圆锥面的车削一(参数计算)
- 格式:ppt
- 大小:251.00 KB
- 文档页数:7
任务一数控车床基本操作一、填充题1.ALTER键是键,DELTE键是键。
2.CAN键是键,SHIFT键是键。
3.EOB键是键,POS键是键。
4.PROG键是键,OFSET键是键。
5.RESET键是键,INPUT键是键。
6.AUTO键是键,EDIT键是键。
7.MDI键是键,REF键是键。
8.JOG键是键,HNDL键是键。
9.数控车床开机后一般都需要。
10.数控车床回机床参考点后,其机械坐标值显示为。
11.数控车床报警显示页面键是。
二、判断题1.CAN键是程序段结束换行键。
2.信息页面键一般用于查看报警信息。
3.按REST复位键后,数控机床将停止一切动作。
4.MDI是回参考点工作方式。
5.回机床参考点是在AUTO模式下进行的。
6.机床锁住键可使数控机床各坐标轴不运动。
7.按下空运行键后,数控机床各坐标轴将不运动。
8.当数控车床失去对机床参考点记忆时,必须进行返回参考点操作。
9.数控机床回参考点的目的就是为了建立机床坐标系。
10.解除紧急停止状态后,数控机床需要重回机床参考点。
11.机床参考点就是机械原点。
12.输入程序时应先输入程序名。
13.程序名相同也可输入数控系统。
14.数控机床开机与关机的次序是一样的。
三、选择题1.法那科系统数控面板中替换键是。
A.ALTER B.INSERT C.OFFSET D.DELETE2.法那科系统数控面板中设置刀具参数的键是。
A.PROG B.POS C.OFFSET D.SYSTM3.法那科系统数控面板中AUTO是。
A.手动方式 B.回参考点方式 C.编辑方式 D.自动方式4.法那科系统数控面板中打开数控程序的按钮是。
A.PROG B.POS C.OFFSET D.SYSTM5.法那科系统数控面板中“HNDL”是。
A.手摇轮方式 B.手动方式 C.回参考点方式 D.自动工作方式6.以下按键为回参考点方式的是。
A.AUTO B.REF C.JOG D.MDI 7.“EDIT”键表示的工作方式是。


锥度=(大圆直径-小圆直径)除以圆台高度锥体各部分名称及代号;D-大头直径,b-小头直径,L-工件全长,a-钭角,2a-锥角,K-锥度,l-锥体长度,M-钭度。
锥体各部分计算公式;M(钭度)=tga(=tg 斜角), =D - d / 2 l(=大头直径- 小头直径/ 2 x 锥体长度), =K / 2(=锥度/ 2)。
K(锥度)=2tga(=2 x tg 斜角) =D - d / l(大头直径- 小头直径/ 锥体长度)。
D(大头直径)=b + 2ltga(=小头直径+ 2 x 锥体长度x tg 钭角), =d + Kl(=小头直径+ 锥度x 锥体长度), =d + 2lM(=小头直径+ 2 x 锥体长度x 斜度)。
d(小头直径)=D - 2ltga(=大头直径- 2 x 锥体长度x tg 钭角), =D - Kl(=大头直径- 锥度x 锥体长度), =D - 2lM(=大头直径- 2 x 锥体长度x 斜度)。
工件锥体长度较短和斜角a 较大时,可用转动小刀架角度来车削。
