焊口编号规则
- 格式:docx
- 大小:12.82 KB
- 文档页数:1
管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....;A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“S ”表示。
在现场制作的规定焊缝,用“F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
焊口编号方法:
1.无损检测焊口编号及编排方法以焊接委托单为主要依据,并与焊接的施焊记
录图相对应。
2.如果是属于抽检焊口,除所委托焊口编号外,还要记录号管段编号,以便对
无损检测焊口编号在整个管线中进行定位跟踪管理,有追溯性。
3.无损检测射线底片编号要与所委托焊口号一致。
对管线固定焊口属于吊焊口
的,以平焊位置为中心,顺介质流动方向顺时针右手螺旋法则确定;对属于横焊口的,以介质水平流动方向为参照,所面对焊缝中心为起点,按右手螺旋法则顺时针进行布片或进行缺陷标记。
4.对属于地面组合,需要位移的焊口,需在地面上做好实体标识(采用醒目油
漆或记号笔),每道焊口片号顺序以收弧处为基点,以介质流向为基准,由右手螺旋法则确定,用记号笔在焊口上标识片号,或辅以示意图进行
5.对因检测不合格的焊口,需要扩探的焊口编号后家K字样,对需要加倍检验
的编号后加J字样。
6.需要返工处理的部位,射线底片编号在原编号后加R字样。
7.焊缝探伤后,在离焊缝100mm处,标识相应探伤方式字样“RT”或“UT”。
8.焊缝射线透明胶片上,标识内容:产品编号,焊缝编号部位编号,透照日期。
管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“ S ”表示。
在现场制作的规定焊缝,用“ F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“S ”表示。
在现场制作的规定焊缝,用“F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
西南油气田华成监理公司威远页岩气监理项目部威204井区页岩气集输干线工程焊口编号的规定一、线路1、规则:线路焊口编号必须方便今后的追溯和管理,各桩号间焊口序号为独立顺序号,代表本桩号的焊口数量。
当顺气流组焊时在焊口顺序号前加“+”,逆气流组焊时加“-”。
在两桩号之间开始组焊时,以小桩号进行编号。
当使用冷弯管时,在焊口序号后加“LW”,使用热煨管时,在焊口序号后加“RW”,穿越加“C”,连头加:“L”。
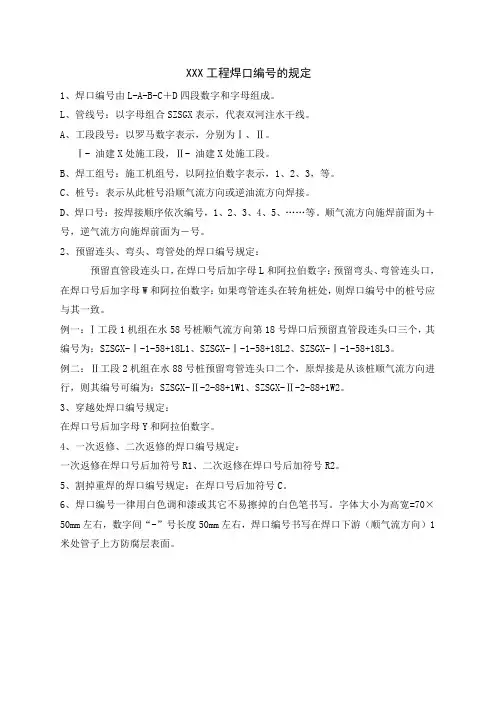
2、示例:工程代号:WY弯管代号:LW或RW发件人FROM:威远页岩气监理项目部日期DATE:2014.8.15收件人传真号码FAX:发件人传真FAX:收件单位TO:各参建单位总页码(包括封页)PAGES:2 收件人:项目负责人编号FILE NO:02主题SUBJECT:焊口编号规定签发SIGNATURE:许晓峰□紧急u rge n t□请审阅for review □请批准for comment□请答复for reply ■请传阅for deliver■执行implement二、站场1、规则:当设计有管线等级号时,按设计要求用等级号进行编号。
如无要求,则按照线路模式进行编号,取消桩号和机组号,增加站场代号和焊工代号。
