刀具规格表
- 格式:xls
- 大小:17.00 KB
- 文档页数:1
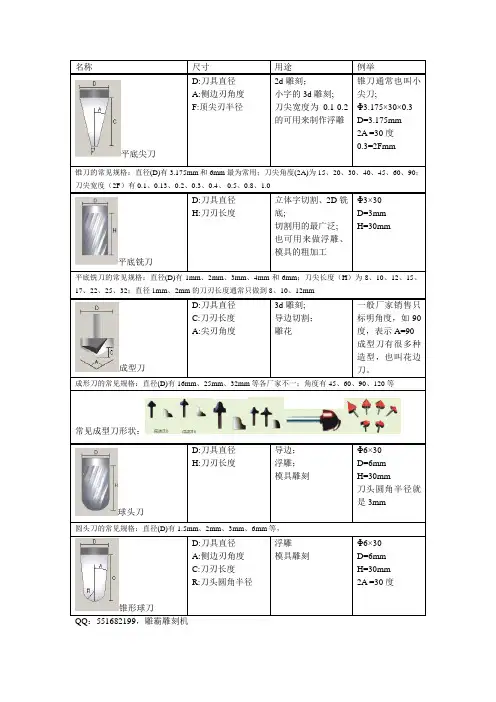
名称尺寸用途例举平底尖刀D:刀具直径A:侧边刃角度F:顶尖刃半径2d雕刻;小字的3d雕刻;刀尖宽度为0.1-0.2的可用来制作浮雕锥刀通常也叫小尖刀;Φ3.175×30×0.3D=3.175mm2A =30度0.3=2Fmm锥刀的常见规格:直径(D)有3.175mm和6mm最为常用;刀尖角度(2A)为15、20、30、40、45、60、90;刀尖宽度(2F)有0.1、0.13、0.2、0.3、0.4、 0.5、0.8、1.0平底铣刀D:刀具直径H:刀刃长度立体字切割、2D铣底;切割用的最广泛;也可用来做浮雕、模具的粗加工Φ3×30D=3mmH=30mm平底铣刀的常见规格:直径(D)有1mm、2mm、3mm、4mm和6mm;刀尖长度(H)为8、10、12、15、17、22、25、32;直径1mm、2mm的刀刃长度通常只做到8、10、12mm成型刀D:刀具直径C:刀刃长度A:尖刃角度3d雕刻;导边切割;雕花一般厂家销售只标明角度,如90度,表示A=90成型刀有很多种造型,也叫花边刀。
成形刀的常见规格:直径(D)有16mm、25mm、32mm等各厂家不一;角度有45、60、90、120等常见成型刀形状:球头刀D:刀具直径H:刀刃长度导边;浮雕;模具雕刻Φ6×30D=6mmH=30mm刀头圆角半径就是3mm圆头刀的常见规格:直径(D)有1.5mm、2mm、3mm、6mm等,锥形球刀D:刀具直径A:侧边刃角度C:刀刃长度R:刀头圆角半径浮雕模具雕刻Φ6×30D=6mmH=30mm2A =30度QQ:551682199,雕霸雕刻机。
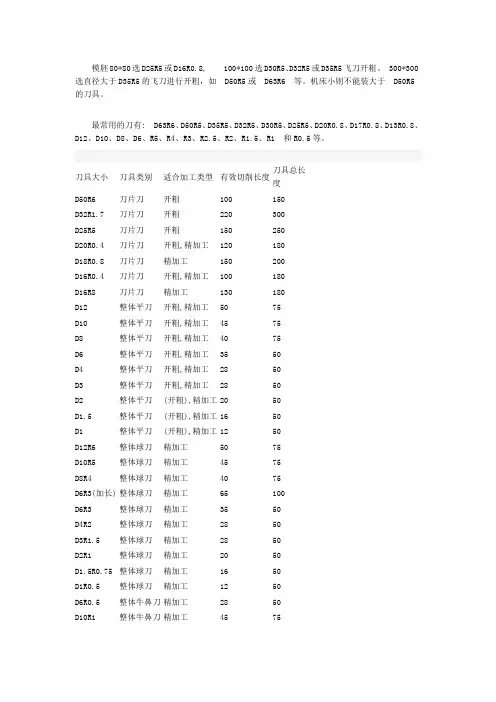
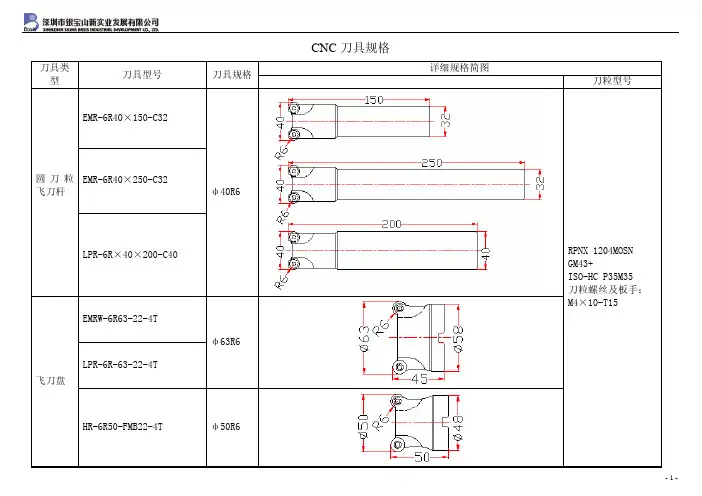
模胚80*80选D25R5或D16R0.8, 100*100选D30R5、D32R5或D35R5飞刀开粗。
300*300选直径大于D35R5的飞刀进行开粗,如 D50R5或 D63R6 等。
机床小则不能装大于 D50R5的刀具。
最常用的刀有: D63R6、D50R5、D35R5、D32R5、D30R5、D25R5、D20R0.8、D17R0.8、D13R0.8、D12、D10、D8、D6、R5、R4、R3、R2.5、R2、R1.5、R1 和R0.5等。
