钢结构制作(安装)焊接工程检验批质量验收记录表(模板)
- 格式:doc
- 大小:81.00 KB
- 文档页数:4
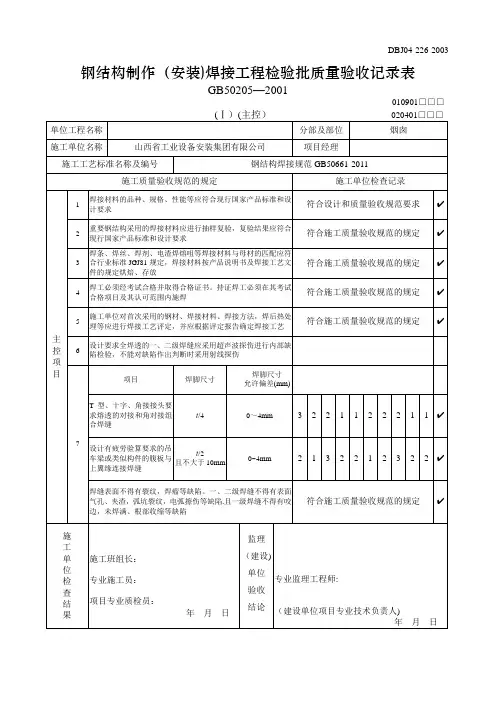
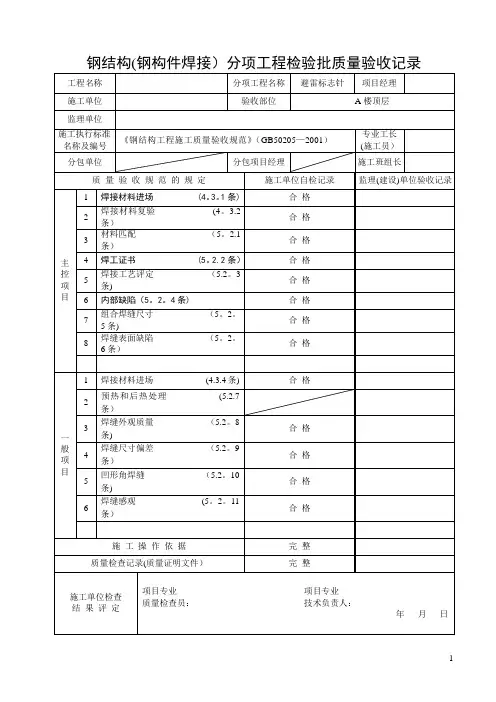
钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□□说明010901(Ⅰ)(主控) 020401 主控项目:1.检查数量:全数检查。
检验方法:检查产品的质量合格证明文件,中文标志及检验报告.2。
全数检查。
检查复验报告。
3。
全数检查。
检查质量证明书和烘焙记录和材料用量证明。
4.全数检查。
检查焊工合格证及其认可范围,有效期。
5.全数检查。
检查焊接工艺评定报告。
6.全数检查.检查超声波或射线探伤记录。
7.资料全数检查;同类焊缝抽查10%,且不应少于3条。
观察检查,用焊缝量规抽查测量.见图5。
2.5。
8。
每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少于1条,每条检查1处,总抽查数不应少于10处.观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查.钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□说明010901(Ⅰ)(一般) 020401 一般项目:1。
按量抽查1%,且不应少于10包.观察检查。
2。
全数检查。
检查预、后热施工记录和工艺试验报告。
3。
检查数量同主控项目第8条。
观察检查或使用放大镜、焊缝量规和钢尺检查。
见附录A。
0.1表。
4。
检查数量同主控项目第8条.用焊缝量规检查。
注:B指焊缝宽度h f>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%;焊接H形梁腹板与翼缘板的焊缝两端在其两翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
见附录A。
0。
1-2表.5.检查数量:每批同类构件抽查10%,且不应少于3件,观察检查。
6。
检查数量:每批同类构件抽查10%,且不应少于3件,被抽查构件中,每件焊缝按数量各抽查5%,总抽查处不应少于5处.观察检查.注:t为连接处较薄的板厚。
钢结构工程检验批质量验收记录表
施工测量放线报验单工程名称:贡山县丹当公园修复(二期)工程
土方开挖工程检验批质量验收记录表TJ4.1.1
钢结构零件及部件加工工程检验批质量验收记录
GB50202-2001
钢结构零件及部件加工工程检验批质量验收记录
