6sigma培训资料
- 格式:pps
- 大小:262.00 KB
- 文档页数:49
6 sigma导入式培训FOR: 德朔公司第一事业部6sigma 管理法的定义 它是一种为了追求〝让产品/服务质量趋近于完美〞以获取和维持企业总体效益最大化,而展开一种:通过对产品/服务提供过程的持续改进,以提高顾客满意度,提升企业竞争力,降本增效,追求卓越的系统性、科学性的改进方法。
α:统计学上的标准差6 α:一百万个出错机会中只有3.4个错误,即3.4DPMO3.4DPMO+ 6 σ-6 σσ6sigma的特点:数据驱动用数据和事实说话对流程的关注、管理和提高 关注收益,以财务评价为结果 以业界最佳为目标以顾客为导向对完美的渴望 注重实践If we can’t express what we know in the form of numbers, we really don’t know much about it.If we don’t know much about it, we can’t control it.If we can’t control it, we are at the mercy of chance.此次培训希望达成的目标:所有参加培训的人员:了解6sigma的发展与基本概念了解6sigma的方法论熟悉运用6sigma解决问题的步骤熟悉统计工具minitab的基本用法掌握重点工具的应用增强质量意识增强“基于事实、基于数据、基于统计分析作出正确判断、采取合理措施”的意识和能力Operational Excellence Driving Customer Satisfaction目录:6 sigma的发展史---------------------------------------------------------6 6 sigma的深层含义及应用领域--------------------------------------16 6 sigma的统计意义-----------------------------------------------------32 6 sigma的方法论以及实施路径--------------------------------------46 (统计)工具的运用----------------------------------------------------73§QFD & CTQ tree§正态检验&统计描述§MSA or GRR§过程能力分析§鱼骨图&因果矩阵§FMEA§图表分析§相关分析§回归分析§比较分析§普氏矩阵§试验设计§SPC6 sigma培训:第一章:6 sigma的发展史返回根目录6 sigma的起源1970年,Motorola的一家电视厂被迫转让给一家日本的公司,6个月后,该厂的电视机质量提高了20倍,而设备、人员没有发生任何变化。
6sigma知识培训重点
一、六西格玛是什么?
六西格玛是一套系统的业务改进方法体系,是旨在持续改进企业业务流程,实现客户满意的管理方法
二、六西格玛理念
1、以追求效益为根本目标
2、以顾客为导向
3、以流程为中心
4、以数据为基础
5、以项目为引擎
6、以科学方法为动力
7、以
人为本,全员参与8、预防为主
三、六西格玛成功要点
领导的支持+选择合适的项目+选择合适的人+运用正确的方法论和工具+沟通能力=项目成功
四、六西格玛的目标:又精又准
五、关键质量要素(CTQ, critical to quality):这是个非常重要概念。
他指客户对产品或服务的要求标准。
六、缺陷机会(Opportunity):任何导致无法满足CTQ所要求标准
范围的可能事件。
缺陷(Defect):任何造成无法达到CTQ所要求标准范围的时间DPMO(defect per million opportunities):一百万个缺陷机会中实际的缺陷数。