刀具大小刀具类别适合加工类型有效切削长度刀具总长度D50R6 刀片刀开粗100 150 D32R1.7 刀片刀开粗220 300 D25R5 刀片刀开粗150 250 D20R0.4 刀片刀开粗,精加工120 180 D18R0.8 刀片刀精加工150 200 D16R0.4 刀片刀开粗,精加工100 180 D16R8 刀片刀精加工130 180 D12 整体平刀开粗,精加工50 75 D10 整体平刀开粗,精加工45 75 D8 整体平刀开粗,精加工40 75 D6 整体平刀开粗,精加工35 50 D4 整体平刀开粗,精加工28 50 D3 整体平刀开粗,精加工28 50 D2 整体平刀(开粗),精加工20 50 D1.5 整体平刀(开粗),精加工16 50 D1 整体平刀(开粗),精加工12 50 D12R6 整体球刀精加工50 75 D10R5 整体球刀精加工45 75 D8R4 整体球刀精加工40 75 D6R3(加长) 整体球刀精加工65 100 D6R3 整体球刀精加工35 50 D4R2 整体球刀精加工28 50 D3R1.5 整体球刀精加工28 50 D2R1 整体球刀精加工20 50 D1.5R0.75 整体球刀精加工16 50 D1R0.5 整体球刀精加工12 50 D6R0.5 整体牛鼻刀精加工28 50 D10R1 整体牛鼻刀精加工45 75。

国标刀具规格一、通用刀具的规格(一)螺纹刀1、M1-M3螺纹刀:外径:M1=3.5mm;M2=4.5mm;M3=5.5mm;芯径:M1=2.5mm;M2=3.4mm;M3=4.4mm;锥角:55度;刃长:2到3毫米。
2、M4-M12螺纹刀:外径:M4=7mm;M5=8mm;M6=10mm;M7=11mm;M8=12mm;M9=14mm;M10=16mm;M11=18mm;M12=20mm;芯径:M4=4.8mm;M5=5.7mm;M6=7.6mm;M7=8.5mm;M8=9.5mm;M9=11.5mm;M10=13.5mm;M11=15.5mm;M12=17.5mm;锥角:55度;刃长:2到3毫米。
(二)穿孔刀1、M1-M3穿孔刀:外径:M1=3.5mm;M2=4.5mm;M3=5.5mm;芯径:M1=2.5mm;M2=3.4mm;M3=4.4mm;锥角:55度;刃长:2到3毫米。
2、M4-M12穿孔刀:外径:M4=7mm;M5=8mm;M6=10mm;M7=11mm;M8=12mm;M9=14mm;M10=16mm;M11=18mm;M12=20mm;芯径:M4=4.8mm;M5=5.7mm;M6=7.6mm;M7=8.5mm;M8=9.5mm;M9=11.5mm;M10=13.5mm;M11=15.5mm;M12=17.5mm;锥角:60度;刃长:2到3毫米。
