工艺检查考核表
- 格式:doc
- 大小:137.50 KB
- 文档页数:6




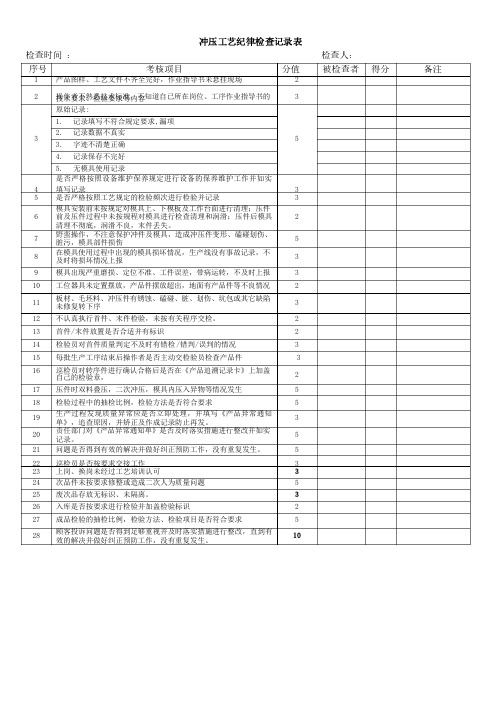
冲压工艺纪律检查记录表检查时间检查时间 : 检查人:检查人: 序号序号考核项目考核项目分值分值 被检查者被检查者 得分得分 备注备注1 产品图样、工艺文件不齐全完好,作业指导书未悬挂现场2 2操作者不熟悉技术标准,不知道自已所在岗位、工序作业指导书的技术要求、检验要求等内容技术要求、检验要求等内容 33原始记录原始记录: :51. 记录填写不符合规定要求记录填写不符合规定要求,,漏项漏项2. 记录数据不真实记录数据不真实3. 字迹不清楚正确字迹不清楚正确4. 记录保存不完好记录保存不完好5. 无模具使用记录无模具使用记录4 是否严格按照设备维护保养规定进行设备的保养维护工作并如实填写记录填写记录35 是否严格按照工艺规定的检验频次进行检验并记录3 6 模具安装前未按规定对模具上、下模板及工作台面进行清理;压件前及压件过程中未按规程对模具进行检查清理和润滑;前及压件过程中未按规程对模具进行检查清理和润滑;压件后模具压件后模具清理不彻底,润滑不良,末件丢失。
2 7 野蛮操作,不注意保护冲件及模具,造成冲压件变形、磕碰划伤、脏污,模具部件损伤脏污,模具部件损伤5 8 在模具使用过程中出现的模具损坏情况,生产线没有事故记录,不及时将损坏情况上报及时将损坏情况上报3 9 模具出现严重磨损、定位不准、工件误差,带病运转,不及时上报 3 10 工位器具未定置摆放,产品件摆放超出,地面有产品件等不良情况 2 11 板材、毛坯料、冲压件有锈蚀、磕碰、脏、划伤、坑包或其它缺陷未修复转下序未修复转下序3 12 不认真执行首件、末件检验,未按有关程序交检。
2 13 首件首件//末件放置是否合适并有标识末件放置是否合适并有标识2 14 检验员对首件质量判定不及时有错检/错判错判//误判的情况误判的情况3 15 每批生产工序结束后操作者是否主动交检验员检查产品件 3 16 巡检员对转序件进行确认合格后是否在《产品追溯记录卡》上加盖自己的检验章,自己的检验章,2 17 压件时双料叠压,二次冲压,模具内压入异物等情况发生 5 18 检验过程中的抽检比例,检验方法是否符合要求5 19 生产过程发现质量异常应是否立即处理,并填写《产品异常通知单》,追查原因,并矫正及作成记录防止再发。
压铸工艺工程师月度考核表考核目的压铸工艺工程师是负责压铸工艺的设计、改进和优化的关键角色。
他们需要具备丰富的工艺知识和技能,能够有效地解决生产过程中的问题,并提供有效的解决方案。
本月度考核表旨在评估压铸工艺工程师在工作中的表现和能力,以便对其进行全面的评估和提供必要的培训和支持。
考核内容1.工艺设计能力–能够根据产品要求和材料特性,设计出合理的压铸工艺方案。
–能够合理安排模具结构和工艺参数,以确保产品质量和生产效率。
–能够熟练使用CAD和CAM软件进行工艺设计和模具设计。
2.工艺改进能力–能够分析生产过程中的问题,找出根本原因,并提出改进方案。
–能够主动参与生产异常的解决,提供技术支持和指导。
–能够与相关部门紧密合作,推动工艺改进和优化。
3.质量控制能力–能够制定和执行严格的质量控制计划,确保产品符合客户要求和标准。
–能够分析质量问题的根本原因,并提出相应的改进措施。
–能够培训和指导生产人员,提高产品质量和生产效率。
4.项目管理能力–能够有效地组织和管理项目,确保按时完成各项任务。
–能够与客户和供应商进行有效的沟通和协调,解决项目中的问题。