与三通、弯头、大小头、法兰的连接在焊口序号后分别加字母S、W、D、F2、示例:工程代号:WY或管线等级号站场代号:XJC以上规定望各施工单位遵照执行。
威远页岩气监理项目部 2014年8月15日抄送:蜀南气矿地建部发:四川油建威远页岩气项目部、中油一建威远页岩气项目部、重庆顺源威远页岩气项目部、四川佳成检测公司威远页岩气项目部、。
XXX工程焊口编号的规定1、焊口编号由L-A-B-C+D四段数字和字母组成。
L、管线号:以字母组合SZSGX表示,代表双河注水干线。
A、工段段号:以罗马数字表示,分别为Ⅰ、Ⅱ。
Ⅰ- 油建X处施工段,Ⅱ- 油建X处施工段。
B、焊工组号:施工机组号,以阿拉伯数字表示,1、2、3,等。
C、桩号:表示从此桩号沿顺气流方向或逆油流方向焊接。
D、焊口号:按焊接顺序依次编号,1、2、3、4、5、……等。
顺气流方向施焊前面为+号,逆气流方向施焊前面为-号。
2、预留连头、弯头、弯管处的焊口编号规定:预留直管段连头口,在焊口号后加字母L和阿拉伯数字:预留弯头、弯管连头口,在焊口号后加字母W和阿拉伯数字:如果弯管连头在转角桩处,则焊口编号中的桩号应与其一致。
例一:Ⅰ工段1机组在水58号桩顺气流方向第18号焊口后预留直管段连头口三个,其编号为:SZSGX-Ⅰ-1-58+18L1、SZSGX-Ⅰ-1-58+18L2、SZSGX-Ⅰ-1-58+18L3。
例二:Ⅱ工段2机组在水88号桩预留弯管连头口二个,原焊接是从该桩顺气流方向进行,则其编号可编为:SZSGX-Ⅱ-2-88+1W1、SZSGX-Ⅱ-2-88+1W2。
3、穿越处焊口编号规定:在焊口号后加字母Y和阿拉伯数字。
4、一次返修、二次返修的焊口编号规定:一次返修在焊口号后加符号R1、二次返修在焊口号后加符号R2。
5、割掉重焊的焊口编号规定:在焊口号后加符号C。
6、焊口编号一律用白色调和漆或其它不易擦掉的白色笔书写。
字体大小为高宽=70×50mm左右,数字间“-”号长度50mm左右,焊口编号书写在焊口下游(顺气流方向)1米处管子上方防腐层表面。
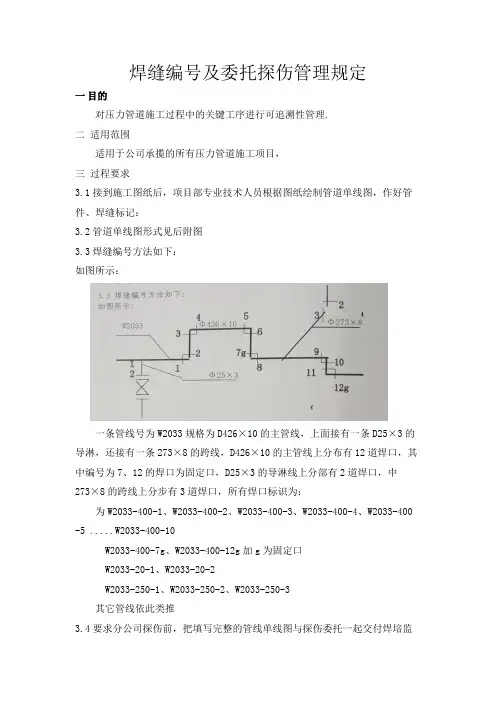
焊缝编号及委托探伤管理规定一目的对压力管道施工过程中的关键工序进行可追溯性管理.二适用范围适用于公司承揽的所有压力管道施工项目,三过程要求3.1接到施工图纸后,项目部专业技术人员根据图纸绘制管道单线图,作好管件、焊缝标记:3.2管道单线图形式见后附图3.3焊缝编号方法如下:如图所示:一条管线号为W2033规格为D426×10的主管线,上面接有一条D25×3的导淋,还接有一条273×8的跨线,D426×10的主管线上分布有12道焊口,其中编号为7、12的焊口为固定口,D25×3的导淋线上分部有2道焊口,中273×8的跨线上分步有3道焊口,所有焊口标识为:为W2033-400-1、W2033-400-2、W2033-400-3、W2033-400-4、W2033-400 -5 .....W2033-400-10W2033-400-7g、W2033-400-12g加g为固定口W2033-20-1、W2033-20-2W2033-250-1、W2033-250-2、W2033-250-3其它管线依此类推3.4要求分公司探伤前,把填写完整的管线单线图与探伤委托一起交付焊培监测中心探伤班,无管线单线图及探伤委托焊培监测中心探伤班不得受理探伤任务.3.5每一段预制好的管线,在一端用记号笔标注上管线号、管线公称直径,在每一道焊口上用记号笔标注焊口号(1、2、3、4......),并打上焊工钢印号.3.6质量记录中,在各分项栏目中分别填写管线号(如可填写为W2033-400),在各焊口检查记录中填写焊缝号(如1、2、3、4等),3.7焊培监测中心探伤班根据探伤委托和管线单线图进行探伤和出具报告,要求焊接记录、单线图、实物、探伤报告一一对应.。