Z值(Z value):用来表征西格玛水平的指数,是对缺陷概率的描述,用标准差的个数表示。
VOC(voice of customer):顾客之声。
Y:是满足项目CTQ的可测量的具体指标(输出变量,从属变量)。
X:是影响CTQ的因子(输入变量,自变量)。
一般Y=F(X)。
CHAMPION:倡导者。
MBB (master black belt):黑带大师。
BB (black belt):黑带。
GB (green belt):绿带。
七、6 σ质量水平代表3.4ppm的缺陷率。
6sigma【培训大纲】第一部分:六西格玛管理概述1.六西格玛概述●质量发展简史(戴明、朱兰、休哈特、石川馨、田口等)六西格玛起源和发展●六西格玛改善策略简介--DMAIC2.六西格玛推行策略●组织的角色和责任●六西格玛成功推行要素3.制定六西格玛推行战略目标●企业环境分析●优先考虑客户以及利益相关者的期望●六西格平衡计分●标杆分析●SWOT分析(包括对优势、劣势、机遇、威胁的分析)●战略目标与分解4.项目选择与评估●主要业务过程分析●顾客之声识别与分析●确定重大影响的改善机会●项目初选●项目评估和风险分析5.六西格玛项目管理●项目特许任务书和计划●项目管理工具,如PERT图、甘特图、策划树等●项目控制●项目评估与移交6.六西格玛团队建设第二部分:六西格玛改善模型DMAIC1.六西格玛改进方法和工具--界定阶段:计划(PLAN)●问题识别工具:VOC、柏拉图、流程图●供应链分析和管理●问题重要性分析工具:卡诺图、CTQ、优先矩阵图、矩阵图●问题测量指标:质量、周期和成本●问题基线和目标2.六西格玛改进方法和工具--测量阶段:执行(DO)●统计学基础知识●MINITAB应用基础●测量系统分析●SIPOC分析●过程能力分析●数据收集与管理3.六西格玛改进方法和工具--分析阶段:检验(CHECK)●图形分析●相关性和回归分析●假设检验和区间估计●FMEA。
●多变量分析●方差分析4.六西格玛改进方法和工具--改善阶段:改善(ACTION)●回归分析和相关性●全因子DOE ●分部因子DOE ●RSM(响应曲面优化DOE●田口试验设计5.六西格玛改进方法和工具--控制阶段:控制(CONTROL)●统计控制过程(SPC)●抽样检验与风险分析●防错法应用●作业和流程标准化●最终项目评审与报告。
6Sigmal培训教材(一)客户心声一:6Siginal项目选择的基本原则6Sigmal管理方法是一种基于数据,以客户要求为驱动的管理方法,它以D(定义)-M(测量)-A(分析)-1(改善)-C(控制)的模式进行持续改善•基本任务如下:阶段任务D 影响客户满意度的关键质量特性(CTQ5S)M 测量目前公司在CTQ'S方面的实际值A 分析影响CTQ S水平的原因,并确定“关键的少数”影响因素I 运用各种方法寻找CTQ,S的最优值,确定对应于CTQ'S最优值的“关键少数”因素的对应水平C 将改善结果标准化并用控制工具进行监督1.1 6Sigmal管理的基本目标提升客户满意/忠诚度和降低资源成本,并最终达到组织的利益提高和永续经营.6S i g m a l管理法通过使提供的产品/服务的特性完全满足客户要求和杜绝缺陷达到以上目标•如下图:以上可以得出6Sigmal管理的根本目标是提高收益•通过两条途径:a.提供满足客户要求的产品/服务特性,这是客户满意的基础与前提,而客户满意又是组织提高收入的主要保证.b.降低产品/服务缺陷,包括过程,设计,交付,来料,服务等各种缺陷.这是降低组织营运成本的方法,通过降低成本等于增加了收益.二:过程方法1.6Sigmal理论认为,任何组织活动都可以看作一个过程,这个过程存在输入和输出.