轴套机械加工工艺卡片
- 格式:doc
- 大小:52.00 KB
- 文档页数:2

编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。

机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌1毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铸造底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌2毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌3毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌4毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 以Φ40外圆柱面为粗基准粗车端面A底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌5毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌6毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌7毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌8毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌9毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铣槽18底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌10毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 去毛刺底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌11毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 清洗底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌12毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 终检底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)。

机械加工工艺卡片模板1机械加工工艺过程卡片共产品型号零件图号 1页机械加工工艺过程卡片第产品名称零件名称 1页材料牌毛坯外形尺寸每件毛坯可制件数每台件数备注号工序号工序名工序内容设备工艺装备称设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(一)产品型号零件图号共页机械加工工序卡片产品名称零件名称第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(二)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 2 页车间工序号工序名称材料牌号车 45钢 10 Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数151513热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 18夹具编号夹具名称切削液 53四爪卡盘 1 90工位器具编号工位器具名称工序工时/min 107 准终单件1220.3工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 车床 450 50 0.3 1 1 0.2 粗车端面φ18外圆长度至尺寸122;2 车床 450 50 0.3 2.5 1 0.1 车刀至107处粗车Φ15至1223 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(三)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 3 页车间工序号工序名称材料牌号车 45钢 15Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1 14.5设备名称设备型号设备编号同时加工件数卧式车床 CA6140 16夹具编号夹具名称切削液四爪卡盘 1 5390工位器具编号工位器具名称工序工时/min107 准终单件 14.51220.6公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步号工艺装备工步内容 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助 1 车床 450 50 0.4 1 1 0.04 半精车φ16外圆长度至尺寸107 112 车床 450 50 0.4 0.25 1 0.3 半精车φ14.5外圆长度尺寸903 车床 450 50 0.4 1 1 0.1 半精车φ11外圆长度至尺寸534 车床 450 50 0.4 0.25 1 0.1 车刀至107处半精车φ14.5至122567设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改号签字日期标记处数更改号签字日期机械加工工序卡片(四)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 4 页车间工序号工序名称材料牌号Ra 3.2车 45钢 20毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 14.5热轧圆钢Φ20×260 2 1同时加工件16设备名称设备型号设备编号数卧式车床 CA6140532×0.5夹具编号夹具名称切削液 90四爪卡盘 1 107工位器具编号工位器具名称工序工时/min 14.5120 准终单件122 1.1工公步工时/min 主轴转速切削速度进给量/(mm背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) ,r) /mm 次数机动辅助号11切槽,车刀至120处切3?凹坑;1 车床 450 50 0.1 0.5 1 1 倒角;2 车床 450 50 0.1 0.5 1 0.1 车刀至120处切断3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(五)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 5 页车间工序号工序名称材料牌号铣 45钢 35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣床 450 50 0.3 1.5 1 0.1 粗、精铣键槽至尺寸2 4 5 6 7设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(六)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号铣 45钢 400毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.0182611热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液C1工位器具编号工位器具名称工序工时/min准终单件0.2工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣平面铣床 450 50 0.5 0.52 0.2 2345 6设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(七)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号磨 45钢 45-0.016毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.03413热轧圆钢Φ20×260 2 1 Ra 0.8设备名称设备型号设备编号同时加工件数外圆磨床 M135夹具编号夹具名称切削液12×0.5工位器具编号工位器具名称工序工时/min准终单件 370.4工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨右段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.4 证粗糙度2 3 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(八)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 8 页车间工序号工序名称材料牌号Ra 0.8磨 45钢 50毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 C1热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数 -0.016外圆磨床 M135 -0.03413夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 13 准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨左段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.1 证粗糙度2 3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号。