–能够制定项目计划和进度,并进行有效的跟踪和控制。
5.团队合作能力–能够积极参与团队活动,与团队成员共同完成工作任务。
–能够与其他部门紧密合作,解决工作中的问题。
–能够与上级和同事保持良好的沟通和合作关系。
考核标准根据以上考核内容,我们将根据以下标准对压铸工艺工程师进行评估:1.工艺设计能力–优秀:能够设计出创新的工艺方案,提高产品质量和生产效率。
–良好:能够设计出合理的工艺方案,满足产品要求和生产需求。
–一般:能够完成基本的工艺设计任务,但存在一些问题和不足。
–不合格:无法完成工艺设计任务,或设计方案存在严重问题。
2.工艺改进能力–优秀:能够快速分析和解决生产过程中的问题,提出有效的改进措施。
–良好:能够主动参与问题解决,提供有效的技术支持和指导。
–一般:能够解决一些常见的问题,但对于复杂问题处理能力较弱。
工艺纪律检查报告一、检查表与考核表二、公司设立工艺纪律检查组,负责组织日常工艺纪律检查考核工作检查组由以下人员组成:组长:生产部门领导组员:研发中心工艺室、精益办、动力设备组、物流部、计调组、质保部、机加分厂和装配分厂各班组长,其中工艺纪律检查组长负责工艺纪律执行率的确信,并和谐各部门工作;工艺室负责工艺纪律检查的组织和实施;人力资源部和财务部负责考核结果的执行和实施;各有关部门负责工艺文件的监督执行,并对工艺文件提出建议和改良方法。
三、 检查所反映的大体情形图表1 图表2从检查表中的评分数据可得上述数据图表,图表1为评分组成基础,图表2为实际评分,图表中分析“生产”、“物流”和“平安生产”三项得分低,这都是每次工艺纪律检查的弱项,是咱们尔后要尽力改良的方向。
第二是“区域6S ”,做得好的是“文件和资料”、“查验”和“设备和工装”这三项,这希望咱们以后维持这一水平、再接再厉地做好这三项。
在现场拍照一些图片来展现所要反映的这些大体情形:文件和资料20%设备和工装15%生产20%物流5%检验15%区域6S 15%安全生产10%标准分文件和资料设备和工装生产物流检验区域6S 安全生产5101520文件和资料设备和工装生产物流检验区域6S安全生产2015205151510181212313105标准分实得分四、检查结果分析1、生产现场产品标识不太清楚,成品,半成品,已检品,未检品未分区寄存2、工具箱、工具柜脏污,工具、刀具、夹具、量具未定置摆放3、操作人员平安意识不高,操作设备时未穿工装4、生产现场有一些油污、积水5、质检员没有按期检查加工好的零件,工人也没有正常开展三检(首检、自检、互检)6、公司工艺文件不标准、格式不统一,文字表达不专业,工序、工步不太清楚7、因为工艺文件内容有点“驴唇不对马嘴”,指导性不强,致使操作人员大体不依照工艺文件执行,凭自己的体会来加工零件要紧缘故是研发中心工艺人员工作体会不足,没有深切实践,到生产车间现场了解、发觉并解决所显现的工艺问题,没有对一些老的生产工艺进行改良完善。
工艺检查考核表
受检工艺:钢筋工程考核日期:年月日序号检查项目检查内容检查结果应得分实得分
1 技术文件技术标准,设计图纸和工艺文件要齐全10
2 工艺执行按工艺规程操作20
3 质量检查
原材料质量检验 5
40
钢筋下料尺寸 5
钢筋保护层厚度和绑扎数量 5 钢筋焊接质量 5 定位网的加工和安装10 抽拔胶管安装 5
钢筋绑扎成型后结构尺寸 5
4 工装设备生产过程中使用的设备、工装、仪器、仪表
及工具应符合工艺规定。
使用方法正确,维
护保养情况应良好
10
5 文明施工组织好工作地,搞好文明生产,工地卫生10