将输入记作xS输出记作yS x,s代表影响过程输出的一切因素(变量),如:原料,设备,操作员,作业方法,作业环境,y,s代表过程的输出,如产品,服务. 6Sigmal方法就是研究y,s与x5s之间的关系的方法,6Sigmal将y5s与x,s之间的关系看作函数关系,即y=f(x), y与x 的关系可用以下图表表示.xl x2 x3i x6无缺陷 2.y 与x 的含义v 可以代表与CTQ ,S 有关的所有指标:如交货合格率,客户满意度,生产效率,交货周期,组织收益.仪可代表对y 所构成影响的所有因素,如过程的各种资源配置,影响组织收益的各项活动,影响交货周期的原因.三:项目制6Sigmal 采取项目制的方式进行推动和改善,通过实施多个改善项目,达到产生“正确的特性”和“无缺陷”的目标.以 数码相机为例:特性正确以上可知,6Signial 以获取客户心声开始,将客户心声转化为一个个6Sigmal 项目,通过人量实施6Sigmal 项目达到突 破性改善的目的.项目制是6Signial 项目的一个鲜明特点. 四:客户心声(VOC)6Sigmal 管理方法为何强调以客户要求为驱动?因为只有客户才能决定组织的生存与发展,客户要求得不到满足就 意味着组织将会被客户抛弃,最终的结局就是组织的业绩下降以致破产.客户的心声就是基于客户一只有客户才知道 他最想要什么.1.定义客户:接受或使用我们的产品和服务的人.客户分内部客户和外部客户两种.内部客户:组织内部接受或使用我们的产品和服务的人,如:品质部是制造部的客户,制造部是设计部的客户,设计 部是资材部的客户,生产线下道工序是上道工序的客户.外部客户:组织以外接受或使用我们的产品和服务的人,如:装配厂是螺丝供应商的客户,超市是许多商品供应商的 客户•购买产品的消费者是超市的客户,乘火车的旅客是该趟火车的客户.客户心声(VOC):又叫客户提示,是客户在求购产品或服务决策时对功能,性能,外观,操作等方面的要求或潜在的要 求.如:手机必需能接听,拨打电话,电视机必需图像和声音清晰,手表需要走时准确,所点的菜需及时送上桌面.等等.2.VOC 的相关要素.CTQ ,S:客户认定的对其满意度存在关键影响的产品质量特性,又叫关键质量. 目标测量:对CTQ'S 的定量化衡量,如公斤,米,度等.KPOV J S 直接影响CTQ'S 的产品或过程输出变量.如电流,抖动,外观等. KPVS:直接影响KPOVW 的输入变屋.如部品工差,平面度,作业方法等. 各要素之间关系如下:KPIV1 KPIV2 过程KPOV1KPOV2关键的少数输关键输出变量___________关键质3.获取客户心声的方法a.正式会谈,b.非正式沟通,c.审核,d.服务部门的报告,e.客户投诉,f.市场调查,g.业务拓展状况,h.竞争对手调查丄客户满意度调查.练习:回答相关问题(1)谁是你的客户?(2)你向客户提供何种产品/服务?(3)你的产品/服务的预定用途是什么?(4)客户对产品/服务有哪些要求?(5)客户对产品/服务有何关键要求?(6)客户的哪些需求最有可能发生变化?(7)客户对产品特性需求的范围是什么?(8)这种产品可预见性的误操作有哪些?(9)这种产品的使用坏境是什么?(10)报废后如何处置此产品?(11)此产品有无适用标准或法律法规?练习:研究客户心声请考虑如下问题:(1)这些信息是真实的吗?(2)这些信息是否是最新的?(3)这些信息是否有代表性?(4)这些信息完整吗?(5)这些信息足够详细吗?(6)从信息中可否看出优先级别?(7)我们尚需要哪些其他信息?(8)所需的附加信息已经收集到了吗?(9)客户所有需求的类别都相同吗?(10)何种需求满足了客户要求?(11)从客户需求信息中能否发现你的产品/服务的特点可使他们特别激动? 五:正确选择6Sigmal项目1.项目选择的基本着眼点:(1)对客户满意度产生影响.(2)与组织发展战略相符.(3)项目财务收益不得低于15万元.(4)成功机会大.(5)项目范围大小适当.(6)项目需由高层管理批准.2.选择6Signial项目的着标准:(1)对公司和客户利益均有重大影响.a.