车削时小刀架转动角度β计算公式(近似);β(度)=28.7°x K(锥度) , =28.7°x D - d / l( 大头直径- 小头直径/ 锥体长度)。
近似计算公式只适用于a(钭角)在6°以下,否则计算结果误差较大。


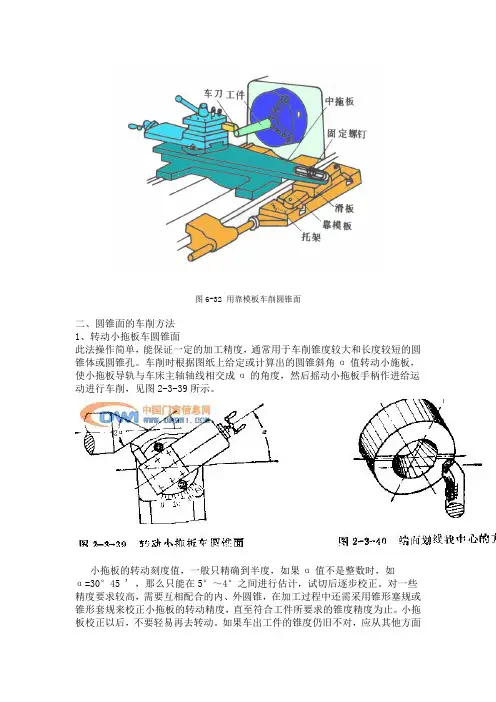
图6-32 用靠模板车削圆锥面二、圆锥面的车削方法1、转动小拖板车圆锥面此法操作简单,能保证一定的加工精度,通常用于车削锥度较大和长度较短的圆锥体或圆锥孔。
车削时根据图纸上给定或计算出的圆锥斜角α值转动小施板,使小拖板导轨与车床主轴轴线相交成α的角度,然后摇动小拖板手柄作进给运动进行车削,见图2-3-39所示。
小拖板的转动刻度值,一般只精确到半度,如果α值不是整数时,如α=30°45 ' ,那么只能在5°~4°之间进行估计,试切后逐步校正。
对一些精度要求较高,需要互相配合的内、外圆锥,在加工过程中还需采用锥形塞规或锥形套规来校正小拖板的转动精度,直至符合工件所要求的锥度精度为止。
小拖板校正以后,不要轻易再去转动。
如果车出工件的锥度仍旧不对,应从其他方面去找原因。
例如:小拖板塞铁松紧是否调整好,小拖板导轨端面是否碰伤等。
车刀安装时,必须特别注意。
刀尖要严格对准工件的中心,否则,车出的圆锥母线不是直线,而是双曲线。
车削实心锥体零件时,可把车刀刀尖对准端面中心。
车削圆锥孔时,可以采用端面划线的方法见图2—3-40。
先把车刀近似装准,在工件端面涂上显示剂,用刀尖在工件端面上划一条线,然后把工件转过180°再划一条线。
如果两条线重合,则车刀已对准中心。
如果两条线不重合,可把车刀刀尖凋整在两条线中间,反复校正,直到对准中心为止。
进行车削时,摇手柄用力要均匀,否则加工的锥面将不光洁。
当锥面的长度超过小拖板的调整长度时,可分段进行车削,条件旧各段之间的台阶不影响工件使用或在下一步加工(如磨削)中去掉。
转力小拖板车圆锥的优点:①能加工完整的圆锥体及圆锥孔。
②能加工圆锥斜度很大的工件。
其缺点是:①只能手动走刀,因此劳动强度较大,表面粗糙度也较难控制。
②因受小拖板行程的限制,所以只能加工较短的圆锥工件。
2、偏移尾架车圆锥面此法适用于在两顶尖间车削锥度较小而长度又较长的圆锥体。
圆锥零件的车削加工1.圆锥零件概述在车床上有多种方法可车削圆锥面。
采用不同方法车削圆锥面,对应加工的零件尺寸范围、结构形式、加工精度、使用性能和批量大小有所不同,无论哪一种方法,都是为了使刀具的运动轨迹与零件轴心线成一斜角,从而加工出所需要的圆锥面零件。
为了降低生产成本,使用方便,我们把常用的零件圆锥表面按标准尺寸制成标准圆锥表面,即圆锥表面的各部分尺寸,按照规定的几个号码来制造,使用时只要号码相同,就能紧密配合和互换。
一、常用的标准圆锥常用的标准圆锥有下列两种:1.莫氏圆锥莫氏圆锥在机器制造业中应用得最广泛的一种,如车床主轴锥孔、顶尖、钻头柄、铰刀柄等都用莫氏圆锥。
莫氏圆锥分成7个号码,即0、1、2、3、4、5和6号,最小的是0号,最大的是6号。
但它的号数不同,锥度也不相同。
由于锥度不同,所以斜角a也不同。
表7-1为莫氏圆锥参数。