长庆第一净化厂至靖边首站输气管线工程焊口编号规则山西方诚石油化工建设监理责任有限公司2016年 03月焊口编号规则为了便于长庆第一净化厂至靖边首站输气管线工程统一管理,加强工程施工资料的真实性、规范性、可追溯性和完整性,结合相关规范和本工程的实际情况及相关要求,特制定本办法。
1. 焊口编号规定1.1结合相关规范和本工程的实际情况,对本工程的焊口编号作如下规定,请各相关施工单位严格执行。
焊口编号格式:CJX01—焊口性质—线位号—管径--焊口号(01)--焊工号钢管直径图纸桩号或线位号天然气为NG放空FH排污DR长庆第一净化厂至靖边首站输气管线工程1.1.1焊口号是按介质流向从01开始的流水编号(顺气流“+”,逆气流“—”。
站内管线线位号:天然气管线DN600-101和DN600相连的DN50-102DN500-201和DN600相连的DN50-202DN350-301和DN600相连的DN50-302DN300-801放空管线DN200- 和DN200相连的DN50-DN50-601排污管线DN100.DN50-701站内管线按以上线位号执行2.线路部分:2.1.1线路管线线位号为4012.1.2连头编号规则:在原流水编号CJX01—管道介质—线位号—焊口号(OX)后面加L-焊工号。
2.1.3碰死口编号规则:在原流水编号CJX01—管道介质—线位号—焊口号(OX)后面加P-焊工号。
2.1.4弯头编号规则:在原流水编号CJX01—管道介质—线位号—焊口号(OX)后面加W-焊工号。
2.1.5冷弯管编号规则:若为冷弯管,则在原流水编号CJX01—管道介质—线位号—焊口号(OX)后面加LW-焊工号。
2.1.6为了避免焊口编号中弯管与弯头的重复出现,规定若弯管与弯头连接时,取用弯头编号规则。
2.1.7如果原焊缝被割掉重新焊接,则在其原流水编号CJX01—管道介质—线位号—焊口号(OX)后面加G-焊工号。
2.1.8如果焊口在顺序中间增加焊口则按原流水编号CJX01—管道介质—线位号—使用顺气流上道原焊口号(OX)后+0X-焊工号。
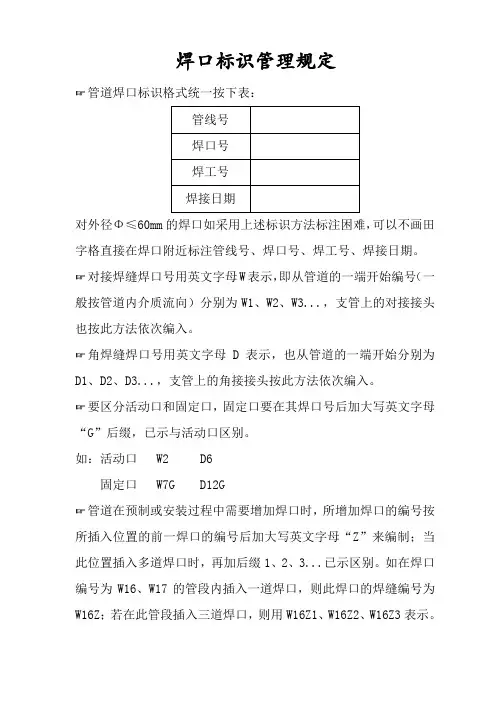
焊口标识管理规定
☞管道焊口标识格式统一按下表:
管线号
焊口号
焊工号
焊接日期
对外径Φ≤60mm的焊口如采用上述标识方法标注困难,可以不画田字格直接在焊口附近标注管线号、焊口号、焊工号、焊接日期。
☞对接焊缝焊口号用英文字母W表示,即从管道的一端开始编号(一般按管道内介质流向)分别为W1、W2、W3...,支管上的对接接头也按此方法依次编入。
☞角焊缝焊口号用英文字母D表示,也从管道的一端开始分别为D1、D2、D3...,支管上的角接接头按此方法依次编入。
☞要区分活动口和固定口,固定口要在其焊口号后加大写英文字母“G”后缀,已示与活动口区别。
如:活动口 W2 D6
固定口 W7G D12G
☞管道在预制或安装过程中需要增加焊口时,所增加焊口的编号按所插入位置的前一焊口的编号后加大写英文字母“Z”来编制;当此位置插入多道焊口时,再加后缀1、2、3...已示区别。