首先所选项目应是客户所关注的,与客户满意度密切相关.b.所选项目应对组织业绩有显著影响,组织存在的目标在于追求收益,如所选6Sigmal项目对组织的生存和发展关系不大,则价值不大.(2)所选项目应为原因尚未搞清楚,解决方案未知的项目.a.如果原因已经很清楚,只是改善需要投入成本过高,而暂未进行的,则无须作为6Sigmal项目.b.如果解决方案已知,同样无须作6Signial项目,因为6Sigmal系统在推行时需要资源投入,如果问题很简单, 没有必要投入资源去实施可用较简单的方法完成任务的项目.(3)所选项目应对组织带来无形收益,包括:a.对组织部门间的合作有利.b.对组织学习有利.c.对建立良好的企业文化有利.(4)所选项目应可实施a.项目的复杂性应在适当范围.b.项目范围应可管理.c.项目所需资源应可组织得到.d.项目实施应得到高层支持.二:6Sigmal通用项目选择流程1.基本项目选择流程:2.各步骤具体实施方法(1)确认你所提供的产品或服务.a.列出你的组织性质b.列出你所能提供的产品或服务.(2)确认客户及客户范围6Signial项目始于“客户的心声”,因此找准客户是关键的第一步.客户分外部客户和内部客户两种,一般是以外部客户为主,某些支持性部门如后勤部门一般与外部客户关系不人,基可定位为内部客户•只有外部客户的要求都得到满足,组织的经营和管理才是稳定并发展的.(3)获得VOC.(4)制作VOC展开表.例如:(5)列出VOC对应的CTQ'S每个VOC都对应着一个或数个产品的技术要求,即CTQ'S,根据上面的VOC展开表,对应出CTQ'S如下图.Page 7 of 10 VOC- CTQ'S光路设计,结构设计高档碟町以读读碟能力强SONY fnj服板町兼容»接II设计,元件选择等兼容性强好轻巧用且耐用能适应恶劣坏境激光管选择,光电管选择正常使用5年以上使用寿命长维修简单»结构设计,粘接材料选择等Page 8 of 10 (6)建立VOGCTQW矩阵A:表示可能相关或轻微相关;O:中等程序相关O:强正相关(7)确认VOC重要度对于客户VOC,根据客户认为的重要程度进行评分,按从重要到不重要分为5档进行评分,分别为5,43,2,1.本例VOC评分结果如下:(8)确认CTQ,S的重要度.CTQ'S之重要度指的是技术上实现的难易度,按由难到易进行三档评分.分别为9,3,1,本例CTQ S评分如上:(9)确定VOC与CTQ,S的关系VOC与CTQY的关系可在VOC-CTQW矩阵中确定,其相关关系可分为三级,从相关性强至相关性弱分别为9,3,1.(10)对CTQ'S进行综合评估.a.根据以上所确定的条件对CTQ,S进行综合评估并排序,如下表.b.“综合评价”栏计算方法如下:将VOC与CTQ5S相关点重要点的分数相加后乘以其相关的关系,比如:“高档碟可以读”与”光路设计”相关关系为了“O”(3分).“高档碟可以读”之VOC的重要度为1.“光路设计”之CTQY的重要度为9.则此项对应的分数为:(高档碟可以读之VOC+光路设计之CTQ,S)x“高档碟可以读”与”光路设计”相关关系=(l+9)x3=30分.C.对各个CTQ S进行优先排序及对CTQ'S的优先级进行图示,如下图:CTQ' S优先级图表□系列(12)按优先级别选定6Signial项目・本例中可以选择“光路设计”「结构设计”「粘接材料选择” 三:以部门为基本改善单元选择6Sigmal项目流程6Signial项目是一个系统工程,往往需要跨部门功能小组来实施,但有些6Signial项目涉及范I制较小,实施部门多为支持性部门,目标客户多为内部客户,此时可用另一种项目选择流程来选择6Siginal项目,如下:各步骤具体实施方法:a.检讨公司业务流程.主要从部门角度对整个公司的业务流程进行检讨,对本部门在公司业务链中做一定位. 