注:l.锥角的偏差是根据锥厦的偏差折算列入的。
2.当用塞规检查内锥时,内锥大端端面必须位于塞规的两刻线之间,第一条刻线决定内锥大端直径的公称尺寸,第二条刻线决定内锥大端直径的最大极限尺寸。
3.套规必须与配对的塞规校正。
套规端面应与塞规上第一条线前面边缘相重合,允许套规端面超出塞规上第一条刻线,但不超过0.1mm距离。
2.公制圆锥公制圆锥有8个号码,即4、6、80、100、120、140、160和200号。
它的号码就是指大端直径,锥度固定不变,即K=1:20。
例如80号公制圆锥,它的大端直径是80mm,锥度K=1:20。
二、圆锥表面的精度和公差圆锥表面的精度主要是指锥度,在国家标准GBll334-89中,规定了各种圆锥角的公差数值(见表7-2)。
在锥度较大时,标准锥角规定有l20。
、90。
、75。
、60。
、45。
和30。
在锥度较小时,标准锥度规定有:1:3、1:5、1:7、1:8、1:10、1:12、1:15、1:20、1:30、1:50、1:100和1:200。
图7-1为圆锥角公差。

xxx中等职业技术学校2017-2018学年度第二学期教案科目:车工工艺与技能实训任课教师:xxx 序号:22课型:实操课教学目标:1、知识与能力目标1)理解圆锥基本参数的计算。
2)理解和掌握转动小滑板车削圆锥面的方法。
2、过程与方法目标1)尝试在学习过程中发现问题并形成分析、解决问题的能力。
2)学会观察教师示范操作,并通过思考、训练转换为自己的操作技能。
3、情感态度与价值观目标1)体会按图加工的严谨性、专业俗语表达及现场管理要求培养职业素养,追求零件质量意识。
2)积极参与同组(同台机床)合作学习,学会交流、合作、相互探讨等有效沟通切磋。
3)通过车工知识的培养学生不仅要会做事,能做事、更要会做人,自觉养成吃苦耐劳、勤俭节约的习惯教学重点:1)理解圆锥基本参数的计算。
2)理解和掌握转动小滑板车削圆锥面的方法。
教学难点:1)理解圆锥基本参数的计算。
2)掌握转动小滑板车削圆锥面的方法。
教学方法:演示法、理论实践一体化教学法、巡回指导等教学方法和练习法等。
学法:1.理实一体引导学生在观察、巡回指导过程中更好加工好轴套,让学生学有所用。
2.学做合一做中学,学中做,让学生在实践中学习知识,习得技能,获得能力。
3.合作互动应用合作学习方式,为学生营造一个生生互动、师生互动的合作情境,引导学生积极主动学习,从实践中感受学习的乐趣。
教学组织过程:学生集中点名:(约2分钟)检查学生防护用品的穿戴,工作衣穿戴是否整齐,文明安全操作教育。
一、课前复习:圆锥的基本知识:1、圆锥的基本参数(约5分钟)大端直径(D)小端直径(d)圆锥长度(L)锥度(C)圆锥半角(α/2)•2、基本计算公式:•二、导入:前面我们给台阶轴倒角时,采用将方刀架转动45º角或用45度车刀倒角的方法,这给我们即将学习锥体加工带来什么启示?当加工锥面不长的工件时,可用转动小刀架法车削。
车削时,将小滑板下面的转盘上螺母松开,把转盘转至所需要的圆锥半角α/2的刻线上,与基准零线对齐,然后固定转盘上的螺母,如果锥角不是整数,可在锥附近估计一个值,试车后逐步找正,如下图所示。