6 技术安全严格执行安全管理制度10
7 合计得分100 考核组组长(签字):成员(签字):
工艺检查考核表
受检工艺:模板工程考核日期:年月日序号检查项目检查内容检查结果应得分实得分
1 技术文件技术标准,设计图纸和工艺文件要齐全10
2 工艺执行按工艺规程操作20
3 质量检查
模板清理 5
40 腹板垂直度 5
底模反拱度 5
端模孔道位置 5
内模结构尺寸 5
外模结构尺寸 5
支座板位置10
4 工装设备生产过程中使用的设备、工装、仪器、仪
表及工具应符合工艺规定。
使用方法正
确,维护保养情况应良好
10
5 文明施工组织好工作地,搞好文明生产,工地卫生10
6 技术安全严格执行安全管理制度10
7 合计得分100 考核组组长(签字):成员(签字):
工艺检查考核表
受检工艺:混凝土工程考核日期:年月日序号检查项目检查内容检查结果应得分实得分
1 技术文件技术标准,设计图纸和工艺文件要齐全10
2 工艺执行按工艺规程操作20
3 质量检查
原材料质量 5
40 混凝土的物理性能 5 混凝土搅拌 5
混凝土入模温度 5
混凝土振捣 5
混凝土浇注10
混凝土养护 5
4 工装设备生产过程中使用的设备、工装、仪器、仪
表及工具应符合工艺规定。
使用方法正
确,维护保养情况应良好
10
5 文明施工组织好工作地,搞好文明生产,工地卫生10
6 技术安全严格执行安全管理制度10
7 合计得分100 考核组组长(签字):成员(签字):
工艺检查考核表
受检工艺:张拉工程考核日期:年月日序号检查项目检查内容检查结果应得分实得分
1 技术文件技术标准,设计图纸和工艺文件要齐全10
2 工艺执行按工艺规程操作20
3 质量检查油表油顶的配套,油表的有效期校核 5
40
钢绞线存放 2
钢绞线下料长度 3 张拉顺序 5
张拉伸长量10
油表读数10
静停时间 5
4 工装设备生产过程中使用的设备、工装、仪器、仪
表及工具应符合工艺规定。
使用方法正
确,维护保养情况应良好
10
5 文明施工组织好工作地,搞好文明生产,工地卫生10
6 技术安全严格执行安全管理制度10
7 合计得分100 考核组组长(签字):成员(签字):
工艺检查考核表
受检工艺:压浆工程考核日期:年月日序号检查项目检查内容检查结果应得分实得分
1 技术文件技术标准,设计图纸和工艺文件要齐全10
2 工艺执行按工艺规程操作20
3 质量检查油表的有效期校核 5
40 原材料的检验 5 压浆顺序 5
真空度10
浆体的物理性能10 静停时间 5
4 工装设备生产过程中使用的设备、工装、仪器、仪
表及工具应符合工艺规定。
使用方法正
确,维护保养情况应良好
10
5 文明施工组织好工作地,搞好文明生产,工地卫生10
6 技术安全严格执行安全管理制度10
7 合计得分100 考核组组长(签字):成员(签字):
工艺检查考核表
受检工艺:箱梁横移工程考核日期:年月日序号检查项目检查内容检查结果应得分实得分
1 技术文件技术标准,设计图纸和工艺文件要齐全10
2 工艺执行按工艺规程操作20
3 质量检查
油顶、油表和顶的配套 5
40
千斤顶摆放位置 5
千斤顶四角高差 5
存梁台座标高10
存梁橡胶支座和钢板存放顺序10
存梁橡胶支座和钢板的抄垫 5
4 工装设备生产过程中使用的设备、工装、仪器、仪
表及工具应符合工艺规定。
使用方法正
确,维护保养情况应良好
10
5 文明施工组织好工作地,搞好文明生产,工地卫生10
6 技术安全严格执行安全管理制度10
7 合计得分100 考核组组长(签字):成员(签字):。