第二部分供料单元
- 格式:ppt
- 大小:2.88 MB
- 文档页数:46
第二章供料单元的安装与调试2.1 供料单元的结构2.1.1 供料单元的元件认知供料单元是YL-335A中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。
具体的功能是:按照需要将放置在料仓中待加工工件(原料)自动地推出到物料台上,以便输送单元的机械手将其抓取,输送到其他单元上。
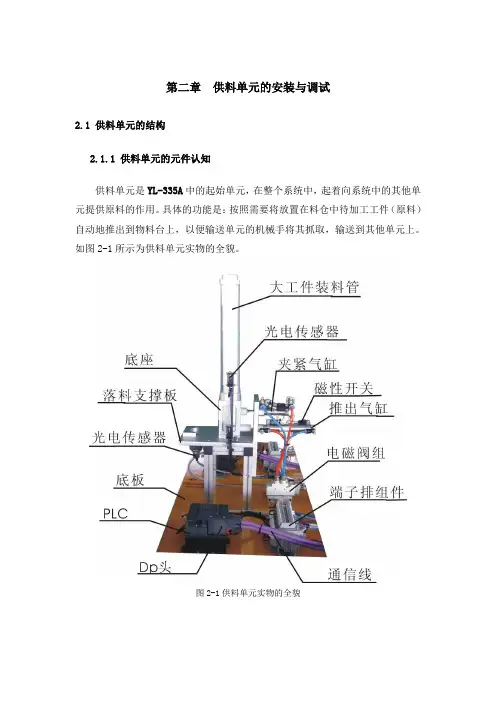
如图2-1所示为供料单元实物的全貌。
图2-1供料单元实物的全貌2.1.2供料单元的结构组成供料单元的结构组成如图2-2所示。
其主要结构组成为:工件推出与支撑,工件漏斗,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。
图2-2 供料单元的主要结构组成1.工件推出与支撑及漏斗部分该部分如图2-3所示。
用于储存工件原料,并在需要时将料仓中最下层的工件推出到物料台上。
它主要由大工件装料管、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。
图2-3 进料模块和物料台该部分的工作原理是:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。
当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。
在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上。
在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。
这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
为了使气缸的动作平稳可靠,气缸的作用气口都安装了限出型气缸截流阀。
气缸截流阀的作用是调节气缸的动作速度。
截流阀上带有气管的快速接头,只要将合适外径的气管往快速接头上一插就可以将管连接好了,使用时十分方便。
图2-4是安装了带快速接头的限出型气缸截流阀的气缸外观。
图2-4 安装上气缸节流阀的气缸图2-5是一个双动气缸装有两个限出型气缸节流阀的连接和调节原理示意图,当调节节流阀A时,是调整气缸的伸出速度,而当调节节流阀B时,是调整气缸的缩回速度。


一、实训目的本次供料单元实训旨在通过对自动化生产线供料单元的深入了解和实践操作,提高学生对自动化生产线供料单元的结构、原理、操作及维护等方面的认识,培养学生的实际操作能力、分析问题和解决问题的能力,为今后从事相关行业打下坚实的基础。
二、实训时间2021年X月X日至2021年X月X日三、实训地点XX工业职业技术学院自动化生产线实训室四、实训内容1. 供料单元的结构及工作原理(1)供料单元的组成供料单元是自动化生产线的重要组成部分,主要由以下几部分组成:①供料装置:包括输送带、输送链、料斗等,用于将物料从原料仓输送到生产线。
②控制装置:包括PLC控制器、变频器、传感器等,用于对供料单元进行实时监控和控制。
③执行机构:包括气缸、电磁阀、电机等,用于执行供料单元的供料、输送、分拣等操作。
(2)供料单元的工作原理供料单元通过PLC控制器和变频器等控制装置,实现对供料装置、执行机构的实时监控和控制。
当生产线需要物料时,控制装置会根据设定的程序,启动供料装置和执行机构,将物料输送到指定位置。
2. 供料单元的操作与维护(1)供料单元的操作①检查供料单元各部件是否完好,无松动、磨损等现象。