如在焊口编号为W16、W17的管段内插入一道焊口,则此焊口的焊缝编号为W16Z;若在此管段插入三道焊口,则用W16Z1、W16Z2、W16Z3表示。
焊口编号规定1 .目的为加强输气管道工程场站管线焊接管理,确保焊接质量,统一标准,便于交工技术文件编制,特制订本规定。
2 .职责工程管理分部负责检查监理单位和施工单位各场站管线焊接管理工作。
监理单位负责对施工单位焊口编号的正确性进行检查。
监理单位对施工单位作业人员是否通过考核作出结论。
施工单位负责组织场站焊接施工,对不合格人员应进行更换。
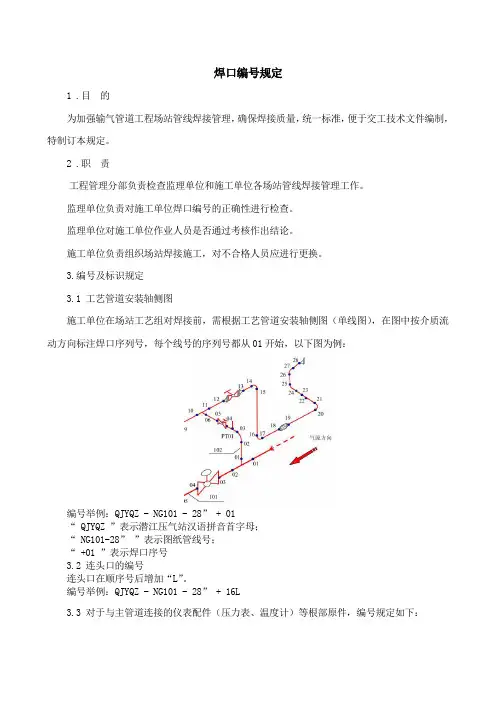
3.编号及标识规定3.1 工艺管道安装轴侧图施工单位在场站工艺组对焊接前,需根据工艺管道安装轴侧图(单线图),在图中按介质流动方向标注焊口序列号,每个线号的序列号都从01开始,以下图为例:编号举例:QJYQZ - NG101 - 28” + 01“ QJYQZ ”表示潜江压气站汉语拼音首字母;“ NG101-28””表示图纸管线号;“ +01 ”表示焊口序号3.2 连头口的编号连头口在顺序号后增加“L”。
编号举例:QJYQZ - NG101 - 28” + 16L3.3 对于与主管道连接的仪表配件(压力表、温度计)等根部原件,编号规定如下:场站代号—管段号—根部原件编号编号举例:QJYQZ-NG101-PG301表示潜江压气站NG101管道与压力表连接头PG301的接口;备注:图纸已经标明仪表等根部原件的编号时按照图纸编号执行,未标明时按照元器件名称自行编号。
3.4 对于返修的焊口,在焊口序号或根部元件编号后增加“R”。
“R”表示返修编号举例:QJYQZ-NG101-28”+01-R3.5 对于割口,编号后增加“G”,对于割口,编号后增加“G”。
编号举例:QJQZY-NG101-28”+35G3.6 焊口标识施工单位在焊接管段上用油性记号笔写清焊口编号,并在相关施工记录上进行焊工号、焊口号、焊接日期标识,保持两者的一致性。
当现场安装焊口与预设焊口不一致时,可以适当增减焊口。
如:在焊口QJYQZ-FH111-2”+05与QJZ-FH111-2”+06之间增加两道口,编号为QJYQZ-FH111-2”+05+01、QJYQZ-FH111-2”+05+02焊口编号只是表示焊口代号,保证焊口编号的唯一性。
目录
1 编号依据 (2)
2 职责 (2)
3 编号原则 (2)
4 编号顺序 (2)
1 编号依据
1.1 按GB150要求进行焊缝编号:
1.2 焊缝分为A 、B 、C 、D 、E 五个类别。
前四类代表受压元件之间类别,最后一个字母代表受压元件与非受压元件之间的类别。
2 职责
所有产品焊缝编号,均由焊接部门编制,并绘制出编码图作产品检验、无损检测以及存档的依据。
3 编号原则
3.1 每台容器的每个焊缝,均应编制号码。
号码只能是唯一的,不能重复出现。
3.2 A 和B 类焊缝中,每个类别焊缝须有字母数字加隔断号,再加数字顺序组成:
为:A1-1、A2-1、A3-1、A4-1、A5-1…… B1-1、B2-1、B3-1、B4-1、B5-1…… 3.3 其他焊缝,采用大流水顺序号码组成:
为:C1、C2、C3、C4、C5……
D1、D2、D3、D4、D5…… E1、E2、E3、E4、E5……
4 编号顺序
4.1 以设计图的左下角为开始位置,顺时针方向旋转编制。
