一、供料单元
- 格式:ppt
- 大小:17.71 MB
- 文档页数:129
供料单元的基本功能供料单元,这个名字听起来有点儿专业对吧?别急,听我慢慢给你讲清楚。
说白了,供料单元就是用来“供应”原材料、零部件或者各种物资给其他生产环节的一个系统。
就像厨房里的助手,时刻准备着把食材送到灶台边儿,让厨师能够专心做菜。
你想象一下,厨房如果没有那个助手,那所有食材得自己跑到灶台,结果厨房可能就得乱成一锅粥,谁也忙不过来。
所以说,供料单元就是为了保证生产流程顺畅,让一切按部就班,谁都不慌。
说到这个系统,它其实很简单,也很复杂。
看似只是把物料送到生产线,实际上得精确到时间、数量、种类,甚至有时候还得考虑到温度、湿度这些“娇气”因素。
你要是一个小小的部件没送到,整个生产线就可能卡壳。
别看这种事儿小,出了问题,整个车间可能就得“打草惊蛇”,一整天的工作都得白费。
很多时候,供料单元的运作就像是整个生产过程中的“神经中枢”,哪里出了毛病,马上就能影响到全局。
再说了,供料单元不是“死板”的机器,它得根据生产需求的变化,随时调整供应的速度和数量。
好比你今天做的菜得多,助手就得多拿些食材;如果今天你只做一个简单的汤,助手就得少拿点。
嗯,你想啊,这不就是“人心不同,各有所需”吗?这种灵活性很重要,尤其是在生产过程中。
如果原材料供应不上,生产线就会“断层”,不能按时完成任务,大家的心情也会跟着紧张起来。
而如果多了,那些多出来的物资就得“占地盘”,占用仓库空间,不仅浪费资源,还影响效率。
所以说,精确和灵活,这两个字是供料单元的“命脉”。
供料单元的设计也有讲究。
你看啊,它一般由输送系统、储存系统、控制系统这些东西组成,每一部分都是一个独立的小伙伴,但又要紧密合作,才能保证整个系统的流畅性。
输送系统就是“快递员”,它的任务是把物料从一个地方送到另一个地方,速度快、精确准。
储存系统呢,就是“仓库保安”,它得妥善保管这些物料,确保它们不会在不对的时间“逃跑”。
控制系统就像“大脑”,它得在背后默默控制,确保各个环节不出差错。
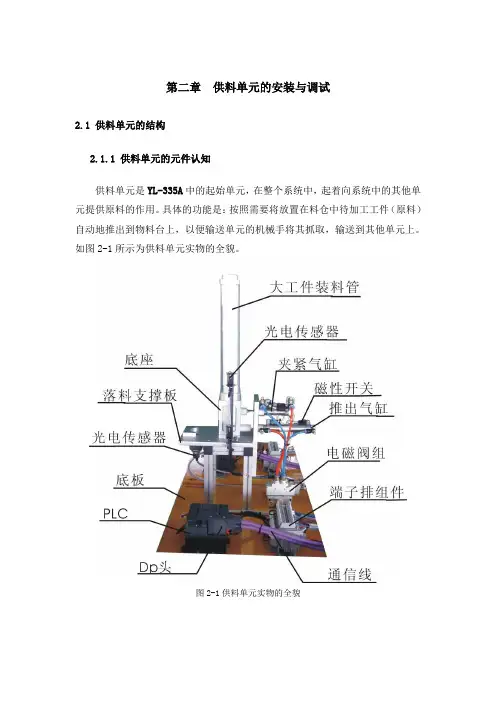
第二章供料单元的安装与调试2.1 供料单元的结构2.1.1 供料单元的元件认知供料单元是YL-335A中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。
具体的功能是:按照需要将放置在料仓中待加工工件(原料)自动地推出到物料台上,以便输送单元的机械手将其抓取,输送到其他单元上。
如图2-1所示为供料单元实物的全貌。
图2-1供料单元实物的全貌2.1.2供料单元的结构组成供料单元的结构组成如图2-2所示。
其主要结构组成为:工件推出与支撑,工件漏斗,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。
图2-2 供料单元的主要结构组成1.工件推出与支撑及漏斗部分该部分如图2-3所示。
用于储存工件原料,并在需要时将料仓中最下层的工件推出到物料台上。
它主要由大工件装料管、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。
图2-3 进料模块和物料台该部分的工作原理是:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。
当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。
在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上。
在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。
这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
为了使气缸的动作平稳可靠,气缸的作用气口都安装了限出型气缸截流阀。
气缸截流阀的作用是调节气缸的动作速度。
截流阀上带有气管的快速接头,只要将合适外径的气管往快速接头上一插就可以将管连接好了,使用时十分方便。
