.目的1.1加强产前样的检查核对,杜绝批量异常产生,确保大货生产时产品品质符合客人要求。
2.0范围2.1本厂所有产前样均适用.3.0.定义3.1通过比对标准样本及相关资料、核对用料、做法是否正确,检查外观及功能是否达到客人要求。
4.0.权责4.1. PMC:负责排定产前样生产时间,追踪相关产前样物料按时入库,督促生产按时生产产前样.4.2. 生产部:负责按照PMC排定的时间按时完成正确的产前样,并对相关工艺提出建议意见。
4.3.质量部:在产前样确认单上要记录各不良异常并追踪相关单位按时予以改善.4.4.技术部:负责对设定异常予以改善及提前提供等相关检验依据并生产的产前样予以现场指导,负责针对设定变更的资料及资料跟样本有出入的修改,并提供相关作业指引。
4.5. 业务部:负责对产前样进行评审,客人相关要求予以强调说明,相关书面更改事宜予以说明。
5.0.内容5.1.产前样确认流程5.1.1. 成品产前样装配组长→QC→各相关部门现场确认(签名的书面明细)→客户确认(签名的书面明细)5.2.确认时效5.2.1 PMC在生产进度表上排上各生产线产前样制作时间。
物料齐全的前提下,应提前3-5天制作产前样,如物料实在无法提前回厂,采购及外协组至少要供应商或外发厂安排1-2套回来,最少要提前在3-5天让生产线制作产前样,切不可当天上线当天制作。
5.2.2.各段责任人检查完产前样后,必须在产前样确认单上签上准确时间,年月日时分。
5.2.3.所有产前样各相关人员及干部确认时效,不能超过1个小时,5.3.产前样各单位检讨合格后,外协组、生产、品管、开发、业务要签名确认,由质量部负责挂产前样确认单(内装由QC填写),以后做大货参照产前样来生产及检查,如中间有变更,改动,产前样要重新确认或注明清楚。
5.4.责任划分:5.4.1.生产责任:做法错误,用料错误,重大功能缺失及严重外观不良属于生产之责任。

样品确认单三篇
篇一:样品确认单
XX市某科技有限公司
地址:XX市XX区XX
电话:传真:
样品确认单
篇二:工程材料/样品报审确认单
工程名称:XX具城改造工程编号:
工程材料/样品报审确认单
工程名称:XX2.1期编号:
工程材料/样品报审确认单
工程名称:XX2.1期编号:
工程材料/样品报审确认单
工程名称:XX2.1期编号:
工程材料/样品报审确认单
工程名称:XX2.1期编号:
工程材料/样品报审确认单
工程名称:XX2.1期编号:
工程材料/样品报审确认单
工程名称:XX2.1期编号:
工程材料/样品报审确认单
工程名称:XX2.1期编号:
工程材料/样品报审确认单
工程名称:XX2.1期编号:
工程材料/样品报审确认单
工程名称:XX2.1期编号:
工程材料/样品报审确认单
工程名称:XX2.1期编号:
工程材料/样品报审确认单
工程名称:XX2.1期编号:
工程材料/样品报审确认单
工程名称:XX2.1期编号:
工程材料/样品报审确认单
工程名称:XX2.1期编号:
工程名称:XX2.1期编号:
工程名称:XX2.1期编号:
工程名称:XX2.1期编号:
工程名称:XX2.1期编号:
工程名称:XX2.1期编号:
工程名称:XX2.1期编号:
工程名称:XX2.1期编号:
工程名称:XX2.1期编号:。
产前样制作及确认指引版本:A/0拟制田锋涛审核批准1.0.目的1.1加强产前样的检查核对,杜绝批量异常产生,确保大货生产时产品品质符合客人要求。
2.0范围2.1本厂所有产前样均适用.3.0.定义3.1通过比对标准样本及相关资料、核对用料、做法是否正确,检查外观及功能是否达到客人要求。
4.0.权责4.1. PMC:负责排定产前样生产时间,追踪相关产前样物料按时入库,督促生产按时生产产前样.4.2. 生产部:负责按照PMC排定的时间按时完成正确的产前样,并对相关工艺提出建议意见。
4.3. 品质部:在产前样确认单上要记录各不良异常并追踪相关单位按时予以改善.4.4. 开发部:负责对设定异常予以改善及提前提供等相关检验依据并生产的产前样予以现场指导,负责针对设定变更的资料及资料跟样本有出入的修改,并提供相关作业指引。
4.5. 业务部:负责对产前样进行评审,客人相关要求予以强调说明,相关书面更改事宜予以说明。
5.0.内容5.1.产前样确认流程5.1.1. 成品箱产前样装配组长→FQC→QA→QC主管→业务确认(签名的书面明细)5.1.2 内装产前样外发厂制作→外协组→品质部确认→交还外协组5.2.确认时效5.2.1 PMC在生产进度表上排上各生产线产前样制作时间。
物料齐全的前提下,应提前7天制作产前样,如物料实在无法提前回厂,采购及外协组至少要供应商或外发厂安排1-2套回来,最少要提前在3-5天让生产线制作产前样,切不可当天上线当天制作。
5.2.2.各段责任人检查完产前样后,必须在产前样确认单上签上准确时间,年月日时分。
5.2.3.所有产前样品质部各相关人员及干部确认时效,不能超过1个小时,5.3.产前样各单位检讨合格后,外协组、生产、品管、开发、业务要签名确认,由QA负责挂产前样确认单(内装由QC主管填写),以后做大货参照产前样来生产及检查,如中间有变更,改动,产前样要重新确认或注明清楚。
5.4.责任划分:5.4.1. IQC责任:物料批量不良属于IQC把关不当责任。