4.2 每个类别号码焊缝,以左视图方向向右侧投影,以正上方12点开始为第一个编码,
焊缝编号规则
章节号
15
本章正文 共 2 页第 1 页
见图2,顺时针旋转编制。
图2 编号顺序示意图
4.3 所有类别焊缝编码均由焊接技术部门编制,其他部门照办。
4.4 除了A 类和B 类按3.1条和3.2条编制以外,其他类别可按实际情况,按唯一流水顺序号进行编制。
焊缝编号规则
章节号
15
本章正文 共 2 页第 2 页。
管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“S ”表示。
在现场制作的规定焊缝,用“F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
管道焊口编号规定一.焊口编号格式:工程代码--施工单位--桩号--焊口顺序号--焊口类型二.有关说明:1.工程代码: JHGD ----“XX工程”简写英文字母2.施工单位: ZHEJ ---- “XX集团有限公司”简写英文字母ZSHSJ ----“XX建设有限公司”简写英文字母HYJS----“XX建设有限公司”简写英文字母SHAZ----“XX有限公司”简写英文字母3.桩号:**-(***)---- 管线所处段桩号(例如Ⅱ标段起始桩号:17--450)4.焊口顺序号:顺介质流向施工顺序号前加“+”,反方向施工加“—”;编号从01 开始。
5.焊口类型:“一般焊口用“M”表示,“返修焊口用“R”表示,连头焊口用“T”表示;连接弯管焊口用“LW(冷弯管)”和“RW(热煨弯管)”表示;穿越焊口用“C”表示。
例:一般焊口表示:JHGD-ZSHSJ-17-450+ M01/(- M01)返修焊口表示:JHGD-ZSHSJ-17-450+ M01-R/(-M01-R)穿越焊口表示:JHGD-ZSHSJ-17-450+ M01-C/(-M01-C)连头焊口表示:JHGD-ZSHSJ-17-450+ M01-T/(-M01-T)连头弯管焊口表示:JHGD-ZSHSJ-17-450+ M01-TW/(-M01-TW)三.焊口编号的现场标记所有焊口号标识必须由施工单位专人负责,用记号笔书写,字体大小不低于40mm,清晰工整,位置为沿着介质流向的1-3 点位,要求预留出防腐的位置后尽量靠近焊口侧。
四.每道焊口焊接完毕后,随即进行焊口编号工作,当天焊接焊缝必须全部标记,严禁出现漏标或者错标现象。
XX有限公司XX监理组2019年X月X日。
焊口编号规定一、设备制作安装1、吸收塔#1吸收塔编号为01-02,#2吸收塔编号为02-02;底板为01,壁板为02,顶板为03,T字焊口为T,纵向焊口为Z,环向焊口为H,根据每道焊缝自上而下编号:例如:#1(#2)吸收塔底板,T型焊口为T01(02)-02-01-1、2、3……,对接焊口为Z01(02)-02-01-01、02、03……;#1吸收塔壁板,第19带板,纵向焊口为,Z01(02)-02-02-01、02、03……,环向焊口为H01(02)-02-02-01、02、03……,T型焊口为T01(02)-02-02-01、02、03……;#1吸收塔顶板,纵向焊口为,Z01(02)-02-03-01、02、03……,环向焊口为H01(02)-02-03-01、02、03……,T型焊口为T01(02)-02-03-01、02、03……;2、AFT塔#1AFT塔编号为01-08,#2AFT塔