GB 50205-2001
钢结构防火涂料涂装工程检验批质量验收记录
钢结构制作(安装)焊接检验批质量验收记录
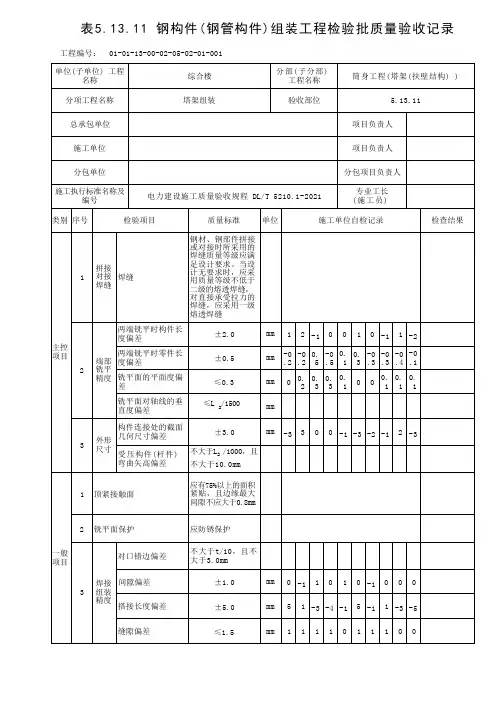
钢构件(钢梯、平台及栏杆)安装检验批质量验收记录表
T
防腐涂料涂装检验批质量验收记录表
技术交底记录GJ1.4
注:本记录一式两份,一份交接受交底人,一份存档。
结构工程质量控制资料核查表GJ1.7
钢结构工程观感质量检查记录GJ1.9
焊缝检查记录GJ2.3.1(通用表)(强制性条文检查通用表)。
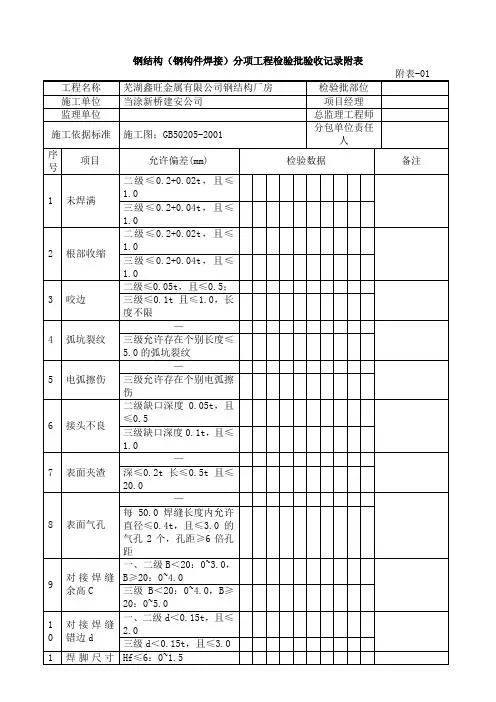
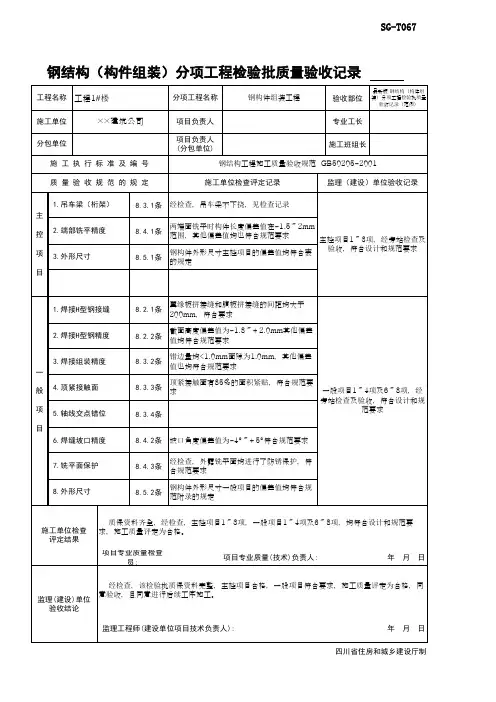
钢结构(钢构件焊接)分项工程检验批验收记录附表
钢结构(
高强度螺栓连接
普通紧固件连接
)分项工程检验批验收记录附表
钢结构(零件及部件加工)分项工程检验批验收记录附表(一)
钢结构(零件及部件加工)分项工程检验批验收记录附表(二)
钢结构(零件及部件加工)分项工程检验批验收记录附表(二)
钢结构(构件组装)分项工程检验批验收记录附表(一)
钢结构(构件组装)分项工程检验批验收记录附表(二)
钢结构(构件组装)分项工程检验批验收记录附表(三)
钢结构(构件组装)分项工程检验批验收记录附表(四)
钢结构(构件组装)分项工程检验批验收记录附表(五)
钢结构(构件组装)分项工程检验批验收记录附表(六)
钢结构(构件组装)分项工程检验批验收记录附表(七)
钢结构(预拼装)分项工程检验批质量验收记录附表
钢结构(单层结构安装)分项工程检验批质量验收记录附表(一)
钢结构(单层结构安装)分项工程检验批质量验收记录附表(二)
钢结构(单层构件安装)分项工程检验批质量验收记录附表(三)
钢结构(多层及高层结构安装)分项工程检验批质量验收记录附表(一)
钢结构(
防火涂料涂装
防腐涂料涂装
)分项工程检验批质量验收记录。
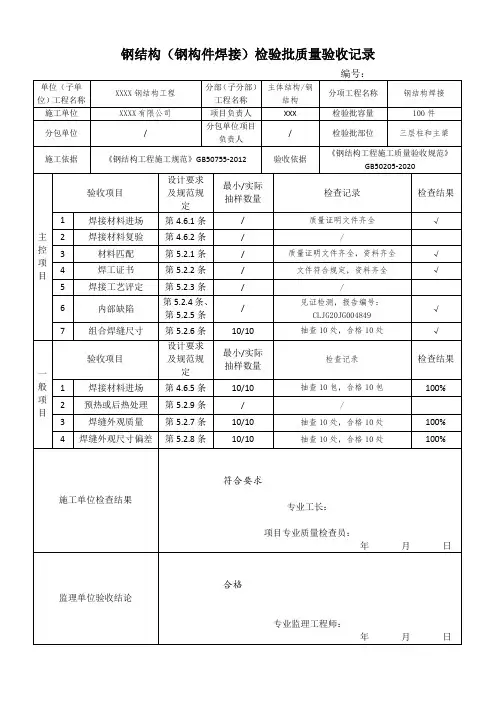

钢结构(钢构件焊接)分项工程检验批质量验收记录钢结构(焊钉焊接)分项工程检验批质量验收记录(GB50205—2001)表J.O.2编号:010902/020402□□□钢结构(普通紧固件连接)分项工程检验批质量验收记录钢结构(高强度螺栓连接)分项工程检验批质量验收记录钢结构(零件及部件加工)分项工程检验批质量验收记录(GB50205-2001)表J.0。
5 编号:010905/020405010905/020405□□□接上表钢结构(构件组装)分项工程检验批质量验收记录(GB50205—2001)表J。
0。
6 编号:020406钢结构(预拼装)分项工程检验批质量验收记录(GB50205-2001)表J.O。