****照明 / 科技有限企业
LED 产品首件确认表
车间:日期:
产品名称 / 品牌型号规格
序
查验项目查验要求查验结果号
1 物料1、灯体全部物料优秀,切合BOM 表要求。
2外观
1、灯体表面无脏污、爆裂现象。
1、 2、铁件无严重刮花、碰伤、变形现象,移印表记清
晰正确、无倾斜。
3、各商标规范、一致、正确。
3
1、驱动安装方向正确,灯体无漏电、接触不良等构造
隐患。
2、灯体组装符合,各螺丝、贴胶等要求到位。
4 性能检测
1、220V 电压下测试功率切合参数表要求。
2、灯具光电参数切合规定或客户要求。
1、包装方式,包材内容切合企业或客户要求。
5 包装2、包材无损坏,印刷字体清楚,灯具与包材表记
型号一致。
判
定
AC NG
结
果
每批次,在开拉生产前做第一个产品,由通知巡检员,经查验合格后,将合格样品和本表挂在机
备
注台或拉头上,等全批次生产完成,成品查验合格后,方能取走首检样本,首样取走后本表交质量部保留,以便追忆。
查验员:生产组长:。

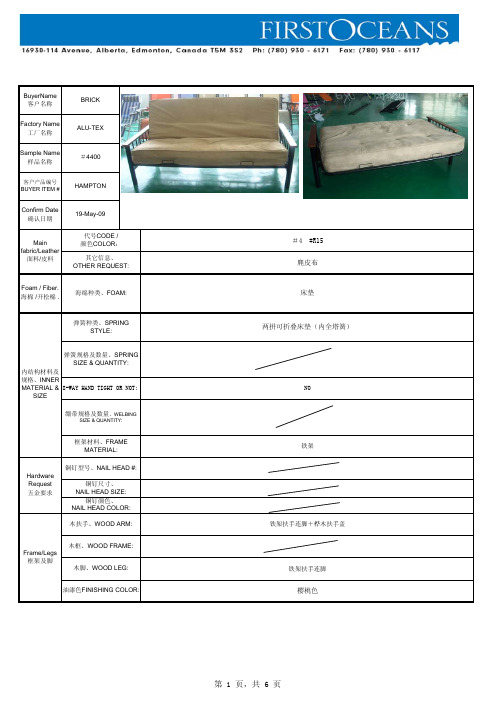
#4 #R15内部结构及尺寸说明内部木架结构图尺寸 WOOD FRAME PICTURE SIZE 内部结构图 FRAME PICTURE沙发床具体的外观图( 请指出具体的材料分布情况)、DETAIL APPEARANCE PICTURE FOR SOFA(NEED INDICATE DETAIL MATERIAL MAP)图解过程、PICTURE PROCESS90cm36.5AB184.5CM139CMA B铰链连接后中间间距为6.5CM垫子全部麂皮布A B两部份大小一样每条管侧都有流水孔67.5CM产品注意要点图片2、SPECIAL REQUEST PICTURE2扶手结构图床垫分解图五金配件图片HARDWARE PICTURE产品注意要点图片1、SPECIAL REQUEST PICTURE 1孔距65mm孔距125mm 191cm方管2×4cm560mm扶手盖:长:88CM,宽:9CM,厚:2CM孔距246mmmm孔距205mm288mm182CM122CM17.5CM扶手焊接必须紧密扶手脚必须保持一样高度焊接必须紧密牢固要求使用黑色组装镙丝法律标、唛头 、LAW LABEL & SHIPPING MARK成品包装图片 PACKING STYLE成品正面图片、LOOK DOWN VIEW PICTURE成品底面图片、UNDERSIDE VIEW PICTURE成品背面图片、BACK SIDE VIEW PICTURE垫子抽真空后放在坐位的铁架上在垫子上放上纸板在纸板上放上靠背铁用包装带将铁架和垫子捆紧用珍珠绵将扶手包装好将包好的扶手和配件放铁架上将纸箱封箱结束孔位须正直连接头须平直 此表是客户与工厂双方在确认产前样品时所作出之共识,也是后续量产时的重要依据;如双方有任何一方需提出修改时需及时通知对方,得到对方的认可后方可进行.否则造成的一切后果均由私自修改方负责,此表一式三份请妥善保管!皮样、布样、缝线、铜钉样板 / LEATHER 、FABRIC 、THREAD 、NAIL HEAD SWATCHSource Signature 工厂确认人:王炜FIRSTOCEAN CONFIRM:FIRSTOCEAN 确认:ALICEBuyer Signature客户确认人:。