(三)锯片1、滑锯片:180mm-200mm;锯刃宽度:2mm-3mm;厚度:0.5mm-0.7mm;夹紧孔直径:7mm。
2、链锯片:锯刃长度:50mm-60mm;锯刃宽度:2mm-3mm;厚度:0.5mm-0.7mm;夹紧孔直径:7mm。
(四)锯片安装座1、滑锯片:外径:14mm-20mm;内径:7mm;长度:40mm-50mm;厚度:6mm-8mm。
2、链锯片:外径:16mm-20mm;内径:7mm;长度:40mm-50mm;厚度:6mm-8mm。
铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
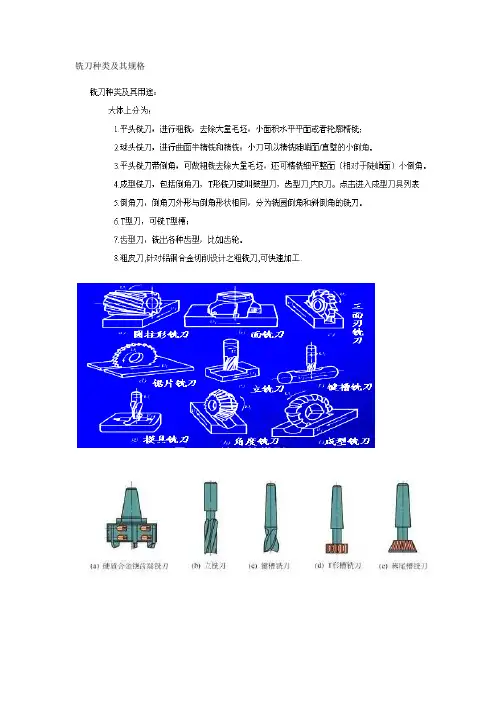
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。

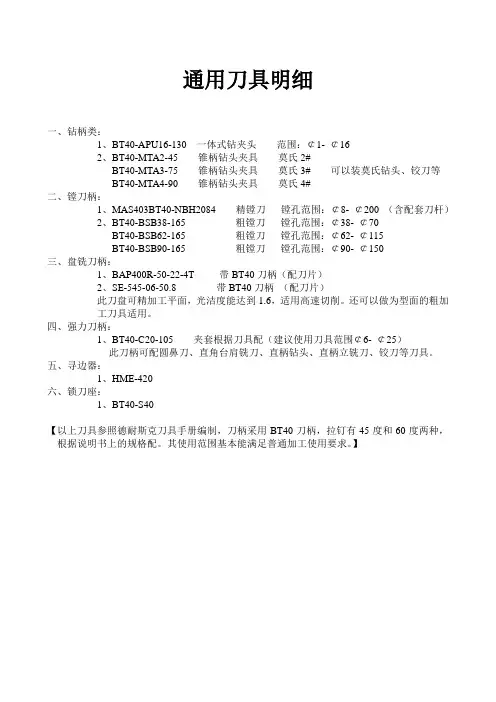
通用刀具明细
一、钻柄类:
1、BT40-APU16-130 一体式钻夹头范围:¢1- ¢16
2、BT40-MTA2-45 锥柄钻头夹具莫氏2#
BT40-MTA3-75 锥柄钻头夹具莫氏3# 可以装莫氏钻头、铰刀等
BT40-MTA4-90 锥柄钻头夹具莫氏4#
二、镗刀柄:
1、MAS403BT40-NBH2084 精镗刀镗孔范围:¢8- ¢200 (含配套刀杆)
2、BT40-BSB38-165 粗镗刀镗孔范围:¢38- ¢70
BT40-BSB62-165 粗镗刀镗孔范围:¢62- ¢115
BT40-BSB90-165 粗镗刀镗孔范围:¢90- ¢150
三、盘铣刀柄:
1、BAP400R-50-22-4T 带BT40刀柄(配刀片)
2、SE-545-06-50.8 带BT40刀柄(配刀片)
此刀盘可精加工平面,光洁度能达到1.6,适用高速切削。
还可以做为型面的粗加
工刀具适用。
四、强力刀柄:
1、BT40-C20-105 夹套根据刀具配(建议使用刀具范围¢6- ¢25)
此刀柄可配圆鼻刀、直角台肩铣刀、直柄钻头、直柄立铣刀、铰刀等刀具。
五、寻边器:
1、HME-420
六、锁刀座:
1、BT40-S40
【以上刀具参照德耐斯克刀具手册编制,刀柄采用BT40刀柄,拉钉有45度和60度两种,根据说明书上的规格配。
其使用范围基本能满足普通加工使用要求。
】。