编号为02-08;底板为01,壁板为02,顶板为03,T字焊口为T,纵向焊口为Z,环向焊口为H,根据每道焊缝自上而下编号:例如:#1(#2)AFT塔底板,T型焊口为T01(02)-08-01-1、2、3……,对接焊口为Z01(02)-08-01-01、02、03……;#1AFT塔壁板,第13带板,纵向焊口为,Z01(02)-08-02-01、02、03……,环向焊口为H01(02)-08-02-01、02、03……,T型焊口为T01(02)-08-02-01、02、03……;#1AFT塔顶板,纵向焊口为,Z01(02)-08-03-01、02、03……,环向焊口为H01(02)-08-03-01、02、03……,T型焊口为T01(02)-08-03-01、02、03……;3、事故浆液罐事故浆液罐编号为01-05;底板为01,壁板为02,顶板为03,T字焊口为T,纵向焊口为Z,环向焊口为H,根据每道焊缝自上而下编号:例如:事故浆液罐底板,T型焊口为T01-05-01-1、2、3……,对接焊口为Z01-05-01-01、02、03……;事故浆液罐壁板,第14带板,纵向焊口为,Z01-05-02-01、02、03……,环向焊口为H01-05-02-01、02、03……,T型焊口为T01-05-02-01、02、03……;事故浆液罐顶板,纵向焊口为,Z01-05-03-01、02、03……,环向焊口为H01-05-03-01、02、03……,T型焊口为T01-05-03-01、02、03……;。
压力管道制造顺序号
5管道编号代码示例
XXXX-XX-XX-XX
焊工代号
管道焊口编号
管道分段号
管道编号
示例1某井站由76X4原油管道第3段第4道焊□,焊工张师傅(焊工号H5),和89X4原油管道第2段第9道焊□,焊工李师傅(焊工号H22),其编号如下,
Y76-3-4-H5; Y89-2-9-H55
例2某井站由76X4 原油管道第3段第4道焊口,焊工张师傅(焊工号H5),如果只有一条管道施工,编号可简化如下形式: Y-3-4-H5。
6 管道单线图
简单的管道单线图可画成平面图,复杂的可画在斜二等轴侧图,管道编号应清楚地标记在管道单线图中,图中用表格的形式记录制造工艺质量,在图的右下方应设标题栏,其格式可参照设计院的图纸的样式,内容分别为工程名称、管道坐标或相对方位、编制人、审核人、日期等。
如果盖竣工图章,可在其中填写编制人、审核人、日期等。
备注:
1、可对无损检测的情况进行说明,如果返修可记录在其中;
2、如果2个人共同制造,可注明认证焊撰第儿层焊道。
3、或者记录其它需要说明的技术质量内容,如气温、日期等。
供热管网现场焊缝编号规则
1、施工标段号+管道所在道路编号(介质流向)+桩号+焊口流水号
III—W34/(L、R)/(G、H)—K1—001~999
2、若局部路段管道实际焊口超出预估焊口数,预留号段用完时,可用K1/001~999+01~99方式编号,编号顺序为道路路桩里程增加方向。
3、因部分道路两侧均有供热管网,为便于区分,需在编号时注明管道与道路的相对位置。
面向道路桩号(里程增加方向),左手为左,右手为右,如管网仅在道路单侧有,则不标注左右。
3、例如:
1)III—W34/G—K1—001
表示:III标段纬三十四路供水管道从K1路桩开始编号的第1个焊缝。
2)II—HZBL/L/H—K10—014
表示:II标段货站北路左侧回水管道从K10路桩开始编号的第14个焊缝。