例如:本公司是一家电子产品制造商,主要业务流程为:检验如人事部门,对于公司来说是支持性部门.出货b.确认部门输入,输出及客户,以人事部门为例:Page 11 of 10(1)部门输入为:1.1人才招聘要求;1.2人员培训要求;13人事考评要求等.(2)部门输出为:2.1招请到的新人;2.2经过培训的员工;2.3人爭考评结果.(3)部门客户为:公司内部各部门.c.确认客户要求及CTQ'S以设计部门为例:将VOC转化为CTQW如下表:A:表示可能相关或轻微相关;O:中等程序相关O:强正相关d.筛选6Signial项目.人事部与客户设计部进行沟通得知客户最关心的是招聘对彖能尽快上岗,其次是招聘对彖能称职,故人事部门对CTQ5S 依据与设计部的交流结呆进行筛选,初步确定的CTQY为“填补空位的时间”和工作技能测试问卷.e.确定6Signial项目.由于人事部与多个人才交流中心及猎头公司有良好合作关系,根据以往的经验,招聘的人才忙上岗应该不成问题,而能在短期内招到称职的人最为重要,于是他们决定选择”工作技能测试问卷设计”作为6Sigmal 项目之CTQ'S.就此展开项目.。
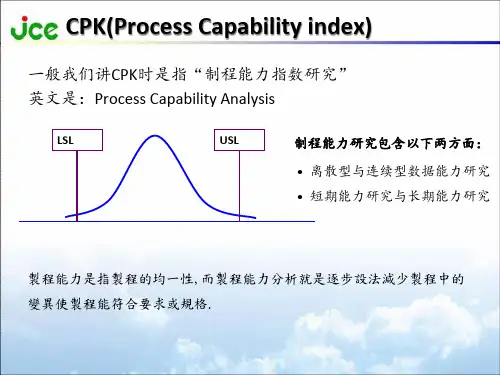
美国国家品质奖1988年,美国Motorola荣获了美国第一届品质奖,获奖的主要原因为MOTOROLA成功推行了6个标准差,即:6δ质量标准;Motorola将ZD(零缺陷)发展为6δ活动在ZD走向流产时,Motorola以它自己的哲学为其质量追求零缺陷定义一个创新的名字“SixSigma Quality”,这也反映了其追求完善的一种理念和实现手段•内容提要●Six Sigma是什么●Six Sigma的应用及成果●Six Sigma怎么做●讨论Six Sigma是什么?6σ是☐一个统计学的概念☐一项提高质量的行动☐一种提高企业竞争力的战略☐一种企业文化Six Sigma——一个统计学的概念正态分布:()X T+6σ-6σ-3σ+3σ正态分布图Six Sigma ——一个统计学的概念→σ是一个希腊字母→σ代表“标准方差”→σ=Sigma(σ)是什么?∑---n 1i 21n )x (x -6σ-3σ+3σ()X T +6σ正态分布图Six Sigma——一个统计学的概念Sigma(σ)是什么?→σ是一个希腊字母,代表“标准方差;→σ表示一组数据中各个值与中心值的偏差,σ越大数据越分散,产品质量波动性越大;σ越小,数据越集中,产品质量越稳定。
→σ≈S=∑=--n 1 i21 n)x (x6 sigma是什么?6 sigma是一种测量每100万次谨慎操作所犯错误的计量单位,错误的次数越少,质量越高,6 sigma是最高目标(99.9999998%)单位合格百分比(%)1 sigma 68.262 sigma 95.463 sigma 99.734 sigma 99.99375 sigma 99.9999436 sigma 99.9999998Six Sigma ——一个统计学的概念σ前面数字(Z )的意义Z=3(3 σ)表示有99.7%的产品达到要求Z 越大表示符合客户需求的产品比例越大σT USL Z -=正态分布图-6σ-3σ+3σ()X T +6σ客户需求Six Sigma ——一个统计学的概念如何提高Z 减小σ即A→BLSL USL ()X T A B正态分布图“6个标准差”是什么?产品不良率为百万分之三点四,即3.4PPM换句话说,99.99966%的产品没有缺陷,符合产品质量标准的要求。
“6个标准差”是什么?“If we cannot express what we know innumbers,We don’t know much about it ;If wedon’t know much about it,we cannot control it;If we cannot control it,we are the mercy of chance.” “如果不能用数据来表示我们所知的,那么我们对它知之不多;如果知不多,又怎能控制它;如果不能控制它,那只有靠运气了。