7编号:020407□□□钢结构(单层结构安装)分项工程检验批质量验收记录(GB50205—2001)表J。
0。
8 编号:020408□□□钢结构(多层及高层结构安装)分项工程检验批质量验收记录(GB50205-2001)表J。
0。
9 编号:020409□□□钢结构(网架结构安装)分项工程检验批质量验收记录(GB50205-2001)表J.0。
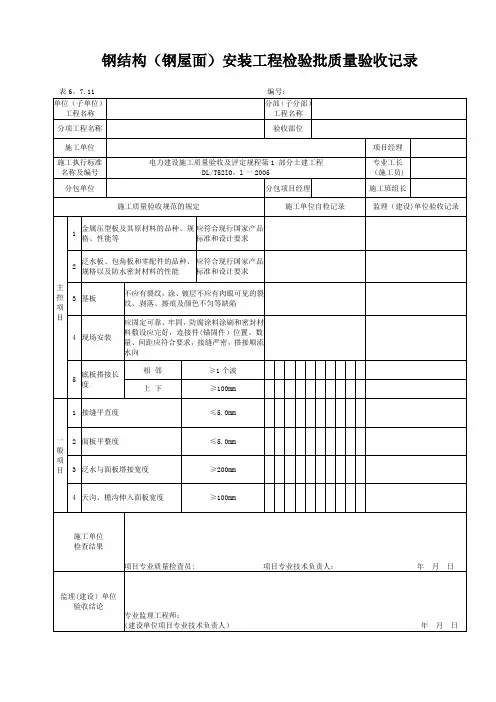
10 编号:020410续下表钢结构(压型金属板)分项工程检验批质量验收记录(GB50205-2001)表J。
0.11 编号:020411钢结构(防腐涂料涂装)分项工程检验批质量验收记录(GB50205—2001)表J。
0。
12编号:020412□□□钢结构(防火涂料涂装)分项工程检验批质量验收记录(GB50205—2001)表J.0.13编号:020413□□□。
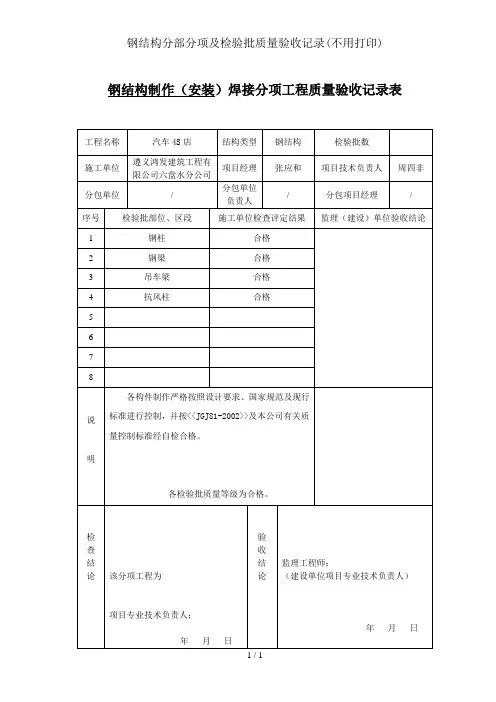
钢结构制作(安装)焊接分项工程质量验收记录表钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构零、部件加工分项工程质量验收记录表钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)钢构件组装分项工程质量验收记录表钢构件组装工程检验批质量验收记录表GB50205—2001钢构件组装工程检验批质量验收记录表GB50205—2001钢构件组装工程检验批质量验收记录表GB50205—2001钢构件组装工程检验批质量验收记录表GB50205—2001钢构件预拼装分项工程质量验收记录表钢构件预拼装工程检验批质量验收记录表GB50205-2001钢构件预拼装工程检验批质量验收记录表GB50205-2001钢构件预拼装工程检验批质量验收记录表GB50205-2001钢构件预拼装工程检验批质量验收记录表GB50205-2001单层钢构件安装分项工程质量验收记录表单层钢构件安装工程检验批质量验收记录表GB50205-2001单层钢构件安装工程检验批质量验收记录表GB50205-2001钢结构分部分项及检验批质量验收记录(不用打印)单层钢构件安装工程检验批质量验收记录表GB50205-2001单层钢构件安装工程检验批质量验收记录表GB50205-2001高强度螺栓连接分项工程质量验收记录表高强度螺栓连接工程检验批质量验收记录表GB50205-2001(Ⅱ)高强度螺栓连接工程检验批质量验收记录表GB50205-2001(Ⅱ)高强度螺栓连接工程检验批质量验收记录表GB50205-2001(Ⅱ)高强度螺栓连接工程检验批质量验收记录表GB50205-2001(Ⅱ)。