②启动供料单元,观察输送带、输送链等运行是否正常。
③根据生产线需求,调整供料装置的速度和位置。
④监控传感器信号,确保供料单元的供料量符合要求。
⑤操作执行机构,实现物料的分拣、输送等操作。
(2)供料单元的维护①定期检查供料单元各部件,如输送带、输送链、气缸、电磁阀等,及时更换磨损或损坏的部件。
②检查电气控制系统,确保PLC控制器、变频器等正常运行。
③定期清理供料单元内部,防止物料堆积和堵塞。
④对供料单元进行润滑,减少磨损,延长使用寿命。
五、实训过程及结果1. 实训过程(1)理论学习:了解供料单元的结构、原理、操作及维护等方面的知识。
(2)实践操作:在实训室模拟实际生产线环境,进行供料单元的操作和维护。
(3)问题分析:针对实训过程中遇到的问题,分析原因,并提出解决方案。
供料单元划分供料单元是自动化生产线上一个重要的组成部分,其作用是将原材料或半成品从仓库或原料存储区域输送到生产线上的指定位置,以供后续加工或组装使用。
在现代化的制造业中,供料单元的设计和优化对于提高生产效率、降低成本以及保证产品质量具有至关重要的意义。
一、供料单元的划分原则供料单元的划分应遵循以下原则:工艺原则:根据原材料或半成品的加工或组装工艺要求,将其划分为不同的供料单元。
例如,对于需要多道工序加工的零件,可以根据工艺流程将其划分为不同的供料单元,以便实现工序间的自动化输送和加工。
流程原则:根据生产线的加工或组装流程,将原材料或半成品划分为不同的供料单元。
例如,对于需要按照一定顺序进行加工的零件,可以根据生产线的加工流程将其划分为不同的供料单元,以保证生产的有序进行。
特性原则:根据原材料或半成品的特性,如形状、尺寸、重量等,将其划分为不同的供料单元。
例如,对于重量较重的零件,可以将其划分为独立的供料单元,以便实现自动化输送和加工。
设备原则:根据生产线的设备配置,将原材料或半成品划分为不同的供料单元。
例如,对于需要使用不同设备的零件,可以根据设备配置将其划分为不同的供料单元,以保证设备的有效利用和生产效率的提高。
环境原则:根据生产线的环境要求,将原材料或半成品划分为不同的供料单元。
例如,对于要求在洁净环境下加工的零件,可以根据环境要求将其划分为独立的供料单元,以保证产品质量。
二、供料单元的划分方法供料单元的划分方法包括以下步骤:了解生产需求:了解生产线的生产计划、产品种类、工艺流程等需求信息,以便为供料单元的划分提供依据。
分析原材料和半成品:对原材料和半成品的特性进行分析,包括形状、尺寸、重量、材质等,以便根据特性原则进行供料单元的划分。
确定供料单元的数量:根据生产需求和原材料的特性,确定供料单元的数量。
一般来说,供料单元的数量应根据生产线的规模和复杂程度来确定。
划分供料单元的区域:根据生产线的布局和设备配置,将生产线划分为不同的区域,每个区域对应一个供料单元。
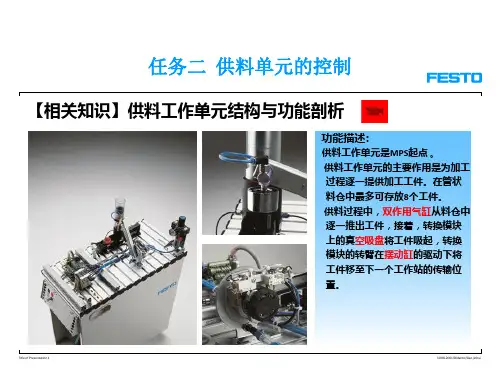
第三章供料单元的结构与控制3.1 供料单元的结构3.1.1 供料单元的功能供料单元是YL-335A中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。
具体的功能是:按照需要将放置在料仓中待加工工件(原料)自动地推出到物料台上,以便输送单元的机械手将其抓取,输送到其他单元上。
如图3-1所示为供料单元实物的全貌。
3.1.2供料单元的结构组成供料单元的结构组成如图3-2所示。
其主要结构组成为:工件推出与支撑,工件漏斗,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。
