车削圆锥面课件
- 格式:ppt
- 大小:7.42 MB
- 文档页数:32
将工件车削成圆锥表面的方法称为车圆锥。
常用车削锥面的方法有宽刀法、转动小刀架法、靠模法、尾座偏移法等几种。
这里介绍宽刀法、转动小刀架法、尾座偏移法、靠模法。
1.宽刀法车削较短的圆锥时,可以用宽刃刀直接车出,如图1所示。
其工作原理实质上是属于成型法,所以要求切削刃必须平直,切削刃与主轴轴线的夹角应等于工件圆锥半角α/2。
同时要求车床有较好的刚性,否则易引起振动。
当工件的圆锥斜面长度大于切削刃长度时,可以用多次接刀方法加工,担接刀处必须平整。
图1 用宽刃刀车削圆锥2.转动小刀架法当加工锥面不长的工件时,可用转动小刀架法车削。
车削时,将小滑板下面的转盘上螺母松开,把转盘转至所需要的圆锥半角α/2的刻线上,与基准零线对齐,然后固定转盘上的螺母,如果锥角不是整数,可在锥附近估计一个值,试车后逐步找正,如图2所示。
图2 转动小滑板车圆锥3.尾座偏移法图3 偏移位座法车削圆锥当车削锥度小,锥形部分较长的圆锥面时,可以用偏移尾座的方法,此方法可以自动走刀,缺点是不能车削整圆锥和内锥体,以及锥度较大的工件。
将尾座上滑板横向偏移一个距离S,使偏位后两顶尖连线与原来两顶尖中心线相交一个α/2角度,尾座的偏向取决于工件大小头在两顶尖间的加工位置。
尾座的偏移量与工件的总长有关,如图3所示,尾座偏移量可用下列公式计算:式中S——尾座偏移量;L—件锥体部分长度;L0——工件总长度;D、d——锥体大头直径和锥体小头直径。
床尾的偏移方向,由工件的锥体方向决定。
当工件的小端靠近床尾处,床尾应向里移动,反之,床尾应向外移动。
4.靠模法如图4所示,靠模板装置是车床加工圆锥面的附件。
对于较长的外圆锥和圆锥孔,当其精度要求较高而批量又较大时常采用这种方法。
图4 用靠模板车削圆锥面车圆锥体的质量分析:1)锥度不准确原因时计算上的误差;小拖板转动角度和床尾偏移量偏移不精确;或者是车刀、拖板、床尾没有固定好,在车削中移动而造成。
甚至因为工件的表面粗糙度太差,量规或工件上有毛刺或没有擦干净,而造成检验和测量的误差。



年月日课题名称车削圆锥面课型新授课
实习项目1、转动小拖板法车削圆锥面
使用量角器测量锥体
授课时数课时
教学目标1、了解圆锥体的作用和技术要求;
2、掌握转动小拖板车削圆锥体的方法;
3、根据工件的锥度,会计算小拖板的转动角度;
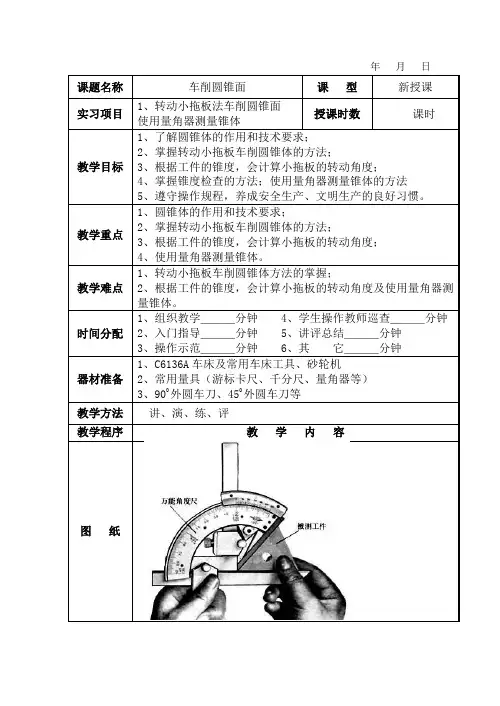
4、掌握锥度检查的方法;使用量角器测量锥体的方法
5、遵守操作规程,养成安全生产、文明生产的良好习惯。
教学重点1、圆锥体的作用和技术要求;
2、掌握转动小拖板车削圆锥体的方法;
3、根据工件的锥度,会计算小拖板的转动角度;
4、使用量角器测量锥体。
教学难点1、转动小拖板车削圆锥体方法的掌握;
2、根据工件的锥度,会计算小拖板的转动角度及使用量角器测量锥体。
时间分配1、组织教学___分钟 4、学生操作教师巡查___分钟
2、入门指导___分钟 5、讲评总结___分钟
3、操作示范___分钟 6、其它___分钟
器材准备1、C6136A车床及常用车床工具、砂轮机
2、常用量具(游标卡尺、千分尺、量角器等)
3、900外圆车刀、450外圆车刀等
教学方法讲、演、练、评
教学程序教学内容图纸。
授课教师授课班级二数控机制授课课时 2 授课形式多媒体授课章节名称第四章第二节车削圆锥面使用教具多媒体学习目标1、熟悉圆锥面四个基本参数2、掌握转动小滑板法车削圆锥面教学重点转动小滑板法车圆锥面教学难点圆锥半角的计算教学思路及方法做、学、教一体化更新、补充、删节内容车间实训操作课外作业观摩其它三种车削圆锥面的方法,比较其不同导语同学们知道圆锥面是怎样加工的吗?授课主要内容或板书设计一、圆锥各部分名称1、大端直径D2、小端直径d3、圆锥角α4、圆锥半角α/25、圆锥长度L6、锥度C7、斜度C/2二、车削原理:车削较短的圆锥体时,可以用转动小滑板的方法,也就是将小滑板转到与工件轴心线成α/2的角度,然后进行车削。
三、转动小滑板车削圆锥体的特点:优点:①角度调整范围大,可车削各种角度的工件。
②能车出圆锥体和圆锥孔,并且操作简单方便,特别是同一零件上车削几种圆锥角时调整方便缺点:③只能用手动进刀,劳动强度大, 表面粗糙度难以控制④由于小滑板行程的限制只能加工长度较短的圆锥面。
四、转动小滑板车削圆锥体的准备和调整①小滑板转动角度和方向的确定α/2≈28.70×D-d/L ≈28.70 ×C②转动小滑板的方法将小滑板下面转盘上的螺母松开,把转盘转至所需要圆锥半角的刻度上,与基准零线对齐,然后固定转盘上的螺母③车削前应调整好小滑板镶条的松紧。
如果调得过紧,手动走刀时费力,移动不均匀,车出的锥面不光洁;如果调得过松,造成小滑板间隙过大,车出的工件母线不平直,锥面也不光洁。
④根据工件锥面长度,调整小滑板行程长度。
五、检查锥度方法①使用量角器或角度样板检查锥度②用圆锥套规检查锥度六、容易产生的问题和注意事项1、对刀:车刀必须对准工件旋转中心,避免产生双曲线(母线不直)误差。
可通过把车刀对准实心圆锥体零件端面中心来对刀。
2、车削圆锥体前对圆柱直径的要求,一般应按圆锥体大端直径放余量1毫米左右。
粗车时,吃刀量不宜过大,应先校正锥度,以防工件车小而报废。