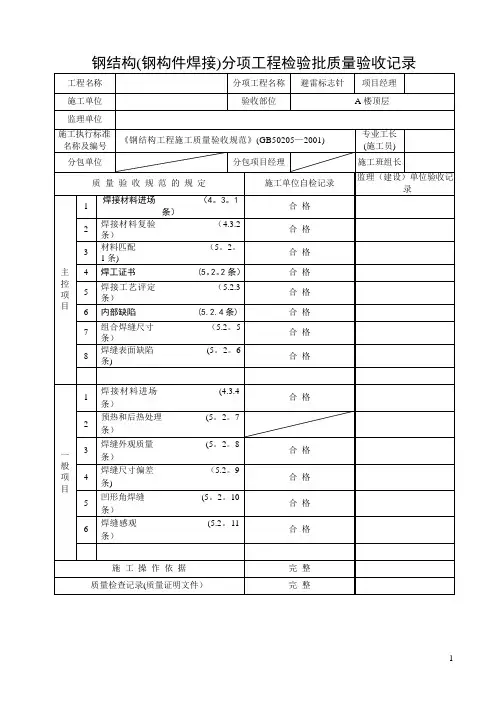
钢结构(钢构件焊接)分项工程检验批质量验收记录钢结构(焊钉焊接)分项工程检验批质量验收记录(GB50205-2001)表J。
O。
2编号:010902/020402□□□钢结构(普通紧固件连接)分项工程检验批质量验收记录(GB50205—2001)表J。
O。
3编号:010903/020403□□□钢结构(高强度螺栓连接)分项工程检验批质量验收记录(GB50205—2001)表J。
O。
4编号:010904/020404□□□钢结构(零件及部件加工)分项工程检验批质量验收记录(GB50205—2001)表J.0。
5 编号:010905/020405010905/020405□□□接上表钢结构(构件组装)分项工程检验批质量验收记录(GB50205—2001)表J。
0。
6 编号:020406钢结构(预拼装)分项工程检验批质量验收记录(GB50205—2001)表J。
O。
7编号:020407□□□钢结构(单层结构安装)分项工程检验批质量验收记录(GB50205-2001)表J。
0。
8 编号:020408□□□钢结构(多层及高层结构安装)分项工程检验批质量验收记录(GB50205-2001)表J。
0。
9 编号:020409□□□钢结构(网架结构安装)分项工程检验批质量验收记录(GB50205-2001)表J.0。
10 编号:020410续下表钢结构(压型金属板)分项工程检验批质量验收记录(GB50205—2001)表J。
0。
11 编号:020411钢结构(防腐涂料涂装)分项工程检验批质量验收记录(GB50205-2001)表J。
0。
12 编号:020412□□□21钢结构(防火涂料涂装)分项工程检验批质量验收记录(GB50205—2001)表J.0。
13 编号:020413□□□22。
钢结构(钢构件焊接)分项工程检验批验收记录附表普通紧固件连接)分项工程检验批验收记录附表钢结构(高强度螺栓连接附表-02钢结构(零件及部件加工)分项工程检验批验收记录附表(二)钢结构(预拼装)分项工程检验批质量验收记录附表钢结构(多层及高层结构安装)分项工程检验批质量验收记录附表(三)钢结构(多层及高层构件安装)分项工程检验批质量验收记录附表(四)附表-22钢结构(网架结构安装)分项工程检验批质量验收记录附表-23钢结构(压型金属板)分项工程检验批质量验收记录附表-24防腐涂料涂装)分项工程检验批质量验收记录钢结构(防火涂料涂装附表-25钢结构(钢构件焊接)分项工程检验批质量验收记录钢结构(焊钉焊接)分项工程检验批质量验收记录钢结构(防火涂料涂装)分项工程检验批质量验收记录钢结构(多层及高层结构安