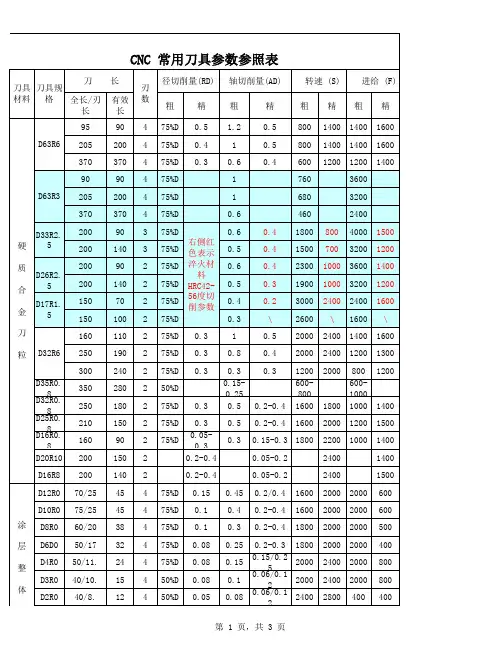
钨钢平铣刀标准型2刃3或4D1 3 50 3或4D1.5 4 50 3或4D2 5 50 3或4D3 8 50 3或4或6 D4 10 50 4或6D5 13 50 6D6 15 50 6D8 20 60 8D10 25 75 10D12 30 75 12钨钢平铣刀标准型4刃刀径D 刃长全长柄径D1 3 50 4D1.5 4 50 4D2 6 50 4D2.5 8 50 4D3 8 50 3或4D4 10 50 4D5 13 50 6D6 16 50 6D8 20 60 8D10 25 75 10D12 30 75 12D16 40 100 16钨钢球型铣刀标准型2刃刀径D 刃长全长柄径0.5R 2 50 3或4 0.75R 3 50 3或41R 4 50 3 或4 1.5R 6 50 3 或42R 8 50 42.5R 10 50 63R 12 50 64R 16 60 85R 20 75 10钨钢圆鼻铣刀标准型4刃3 0.2R 6 50 63 0.5R 6 50 64 0.5R 8 60 6 4 1R 8 60 6 6 0.5R 12 60 6 6 1R 12 60 6 8 0.5R 16 60 8 8 1R 16 60 8 10 0.5R 20 75 10 10 1R 20 75 10D6的加长刀75mm D8 D10到100mm D12mm 到110 mmD3 3500 3500 0.15D2 4500 2000 0.1D1 4500-5000 2000 0.05钢料精修弧面R8 2500--3000 1800 0.15—0.2R6 3000 1800 0.15R5 3500 1800 0.15R4 3500 1800 0.12R3 3500 1600 0.1R2 3500 1500 0.07R1.5 4000 1200 0.05R1-R0.5 4500 1000 0.03-0.05铜料转数增加500 公差设小等高外形刚料精加工D30R5 2500 1800 0.25D20R0.8 2500-3000 1800 0.2D16R0.8 2500-3000 1800 0.2D12 R6 D12R05 3000 1600 0.15-0.2D10 R5 D10R0.5 3500 1600 0.15-0.2D8 R4 D8R0,5 3500 1600 0.15D6 R3 D6R0.5 3500 1500 0.1-0.15D4 R2 D4R0.5 3500 1500 0.1看实际情况参数做适当调整。