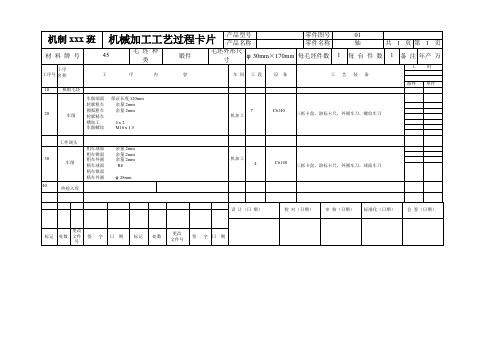
机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面R8精车锥面精车外圆φ28mm机加工4 C6140 三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件φ30x170 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 端面车削端面车刀,游标卡尺320 30 0.2 1 12 轮廓车削外圆车刀,游标卡尺320 300.2 23 槽加工槽车刀,游标卡尺320 30 2 2 14 螺纹车削螺纹车刀,游标卡尺100 30 1.5 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 2 页车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。
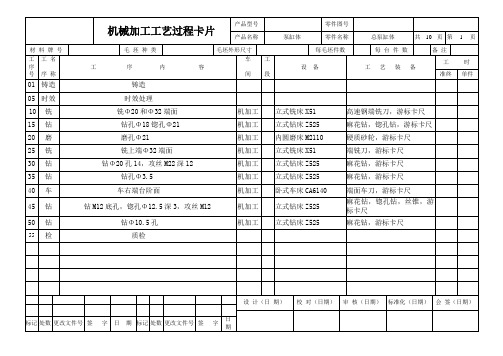
附录一机械加工工艺过程卡片AAM公司机械加工工艺过程卡片零件图号共页零件名称轴套第1页材料牌号45钢毛坯种类锻件毛坯外形尺寸每件毛坯可制件数 1 每台件数 1工序号工序内容车间工段设备工艺装备工时准终单件10 粗铣、半精铣轴套左右端面、立式铣床X51 高速钢套式铣刀、游标卡尺236.51 20 粗铣、半精铣C平面立式铣床X51 高速钢套式铣刀、游标卡尺227.95 30 粗镗、半精镗、精镗φ74、φ82内孔立式钻床525 高速钢镗刀、卡尺、塞规678.9840 钻、铰φ10定位孔,在φ10定位孔上粗镗φ13.5定位孔,深度8mm立式钻床525高速钢麻花钻头、高速钢镗刀、铰刀、卡尺、塞规124.3250 车螺纹卧式车床C630 螺纹刀、游标卡尺60.95 60 粗车、半精车、精车定位孔左右端面卧式车床C630 45o外圆车刀、游标卡尺320.70 70 粗车、半精车、精车各外圆表面卧式车床C630 45o外圆车刀、游标卡尺500.38 80 去毛刺钳工台平锉90 中检塞规、百分表、卡尺等100 对各外圆表面进行淬火淬火机110 清洗清洗机120 终检塞规、百分表、卡尺等AAM公司机械加工工序卡片零件图号共17页附录二机械加工工序卡片零件名称轴套第1页车间工序号工序名称材料牌号10粗铣、半精铣轴套左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X51 2 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件236.51工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗铣左端面,控制尺寸193.5±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S2 粗铣右端面,控制尺寸192±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S3 半精铣左端面,控制尺寸L3=191±0.057mm高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53S4 半精铣左端面,控制L4=190±0.057mm 高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53SAAM公司机械加工工序卡片零件图号共17页23AAM 公司机械加工工序卡片零件图号 共 17页 零件名称轴套第 1页零件名称 轴套第 1页 车间 工序号 工序名称 材料牌号 20 粗铣半精铣C 平面 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式铣床X511 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件227.95工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1 粗铣C 平面,控制尺寸23.071±高速钢套式铣刀、游标卡尺160 40.2 0.8 1.5 1 64 9.6 2 半精铣C 平面,控制尺寸057.070± 高速钢套式铣刀、游标卡尺18045.240.41112318.454车间 工序号 工序名称 材料牌号 30 粗镗半精镗精镗内孔 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床Z 5251 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件678.98工步号 工步内容 工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1粗镗内孔,控制尺寸190.0072+φ,190.0080+φ高速钢镗刀、卡尺、塞规14031.670.51.5113620.42 半精镗内孔,控制尺寸046.005.73+φ,046.005.81+φ 高速钢镗刀、卡尺、塞规 195 45.03 0.4 0.75 1 118 17.7 3 精镗内孔,控制尺寸03.0074+φ,03.0082+φ高速钢镗刀、卡尺、塞规9722.550.30.25131447.15AAM 公司 机械加工工序卡片零件图号 共 17页 零件名称 轴套 第 1页 车间 工序号 工序名称材料牌号 40 钻、铰10φ内孔,粗镗5.13φ孔45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床Z 5251 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件124.32工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1 钻定位孔,尺寸控制15.008.9+高速钢麻花钻、铰刀、卡尺、塞规 680 20.94 0.2 9.8 1 50.04 7.50 2 粗铰定位孔,尺寸控制036.0010+高速钢麻花钻、铰刀、卡尺、塞规392 12.32 0.8 0.2 1 27.6 4.14 3 粗镗5.13φ孔,尺寸控制036.005.13+φ高速钢镗刀、铰刀、卡尺、塞规14031.670.51.751243.6零件名称轴套第1页车间工序号工序名称材料牌号60 粗车、半精车、精车定位孔左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件320.70工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗车定位孔左右端面端面车刀、游标卡尺90 53.72 0.7 1.3 1 80.95 12.142 半精车定位孔左右端面端面车刀、游标卡尺150 89.53 0.35 0.8 1 97.14 14.573 精车定位孔左右端面端面车刀、游标卡尺200 119.38 0.3 0.4 1 85 12.756零件名称轴套第1页车间工序号工序名称材料牌号50 粗车、半精车、精车各外圆表面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件500.38工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗车各外圆表面45o外圆车刀、游标卡尺90 53.72 0.7 1.3 1 186.95 28.042 半精车各外圆表面45o外圆车刀、游标卡尺150 89.53 0.35 0.6 1 223.54 33.533 精车各外圆表面45o外圆车刀、游标卡尺200 119.38 0.3 0.6 1 195.6 29.347AAM公司机械加工工序卡片零件图号共17页零件名称轴套第1页车间工序号工序名称材料牌号50 车螺纹45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件60.95工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 车螺纹150 53.72 0.7 2 1 50 7.58。