装)分项工程检验批质量验收记录钢结构(单层结构安装)分项工程检验批质量验收记录钢结构(零件及部件加工)分项工程检验批质量验收记录钢结构(构件组装)分项工程检验批质量验收记录钢结构(预拼装)分项工程检验批质量验收记录钢结构(防腐涂料涂装)分项工程检验批质量验收记录钢结构(压型金属板)分项工程检验批质量验收记录施工现场质量管理检查记录开工日期:分部工程验收记录分项工程质量验收记录表10.9级摩擦型高强度螺栓施工扭矩值说明:1.高强度螺栓扭矩系数取K=0.13;2.初拧和复拧应在当天内完成;3.对于大型节点应分初拧、复拧和终拧,复拧扭矩等于初拧扭矩;4.扭矩的检查应在终拧1h以后、24小时以内完成。
扭矩检查时,应将螺母退回30°~50°,再拧至原位置测定扭矩,该扭矩与检查扭矩的偏差应在检查扭矩的±10%以内。
设计:校对:审核:施工技术交底单年月日工程材料/构配件/设备报审表高强度螺栓连接分项工程报验申请表工程名称:南陵县华欣塑料制品厂房2#.3#编号:工程开工/复工报审表(WH/TH/FGS-005)高强度螺栓施工记录。
填表说明主控项目:1. 纵向受力钢筋的连接方式应符合设计要求。
观察检查。
2. 连接接头力学性能,按《钢筋机械连接通用技术规程》JGJ107、《钢筋焊接及验收规程》JGJ18的规定抽取钢筋连接接头、焊接接头试件作力学性能检验,其质量应符合规定。
检查接头力学试验报告。
3. 钢筋安装时,受力钢筋的品种、级别、规程和数量符合设计要求。
观察和尺量检查。
一般项目:1. 钢筋接头宜设置在受力较小处。
同一纵向受力钢筋不宜设置两个或两个以上的接头,接头末端至钢筋弯起点的距离不少于钢筋直径的10倍。
观察和尺量检查。
2. 机械连接、焊接接头的外观质量应符合《钢筋机构连接通用技术规程》JGJ107、《钢筋焊接及验收规程》JGJ18的规定。
观察检查。
3. 设置在同一构件内的受力钢筋接头宜相互错开,其同一级内纵向受力钢筋的接头面积百分率应符合设计要求,当设计无要求时,应符合:(1) 在受拉区不宜大于50%;(2) 接头不宜设置在有抗震设防要求的框架梁端、柱端的箍筋加密区;当无法避开时,对等强度高质量机械连接接头,不应大于50%;(3) 直接承受动力荷载的结构构件中,不宜采用焊接接头;当采用机械连接接头时,不应大于50%。
4. 同一构件中相邻纵向受力钢筋绑扎接头宜相互错开,绑扎接头中钢筋的横向净距不应小于钢筋直径,且不应小于25mm。
同一连接区段内有搭接接头的纵向受力钢筋接头面积百分率应符合设计要求,当设计无要求时,应符合:(1) 对梁类、板类及墙类构件,不宜大于25%;(2) 对柱类构件,不宜大于50%;(3) 当工程中的确有必要增大接头面积百分率时,对梁类构件,不应大于50%;对其他构件,可根据实际情况放宽。