”追求6σ的意义摩托罗拉正是用“6σ“标准定出了目标,使员工的努力有了方向,产品的不良率也下降到PPM的水平。
不同σ标准的比较6 σ值DPPM劣质产品的成本(占销售额)2 308,537 30-40%3 66,807 20-30%4 6,210 15-20%5 233 10-15%6 3.4 <10%从3 σ到6 σ,20000倍的改进注:DPPM表示每百万产品中的残次品数量Six Sigma是什么?6 σ是:☐一个统计学的概念☐一项提高质量和行动☐一种提高企业竞争力的战略☐一种企业文化Six Sigma是什么?全面质量管理?零缺点活动?Six Sigma是什么?流于形式,只是一种口号,一种宣传方式 只是建立相应的ZD项目,并没有培训雇员如何(怎样)去实现;由于其实践性差,很快就流产。
Six Sigma是什么?“6σ”提供了一个客观的比较标准,可以用来衡量本企业与竞争对手的质量差距。
实施“6σ”,可以促进TQM的全面展开。
实施“6σ”标准,同样给本企业内各个部门树立了明确的目标,更能显示本企业的质量水平与“零缺点”的差距。
Six Sigma是什么?在现代工业发展的初始阶段,就是产品良品率要达到99%。
现代工业分工精细,99%已经不能适应社会的迅速发展了。
一架飞机采用10,000个零件组装起来,如果每个零件的良品率都是99%,那么这架飞机无论如何也飞不起来的,因为最后总成的良品率几乎等0:(0.99)10000=0Six Sigma是什么?福特(Ford)汽车公司某一车型的变速箱是由日本“马自达”(Mazda)公司供货的,市场反应该种变速箱比福特自己制造的要顺滑好多。
研究发现:“马自达”公司所使用的零件,其尺寸误差要比图纸误差小很多。
正是这种差异性很小的零件组装后,才比普通符合规格的零件所组装的变速箱好很多,从而更具有市场竞争力。
这个故事反映了追求“6σ”标准对企业的好处。
Six Sigma是什么?Motorola将ZD发展为6Sigma活动在ZD走向流产时,Motorola以它自己的哲学为其质量追求零缺陷定义一个创新的名字“Six Sigma Quality”,这也反映了其追求完善的一种理念和实现手段。
时代发展变化,客户的需求也在提高质量改进就是减少过程与目标间的偏差关注组织中的所有过程Six Sigma——企业战略企业战略:⇩不断改变(改进与创新)⇩追求卓越(6σ完善的结果)Six Sigma——企业文化企业文化:⇩共同语言①方法与思路——MAIC②通用工具40多个⇩客户导向Six Sigma ——企业文化GE 17天到12天的故事订购送货时间通用:由17天降到12天客户:想起20天µÁº÷Ä©ÌîÁ¼·µ1866102312548101613191033201113Six Sigma——小结Y=f(x1,x2,……,x n)¡Y X1…X NDependent(Ò½½³) Independent(´½¾¢ÔªÈ×)Output(Çä±ö) Input—Process(ÇäÅ롪ÖñÉ)Effect(ͧ¶ø) Cause(ÔÒ´)Symptom(Ö¢¬²) Problem(ËÇÉâ)Momitor(¹¼×) Control(¼×ÖÃÔªÈ×)找到并控制那些关键性的XSix Sigma——小结一种系统的思想方法万变不离其宗一种不断追求进步、改变的理念 每一年、每一天、我们都在进步 追求完善(6σ的结果)精品工程实施Six Sigma的成效6σ明显地改进了一些公司的质量、形象和客户满意度且同时减少了投入(详见例表)Motorola22ÒÚ 2.6Á±ABB0.9ÒÚ1Á±TI0.6ÒÚ 1.8Á±Alliedsignal12ÒÚ2Á±General Electric11ÒÚ9µöÔ¿Polaroid0.1ÒÚ1Á±Crane1ħʴ1Á±Lockheed1ħʴ9µöÔ¿Siebe PLC0.1ÒÚ9µöÔ¿Six Sigma的应用成果GE创新:GB医疗系统开发了比现有射管技术达10倍生产周期新一代X-射管; 改进CT扫描仪(使病人透视由3分钟缩短为17秒并可一次获取病人不同部分的多张透视图)客户满意:GB的飞机引擎分部为出口减少文书工作,使切边引起的延迟减少至少50%缩短订单交货时间,满足客户需求,提高自身竞争力。