1.工件推出与支撑及漏斗部分该部分如图3-3所示。
用于储存工件原料,并在需要时将料仓中最下层的工件推出到物料台上。
它主要由大工件装料管、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。
该部分的工作原理是:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。
当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。
在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上。
在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。
这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
为了使气缸的动作平稳可靠,气缸的作用气口都安装了限出型气缸截流阀。
气缸截流阀的作用是调节气缸的动作速度。
截流阀上带有气管的快速接头,只要将合适外径的气管往快速接头上一插就可以将管连接好了,使用时十分方便。
图3-4是安装了带快速接头的限出型气缸截流阀的气缸外观。
图3-5是一个双动气缸装有两个限出型气缸节流阀的连接和调节原理示意图,当A调节节流阀A时,是调整气缸的伸出速度,而当调节节流阀B时,是调整气缸的缩回速度。
从图3-4上可以看到,气缸两端分别有缩回限位和伸出限位两个极限位置,这两个极限位置都分别装有一个磁感应接近开关,如图3-6(a)所示。
锅炉二级给料改造施工方案一、工程概述1、简介本工程为生物质公司两台锅炉二级给料改造项目,工程内容为减速机轴承、电机、轴承座、绞笼的安装,以及二级给料平台的制作安装任务。
2、主要工作量两台锅炉二级给料改造项目中的减速机轴承安装,及给料平台的制作安装。
二、施工依据1、《火电施工质量检验及评定标准》锅炉篇2、《电力建设施工及验收技术规范》锅炉篇3、《钢结构工程施工及验收规范》GB50205-954、《电力建设安全工作规程》5、《锅炉二级给料改造项目施工图纸》6、其他技术资料三、施工准备1、技术准备图纸会审;编写、审批施方案;施工人员熟悉图纸、技术交底并办理签证。
2、工器具准备水平仪、线坠、钢丝、撬棍、立柱起吊的专用工具、电气焊工具、水平管、钢卷尺、手锤、千斤顶(10t)、倒链(1t、2t)、钢丝绳(若干)、吊带、铁板水平尺(600mm)、爬梯、安全网、水平绳等。
3、劳力组织安装工4人、电焊工4人、安装钳工4人、电工4人、辅助工6人4、需用工机具16吨汽车吊、10吨拖车、卡环、钢丝绳等。
四、施工进度计划两台锅炉二级给料改造同时施工,工期响应业主要求,力争提前完成。
时间工作内容5月9日~ 10日施工人员、机具、平台材料进场5月10日~ 14日二级给料平台施工5月14日~ 18日电机、减速机轴承、绞笼安装5月18日~ 20日试运行、验收五、施工方案(一) 二级给料平台施工1、测量划线,根据业主提供的基准点,划出二级给料平台纵横中心线,以纵横中心线为基准,划出各立柱的纵横中心线,误差不大于2mm,对角线误差不大于5mm。
2、二级给料平台的工字钢、槽钢、钢板等材料采用汽车吊和导链配合的方式吊装至施工层。
根据测量放线的定位,进行安装,先安装立柱,再安装横梁→垂直斜撑→水平斜撑→花纹板→栏杆。
3、立柱吊装就位应小心缓慢,立柱就位后采用倒链进行调整使立柱中心线与标出的中心线重合,其误差不大于1.5mm,调整好立柱的垂直度,其误差为柱高的0.7‰且不大于5mm,垂直度检验合格后点焊牢固。