观察尺量检查。
(4) 纵向受力钢筋绑扎搭接接头的最小搭接长度应符合《混凝土结构工程施工质量验收规范》附录B的规定。
5. 在梁柱构件的纵向受力钢筋搭接区内应按设计要求配置箍筋,当设计无要求时应符合:(1) 箍筋直径不应小于搭接钢筋较大直径的0.25倍;(2) 受拉搭接区段的箍筋间距不应大于搭接钢筋较小直径的5倍,且不应大于100mm;(3) 受拉搭接区段的箍筋间距不应大于搭接钢筋较小直径的10倍,且不应大于200mm;(4) 当柱中纵向受力钢筋直径大于25mm时,应在搭接接头两个端面外100mm范围内各设置两个箍筋,其间距宜为50mm。
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
010901□□□
✔
✔
✔
✔
✔
✔
✔
✔
说明
010901
(Ⅰ)(主控) 020401 主控项目:
1.检查数量:全数检查。
检验方法:检查产品的质量合格证明文件,中文标志及检验报告。
2.全数检查。
检查复验报告。
3.全数检查。
检查质量证明书和烘焙记录和材料用量证明。
4.全数检查。
检查焊工合格证及其认可范围,有效期。
5.全数检查。
检查焊接工艺评定报告。
6.全数检查。
检查超声波或射线探伤记录。
7.资料全数检查;同类焊缝抽查10%,且不应少于3条。
观察检查,用焊缝量规抽查测量。
见图5.2.5。
8.每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%
且不应少于1条,每条检查1处,总抽查数不应少于10处。
观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
010901□□
说明
010901
(Ⅰ)(一般) 020401 一般项目:
1.按量抽查1%,且不应少于10包。
观察检查。
2.全数检查。
检查预、后热施工记录和工艺试验报告。
3.检查数量同主控项目第8条。
观察检查或使用放大镜、焊缝量规和钢尺检查。
见附录A.0.1表。
4.检查数量同主控项目第8条。
用焊缝量规检查。
注:B指焊缝宽度h f>8.0mm的角焊缝
其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%;焊接H形梁腹板与翼缘板的焊缝两端在其两翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
见附录A.0.1-2表。
5.检查数量:每批同类构件抽查10%,且不应少于3件,观察检查。
6.检查数量:每批同类构件抽查10%,且不应少于3件,被抽查构件中,每件焊缝按数量
各抽查5%,总抽查处不应少于5处。
观察检查。
注:t为连接处较薄的板厚。