推行6S 的6个步骤°º¡¡Ö¯¶¤»ßÓë¬Çδ½²Ô²¡ïÇͱ¡¡ï¶¤±É¡ïdzÓ͸´ÄªÔڶȼʡïÖ×ҪëÖÇÉ×ÍÔ»×Õµ¡ïÉ×ÍÔҪҴʹ¡ïǧ©ÜǶ«ÖËö¡ï¬°¹úÎÍ»¼¸´ÃäÈødzΰ¹Ã¸®¡ïdzΰ¹Ã¸®¡ï³çÁÔÁ£Áâ3. ˪Ҹ°úëҪÈ×»ö´¨Ö×ÒªÖÃÔ²°ºÖ¯°¢¡ï¶¤±ÉÎÍ»¼ ΡÔñ¬ÔÖø´Ê⶷¡ï´ªäÇù«ÖËö¡ïªÅºÌdzΰ¡ï¶©Ó¦ÆÉÇù»Ý¡ïʹª³¸¯¹Çõ¡ï¶¤±ÉÇÖ°®4. »ö´¨Ö×ҪëÖÇÉ×ÍÔ³ÁƯ¹ÃÖÍÍÁÖ³Óë¡ïdzΰ¹Ã¸® ¬î²µËµ°î¡ïSPC «ÖËö«¨¡ïFMEA «¨¡ïÉï¼Údz૨¡ïÖñÉÁܾ¦ÎÍ»¼¡ï¶©Ó¦ÆÉÖ®¶ÜÖÃʹ¹©·Ìµñ¬Ç¾Ì¡ïūƯ¹Ã¬°³ÁƯ¹ÃƵ·È¡ïÓ붩ӦÆɶ¤±É°¼ÀÂÖ®¸®Ò°¡ïÔçÃÚ¹©»±£³Áļ´ÅÇÔΰ¡ïʱ¹ÃËÇÉâºâ»ö«¨Óë»ö°ß¡ï¾¬Í÷µÁÆÃ1. Å«´¨Ö×ÒªÉ×ÍÔ2. »ö´¨²ï±ÆÕâÍ©É×ÍÔ³ÁÉ×´¨°úëҪÈ×5. »ö´¨ÖñÉÁܾ¦6. Å«ª£Cp ¡Ý2£¨£À£ð£ë¡Ý 1.5£©☐准备阶段☞员工内部问卷调查(关于产品质量和生产工序);☞建立起以达到6σ精准度水平为目标的行动小组;☞小组将按照MAIC的步骤来行动;☞对其经理们培训复杂的统计学方面的知识;☐设计6σ方案☞确定项目(主要放眼在减少那些造成公司成本过大的时间浪费和无效劳动来节约费用等方面);☞内部宣传、奖励与惩罚机制;☞确保早日成功(高层重视,全员参与);☐具体实施☞启动6σ计划(利用MAIC技巧);☞实施6σ计划(选定项目、确定CTQs因素、启动6σ方案)(利用MAIC技巧);☞6σ进程的评估(客户满意度、低质量成本、供货质量、内部表现、生产能力设计)☞6σ成果的发表;☐6σ对GE的作用☞在对人力资源的培训当中,造就和选拔了大批优秀的人才;☞财务回报超乎预期(其节省的费用大于6σ的投入);☞利用创新提高了公司产品的技术含量;☞客户满意度也大幅度的提高;☞几乎所有生产工序和设计工序都提升了1.5 σ(1998年);☞企业文化进一步深化(6σ不仅仅被视为一项数字指标,而被看成是“我们工作的方式”)Six Sigma 系统的建立--角色定位Business ChampionsGreen BeltsManagementBlack BeltsMaster Black BeltsHands on ChampionsExecutives & AllEmployees·执行待定的6σ改进工作·过程管理者·实施方案·黑带管理者·全职致力于问题的解决·培训和指导项目组·应用到工作和工作区中·全职培训和指导黑带·对6σ提供全面支持·拥有操作和专项结果·直接对6σ的方法进行支持·理解远景·支持改进项目·拥有远景、方向及结果的集成·指导进行改进Six Sigma项目实施的方法与步骤DMIC1.0(D)定义过程2.0(M)测量性能3.0(A)分析过程4.0(I)性能改进5.0(C)性能控制Six Sigma项目实施的方法与步骤D MAIC1.0(D)定义过程2.0(M)测量性能3.0(A)分析过程4.0(I)性能改进5.0(C)性能控制 确认业务过程;整理及分析过程;明确客户需求;成立高效的团队。