图2-4是安装了带快速接头的限出型气缸截流阀的气缸外观。
图2-4 安装上气缸节流阀的气缸图2-5是一个双动气缸装有两个限出型气缸节流阀的连接和调节原理示意图,当调节节流阀A时,是调整气缸的伸出速度,而当调节节流阀B时,是调整气缸的缩回速度。
一、实训目的本次供料单元实训旨在通过对自动化生产线供料单元的深入了解和实践操作,提高学生对自动化生产线供料单元的结构、原理、操作及维护等方面的认识,培养学生的实际操作能力、分析问题和解决问题的能力,为今后从事相关行业打下坚实的基础。
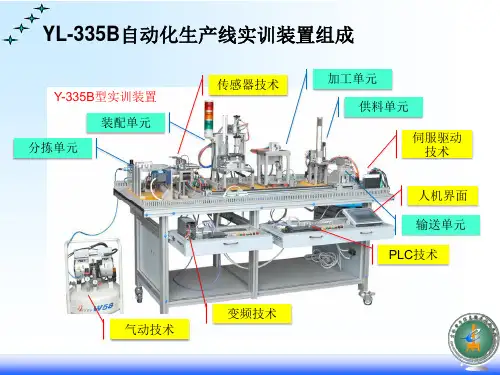
二、实训时间2021年X月X日至2021年X月X日三、实训地点XX工业职业技术学院自动化生产线实训室四、实训内容1. 供料单元的结构及工作原理(1)供料单元的组成供料单元是自动化生产线的重要组成部分,主要由以下几部分组成:①供料装置:包括输送带、输送链、料斗等,用于将物料从原料仓输送到生产线。
②控制装置:包括PLC控制器、变频器、传感器等,用于对供料单元进行实时监控和控制。
③执行机构:包括气缸、电磁阀、电机等,用于执行供料单元的供料、输送、分拣等操作。
(2)供料单元的工作原理供料单元通过PLC控制器和变频器等控制装置,实现对供料装置、执行机构的实时监控和控制。
当生产线需要物料时,控制装置会根据设定的程序,启动供料装置和执行机构,将物料输送到指定位置。
2. 供料单元的操作与维护(1)供料单元的操作①检查供料单元各部件是否完好,无松动、磨损等现象。
②启动供料单元,观察输送带、输送链等运行是否正常。
③根据生产线需求,调整供料装置的速度和位置。
④监控传感器信号,确保供料单元的供料量符合要求。
⑤操作执行机构,实现物料的分拣、输送等操作。
(2)供料单元的维护①定期检查供料单元各部件,如输送带、输送链、气缸、电磁阀等,及时更换磨损或损坏的部件。
②检查电气控制系统,确保PLC控制器、变频器等正常运行。
③定期清理供料单元内部,防止物料堆积和堵塞。
④对供料单元进行润滑,减少磨损,延长使用寿命。
五、实训过程及结果1. 实训过程(1)理论学习:了解供料单元的结构、原理、操作及维护等方面的知识。
(2)实践操作:在实训室模拟实际生产线环境,进行供料单元的操作和维护。
(3)问题分析:针对实训过程中遇到的问题,分析原因,并提出解决方案。
供料单元的供料操作,分析供料单元的基本工作过程。
供料单元是制造生产线中的一个重要组成部分,主要用于为生产线中需要的原材料或半成品提供物料,并协调生产线上的物料运输和转移。
供料单元的基本工作过程如下:
1. 接收生产计划
供料单元首先需要接收到生产计划,根据计划中需要的物料类型、数量和时间等信息,准备相应的物料,并安排好运输和转移的时间和方式。
2. 准备物料
根据生产计划要求,供料单元需要准备好相应的物料。
这需要考虑物料种类、规格、数量等因素,同时还需要考虑物料的存储环境和保鲜措施,以保证物料的质量和稳定性。
3. 运输原材料或半成品
准备好物料后,供料单元需要将物料送到下游生产环节。
这需要考虑物料的运输距离、模具使用频率和换型时间、下游环节的工作节奏等因素,以保证物料能够在正确的时间、正确的数量和正确的状态下到达下游环节。
4. 调整物料转移
在供料单元向下游生产环节输送物料的过程中,可能会遇到一些意外情况,例如生产环节的节奏不同或物料需求有调整等。
此时,供料单元需要快速调整物料运输的顺序、转移的方式等,以满足下游环节的需要。
5. 完成物料供应
当所有需要的物料都准备好并成功地输送到下游环节后,供料单元的供料任务就完成了。
此时,供料单元需要及时清理现场、记录工作流程和物料数据,以便进行后续的监测和优化工作。

第二章供料单元的安装与调试2.1 供料单元的结构2.1.1 供料单元的元件认知供料单元是YL-335A中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。
具体的功能是:按照需要将放置在料仓中待加工工件(原料)自动地推出到物料台上,以便输送单元的机械手将其抓取,输送到其他单元上。
如图2-1所示为供料单元实物的全貌。
图2-1供料单元实物的全貌2.1.2供料单元的结构组成供料单元的结构组成如图2-2所示。
其主要结构组成为:工件推出与支撑,工件漏斗,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。
图2-2 供料单元的主要结构组成1.工件推出与支撑及漏斗部分该部分如图2-3所示。
用于储存工件原料,并在需要时将料仓中最下层的工件推出到物料台上。
它主要由大工件装料管、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。
图2-3 进料模块和物料台该部分的工作原理是:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。
当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。
在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上。
在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。
这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
为了使气缸的动作平稳可靠,气缸的作用气口都安装了限出型气缸截流阀。
气缸截流阀的作用是调节气缸的动作速度。
截流阀上带有气管的快速接头,只要将合适外径的气管往快速接头上一插就可以将管连接好了,使用时十分方便。
图2-4是安装了带快速接头的限出型气缸截流阀的气缸外观。
图2-4 安装上气缸节流阀的气缸图2-5是一个双动气缸装有两个限出型气缸节流阀的连接和调节原理示意图,当调节节流阀A时,是调整气缸的伸出速度,而当调节节流阀B时,是调整气缸的缩回速度。
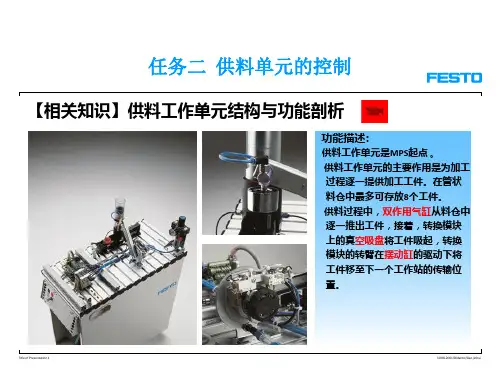
供料单元:具体的功能是按照需要将放置在料仓中待加工工件(原料)自动地推出到物料台上,以便输送单元的机械手将其抓取,输送到其他单元上。
如图1-3所示为供料单元实物的全貌。
供料单元:FX2N-32MR 主单元,共16点输入,16点继电器输出。
供料单元的结构供料单元的主要结构组成为:工件装料管,工件推出装置,支撑架,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。
其中,管形料仓和工件推出装置用于储存工件原料,并在需要时将料仓中最下层的工件推出到出料台上。
它主要由管形料仓、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。
供料单元的工作原理:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。
当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而顶料气缸则与次下层工件处于同一水平位置。
在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上。
在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。
这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
在底座和管形料仓第4层工件位置,分别安装一个漫射式光电开关。
它们的功能是检测料仓中有无储料或储料是否足够。
若该部分机构内没有工件,则处于底层和第4 层位置的两个漫射式光电接近开关均处于常态;若仅在底层起有3个工件,则底层处光电接近开关动作而第4 层处光电接近开关常态,表明工件已经快用完了。
这样,料仓中有无储料或储料是否足够,就可用这两个光电接近开关的信号状态反映出来。
推料缸把工件推出到出料台上。
出料台面开有小孔,出料台下面设有一个园柱形漫射式光电接近开关,工作时向上发出光线,从而透过小孔检测是否有工件存在,以便向系统提供本单元出料台有无工件的信号。
在输送单元的控制程序中,就可以利用该信号状态来判断是否需要驱动机械手装置来抓取此工件。